混凝土搅拌车搅拌筒磨损数值分析
2022-12-19 04:40姜胜强胡铎翔曹国栋谭援强
计算力学学报 2022年6期
姜胜强, 胡铎翔, 曹国栋, 谭援强
(1.湘潭大学 机械工程与力学学院,湘潭 411105; 2.湘潭大学 土木工程学院,湘潭 411105;3.华侨大学 制造工程研究院,厦门 361021)
1 引 言
随着经济的发展及工程建设需要,混凝土广泛应用于道路、桥梁、大坝以及房屋建筑等领域。通常混凝土在就近的搅拌站生产,通过搅拌车将其运输到工地现场完成浇筑等工作。混凝土搅拌车的搅拌筒在运输途中保持转动,以此抑制混凝土的水化反应并阻止凝结,进而保证混凝土流动性能和质量。经历长时间的工作,骨料对筒壁及叶片的划擦与冲击作用,以及碱性环境下的腐蚀等均会导致磨损的出现,磨损严重时会导致筒壁或叶片失效(图1),对搅拌的效率和出料匀质性产生不同程度的影响,甚至可能造成安全事故。因此,研究新拌混凝土的流变学数值仿真模型,并进行工作过程中的磨损仿真,对优化和改进搅拌筒结构,进而对搅拌筒使用寿命的提升和等寿命设计起到一定的参考价值。

图1 叶片失效实物图
目前,数值模拟方法成为了研究新拌混凝土流动性能的一种有效手段。文献[1,2]采用两相流的方法对搅拌筒内部流场进行分析;刘谊宾等[3]采用CFD单相流方法分析了搅拌筒内部流动性能。文献[4,5]基于离散元法对混凝土在搅拌筒中的流动性进行分析。相对CFD建模的方法,离散元方法(DEM)对搅拌筒内的流动进行建模具有一定优势,如DEM适用于研究微小尺度下的颗粒情况,且能直观表示搅拌筒内的流动及磨损情况,而CFD法则难以直观表示搅拌筒内的磨损情况。
为了提升搅拌筒的耐磨性,通常采用提升材料的耐磨性或者改变内部结构的方法。熊锐[6]在耐磨叶片上使用了热喷涂的技术,有效提升了叶片的使用寿命,但成本较高;王慧强等[7]对稳定土搅拌机叶片失效进行了分析,并从叶片形状和安装位置等方面提出了改进方案;Xu等[8]基于离散元(DEM)结合剪切冲击模型(SIEM)对滚磨机衬板的磨损进行了研究;周佳妮[9]基于离散元法对垂直螺旋输送机进行了磨损分析,但磨损常数是根据经验值设置,并未用实验验证;张延强[10]利用相对磨损与接触能量对矿用挖掘机斗齿进行磨损分析及结构改进。综上所述,关于叶片磨损的研究一般采用实验或者数值模拟的方法,实验法费时费力,数值模拟法并未与实际情况结合(未考虑磨损常数),尚未有一种有效结合实验和仿真的方法对搅拌筒的耐磨性进行分析。
