
可调节煤粉分配器的风粉两相流动特性数值模拟
2022-12-18 02:11石全成吕为智周文台范卫东
动力工程学报 2022年12期
石全成, 吕为智, 周文台, 何 翔, 汪 鑫, 范卫东
(1.中电投新疆能源化工集团五彩湾发电有限责任公司,新疆昌吉 831799; 2.上海发电设备成套设计研究院有限责任公司,上海 200240; 3.上海交通大学 机械与动力工程学院,上海 200240)
能源是推动社会经济发展的物质基础,是生产力发展的重要因素。作为世界最大的煤炭生产国和消费国,煤炭在我国的一次能源消费结构中一直占有主导地位。2019年,我国原煤生产总量达79.52 EJ,煤炭消费量为81.67 EJ,煤炭消费量占能源总消费量的57.7%,其中一半以上的煤炭用于火力发电[1]。
为了加强锅炉燃烧系统的灵活性,提升锅炉的低负荷稳定燃烧能力,可从一次风速及其偏差、风粉浓度、配风方式、燃烧器旋流强度、煤机投运方式等方面进行调整[2]。
在DL/T 5581—2020 《火力发电厂制粉系统设计规程》[3]中规定,“气粉混合物在同一层燃烧器的各路送粉管中的风量允许