本文采用粗骨料和砂浆两种颗粒模型模拟新拌混凝土,通过混凝土流变性能实验对两种颗粒模型之间的表面能进行测定,通过摩擦磨损实验对磨损系数进行测定,采用DEM方法对搅拌筒的内部磨损情况进行研究,探究叶片顶部结构对磨损的影响。
2 磨损计算模型及相关参数
本文研究的是混凝土对搅拌筒筒壁及叶片的磨损,主要采用Relative Wear接触模型和Hertz-Mindlin with Archard Wear接触模型对搅拌筒筒壁及叶片进行磨损分析。
2.1 Relative Wear接触模型
Relative Wear接触模型是一种识别散料对设备的高冲击区域(法向)和磨料磨损(切向)的模拟方法。衡量相对磨损量大小有4个指标,分别为法向累积接触能量、切向累积接触能量、法向累积接触力和切向累积接触力。法向累积接触能量和切向累积接触能量是分别用来衡量颗粒和几何体法向冲击和颗粒沿几何体切向滑移时能量的大小。
法向累积接触能量:
En=∑|FnVnδt|
(1)
式中Fn为法向力,Vn为法向相对速度,且与Fn的方向相反,δt为时间步长。
切向累积接触能量:
Et=∑|FtVtδt|
(2)
式中Ft为切向力,Vt为切向相对速度,δt为时间步长。
法向累积接触力:
Fn c=∑|Fn|
(3)
切向累积接触力:
Fn t=∑|Ft|
(4)
法向累积接触能量和切向累积接触能量分别表示颗粒对搅拌筒冲击和磨料累积产生的能量。
2.2 Hertz-Mindlin with Archard Wear接触模型
搅拌筒内部的主要磨损形式为磨粒磨损。磨粒磨损是由硬颗粒或硬突起物在载荷的作用下嵌入摩擦表面,相互接触和作用的过程中使材料产生迁移而造成的损耗,一般指非金属,如石英砂和岩石等[11]。
混凝土搅拌车搅拌筒中的磨损形式主要为三体磨损,而三体磨损又是磨粒磨损的主要形式。Hertz-Mindlin with Archard Wear模型对Hertz-Mindlin接触模型进行了补充,给出了对几何体表面近似的磨损深度,这个模型是基于Archard磨损理论[12]提出的。Archard磨损一般公式为
Q=WFndt
(5)
式中Q为材料移除的体积,dt为切向移动的距离,W为初始磨损常数,Fn为法向力。
W=K/H
(6)
式中K为无量纲常数,H为最软表面的硬度测试值。
磨损深度D方程式为
D=Q/A
(7)
式中A为磨损区域面积。
2.3 磨损常数的测定
不同材料之间的磨损系数并不相同,为了得到接近实际的搅拌筒磨损,有必要对搅拌筒实际工况产生的磨损系数进行估计。目前磨损系数主要通过实验确定,已有的磨损系数通常为近似估算的结果,与实际值存在一定差异,且测量方法并不准确,已有学者提出了一种测定材料磨损系数的可靠方法,采用Rtec摩擦磨损试验机对氮化硅陶瓷球进行摩擦磨损试验,并用3D激光显微镜对磨损形貌及磨损深度进行测量[13]。
本文利用CFT-I型材料表面性能综合测试仪进行摩擦磨损实验。试验选择往复式摩擦方式,对BFS600(一种不锈钢)进行摩擦磨损实验,试样的大小为57.5 mm×25.5 mm×4 mm。实验采用直径为5 mm氮化硅陶瓷球,设置载荷为50 N,往复长度为5 mm,往复频率为300 次/min,实验时间为60 min。
Archard模型可简化为[14]
Q=kFS
(8)
式中Q为磨损的总体积,F为接触载荷,S为磨损的总滑程,k为磨损系数。
由于实验前后试样质量变化太小且难以监测,所以实验完成后利用超景深显微镜观测试样表面磨损的宽度与深度(图2),通过估算得到不同材料的磨损常数,
k=Wlhm/(FS)
(9)
式中W为磨损区域的宽度,l为磨损区域的长度,hm为平均磨损深度。
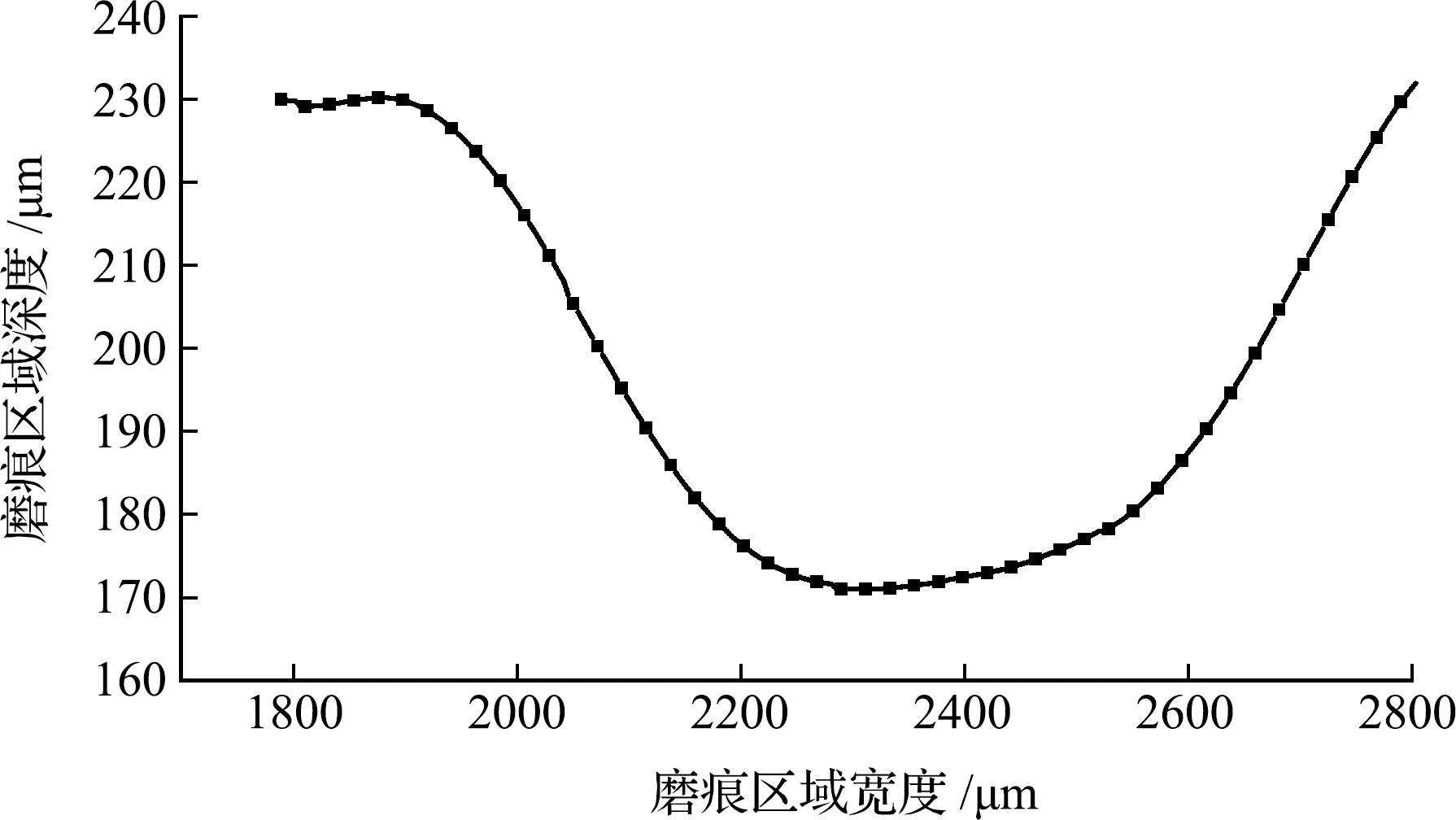
图2 磨痕宽度与磨痕深度
通过式(9)计算得出磨损常数为1.26×10-12Pa-1,这为仿真中磨损常数的设置提供了依据。
2.4 JKR表面能的标定
EDEM仿真采用Hertz-Mindlin with JKR(Johnson-Kendall-Roberts) Cohesion模型[15],该模型是一个凝聚力接触模型。在颗粒接触时添加表面能参数用来计算颗粒接触区的相互吸引力,非常适用于对颗粒间因静电、水分和化学作用等原因发生明显粘聚效应的颗粒进行模拟,如泥土和混凝土等。JKR法向力基于重叠量δ、相互作用参数和表面能量γ[15]来进行计算,即
(10)
(11)
式中γ为表面能,α为相互作用参数,E*为当量杨氏模量,R*为当量半径,δ为重叠量。
本文在EDEM仿真中采用粗骨料(半径10 mm)和砂浆(半径5 mm)两种颗粒模拟混凝土。粗骨料和砂浆的相关参数列入表1。颗粒之间不同的JKR参数将影响混凝土的流动性能。为此,本文通过混凝土流变学实验(坍落度等)与仿真进行对比,验证所采用表征混凝土流动性能的表面能参数的合理性,为后续混凝土在搅拌筒中的流动性能设置提供依据。

表1 粗骨料和砂浆的相关参数
已有学者对C30混凝土的塌落度及扩展度进行了实验及EDEM仿真的对比[5,16-18],实验结果列入表2。由表2可知,即便是相同配比的混凝土,受温度和湿度等不同实验条件的影响,实验结果也不相同,表明C30混凝土的塌落度及扩展度值应该在某一范围内(塌落度在180 mm~250 mm,扩展度在360 mm~440 mm)。为了得到实际使用混凝土的塌落度与扩展度值,有必要进行塌落度与扩展度的实验及仿真对比。

表2 不同文献中C30混凝土的塌落度及扩展度实验结果
本次实验采用机制砂(粒径小于5 mm)、碎石和水泥混合搅拌得到混凝土,坍落度实验遵循GB/T 50080-2016普通混凝土拌合物性能试验方法标准的相关规定,仿真中采用半径为10 mm和5 mm的两种颗粒模拟混凝土中的粗骨料和砂浆。仿真中表面能参数为,粗骨料与粗骨料之间的表面能为1 J/m2,粗骨料与砂浆之间的表面能为6 J/m2,砂浆与砂浆之间的表面能为3 J/m2。扩展度和塌落度的仿真与实验对比如图3所示。

图3 扩展度和坍落度的测量
由表3可知,本次实验与仿真的坍落度误差为3.6%,扩展度误差为2.2%,误差在合理范围内。这为后续搅拌筒仿真中设置筒内混凝土流动参数提供了依据。
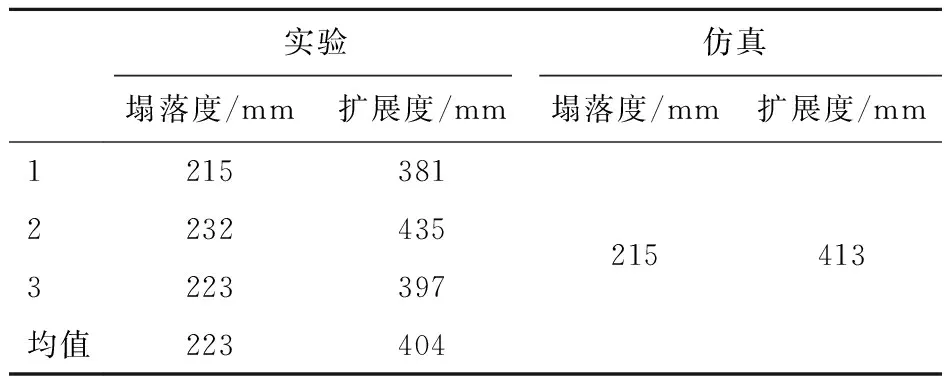
表3 扩展度和坍落度的仿真与实验结果
3 DEM对搅拌筒的磨损分析
3.1 搅拌筒相关参数
本次仿真对象为12 m3混凝土搅拌车,搅拌筒一般分为前锥、中锥和后锥三个部分(图4),搅拌筒具体参数列入表4。为缩小计算规模以及提高计算效率,将搅拌筒模型缩放5倍。设定搅拌筒的填充率为50%,混凝土采用粗骨料和砂浆进行替代(粗骨料直径20 mm,砂浆直径10 mm),生成颗粒总质量为122.65 kg,其中粗骨料质量为55 kg,砂浆质量为67.65 kg。混凝土搅拌车在混凝土运输中一般有进料、搅拌和出料三个过程。在搅拌站进料完成然后开始运输混凝土,在运输途中不断搅拌,在出料之前会有一个加速搅拌过程,随即进行出料,在仿真中各运动参数及时间设置列入表5。磨损常数按2.3节的实验结果设定。
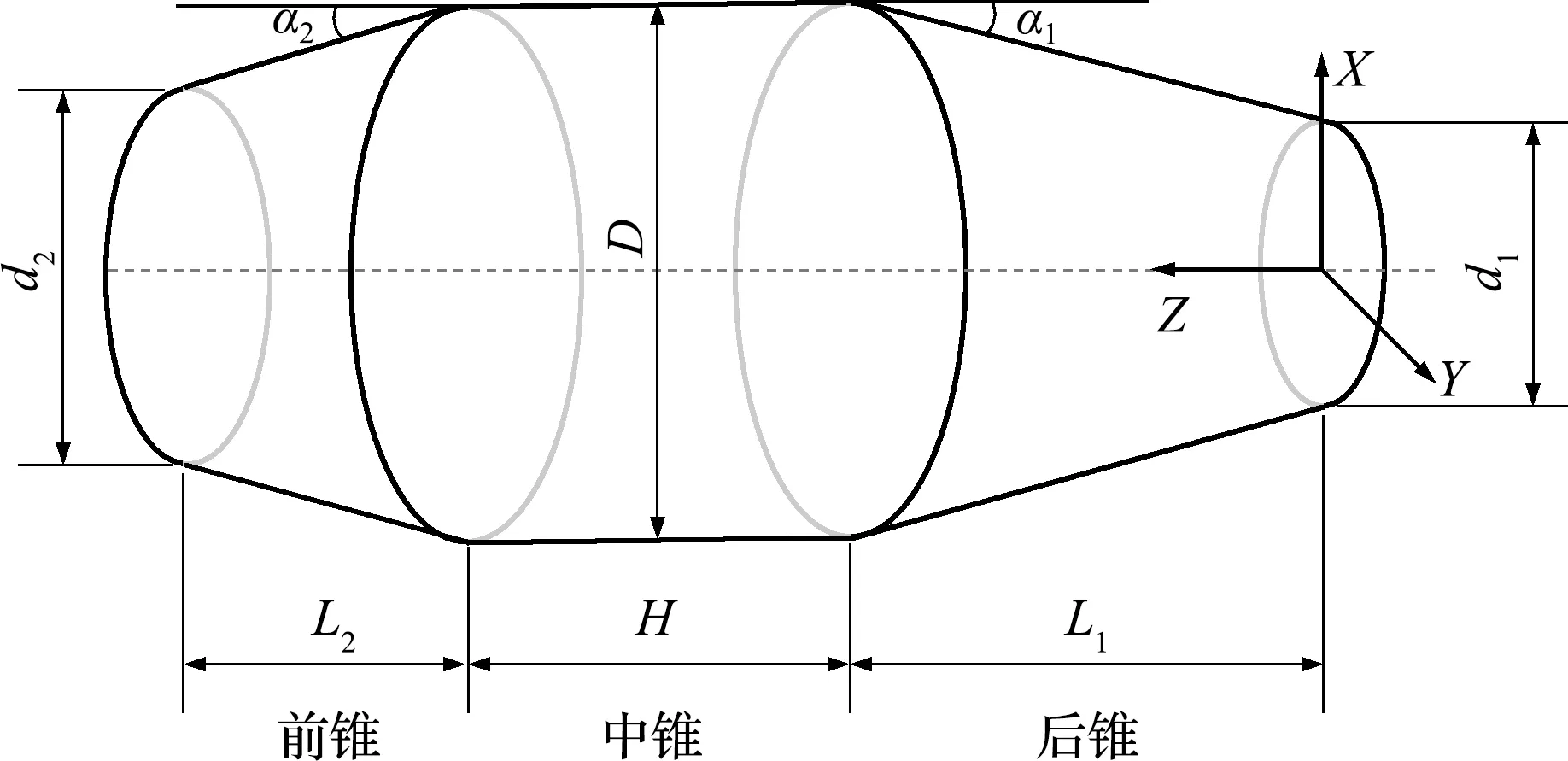
图4 搅拌筒结构
搅拌筒在混凝土搅拌车安装时的倾角为15.4°,仿真中将重力加速度进行分解来替代搅拌筒的斜置,重力加速度g分解为gx(竖直方向)和gy(水平方向)。假定重力加速度g为9.8 m/s2,可以计算得到gy=9.45 m/s2和gx=2.6 m/s2。

表4 搅拌筒相关参数

表5 搅拌筒运动参数设置
3.2 累计接触能量
仿真一个出料周期完成后,对搅拌筒及叶片的法向累积接触能量、切向累积接触能量进行分析处理(图5)。

图5 累积接触能量(单位:J)
从图5(a)可以看出,法向累积接触能量的最大值为6.999 J,从图5(b)可以看出,切向累积能量的最大值为94.47 J。切向累积接触能量比法向累积接触能量大,由此可以判断磨损类型是伴随有冲击作用的磨粒磨损,即凿削式磨粒磨损,其中磨粒磨损所占的比重较大。从法向累积接触能量云图可以看出,筒底受到的冲击较大,叶片顶部受到的冲击比叶片其余部位的冲击要大。从切向累积接触能量云图可以看出,筒底的切向累积接触能量较大,叶片顶部的切向累积接触能量较大。筒底在进料过程中受到冲击较大,导致筒底的累积接触能量较大。
3.3 Archard磨损
为了提取搅拌筒的磨损量,对搅拌筒及搅拌叶片的磨损进行定性分析,在搅拌筒壁轴线方向、叶片沿轴线方向、叶片高度方向和叶片同侧方向等位置设定了一系列的监测盒。搅拌筒筒壁的监测盒尺寸为30 mm×30 mm×30 mm,叶片沿轴线方向、叶片高度方向和叶片同侧方向的检测盒尺寸为10 mm×10 mm×10 mm。原点的位置靠近筒底,搅拌筒筒壁方向的监测盒的中心坐标(单位:mm)为(170,-200,0)、(357.5,-230,0)、(580,-230,0)、(780,-210,0)和(970,-150,0),叶片轴线方向监测盒的中心坐标(单位:mm)为(60,120,0)、(280,150,0)、(500,150,0)、(720,120,0)、(900,100,0)和(1030,70,0),叶片高度方向监测盒的中心坐标(单位:mm)为(500,200,0)、(500,150,0)、(500,-150,0)和(500,-200,0)。叶片同侧的监测盒X坐标为720 mm,Z坐标为0 mm,从下往上,监测盒中心的Y坐标(单位:mm)为210、200、190、180、170、160、150、140、130、120和115(数值越小越靠近顶部)。
从图6(a)可以看出,由于进料过程的存在,搅拌筒筒底受到冲击,筒底的磨损大于筒口。进料过程前锥的磨损速率较快,中锥及后锥的磨损速率较慢。后锥叶片磨损最大,进料过程对叶片造成的冲击磨损较为显著。从图6(b,c)可以看出,叶片顶部的磨损量大于叶片根部,两叶片的磨损近似对称。搅拌叶片的磨损是搅拌筒磨损的3~5倍,这与实际搅拌叶片与筒壁的磨损规律相似。也就是搅拌叶片比搅拌筒先失效,而搅拌叶片顶部又是最先失效的部位。所以,在进行搅拌筒等寿命设计时,有必要对搅拌叶片顶部结构进行改进。
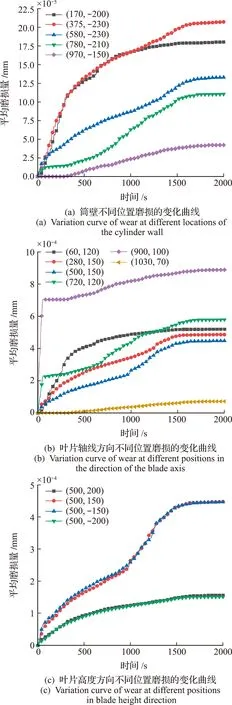
图6 原始模型磨损情况
为降低叶片顶部的磨损,将叶片顶部结构改为带T型耐磨条的叶片(图7),耐磨条尺寸为20 mm×4 mm。对顶部采用T型耐磨条的搅拌筒重新进行仿真,仿真统计结果如图8所示。
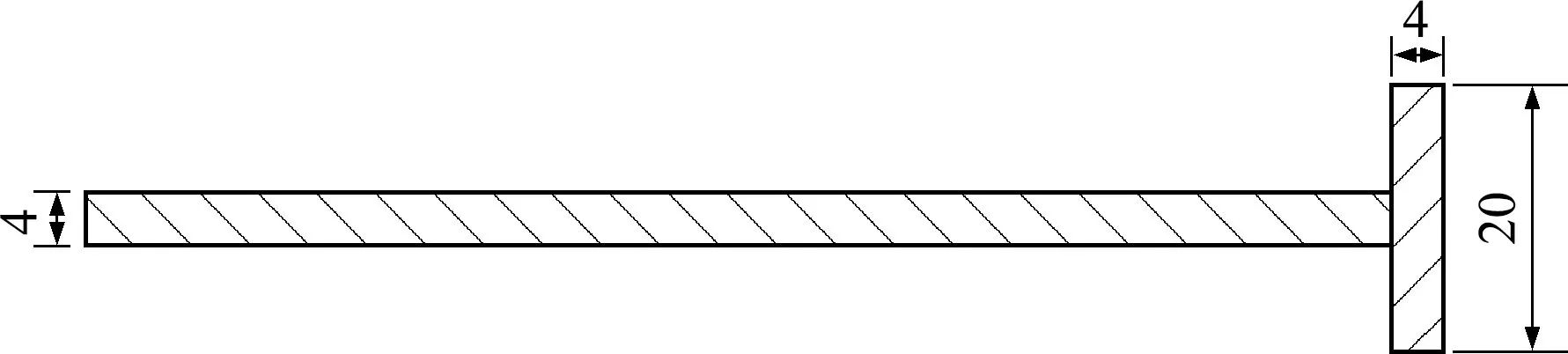
图7 T型叶片(单位:mm)
从图8(a)可以看出,T型耐磨条对搅拌筒筒壁的磨损影响不大。从图8(b,c)可以看出,增加T型耐磨条后,叶片轴线及叶片高度方向的磨损变大,这是因为磨损数据统计来源于叶片的最顶部,T型耐磨条的存在阻碍了叶片高度方向上颗粒的流动,使其受到的冲击和磨损加剧更多。但是,通过牺牲T型耐磨条的磨损,较好地保持了叶片的完整性,从而达到提升叶片使用寿命的目的。通过对叶片同侧进行不同高度上更为密集的磨损统计可以看出(图8(d)),叶片顶部增加T型耐磨条后,靠近顶部的磨损减少,且在接近顶部时磨损的急剧变小,可有效形成对叶片顶部的保护。

图8 原始模型与T型叶片磨损对比
4 结 论
通过离散元法对搅拌筒进行了耐磨性仿真,并进行了相关统计分析,为搅拌筒磨损寿命提升提供了依据,得到以下结论。
(1) 法向能量和切向能量分别测量颗粒对搅拌筒冲击和磨料累积产生的能量。搅拌筒及搅拌叶片的切向累积接触能量比法向累积接触能量要大,说明搅拌筒的磨损类型是伴有冲击作用的磨粒磨损,即凿削式磨粒磨损,其中磨粒磨损所占的比重较大。
(2) 搅拌筒搅拌叶片的磨损比搅拌筒的磨损更为严重,在实际生产中应更多关注叶片的失效。而在叶片上,叶片顶部的磨损更为严重,有必要对叶片顶部进行改进。
(3) 带T型耐磨条的叶片能有效提升叶片的使用寿命。T型耐磨条的存在改变了颗粒的流动方向,可以通过牺牲T型耐磨条的寿命来保证叶片的完整性。
猜你喜欢
建筑与预算(2022年12期)2023-01-09
建筑与预算(2022年10期)2022-11-08
上海建材(2022年2期)2022-07-28
建筑与预算(2022年6期)2022-07-08
水文地质工程地质(2022年2期)2022-04-13
建筑与预算(2022年2期)2022-03-08
电脑报(2021年25期)2021-08-27
硅酸盐通报(2020年9期)2020-10-17
黑龙江交通科技(2016年11期)2016-12-23
光学精密工程(2016年1期)2016-11-07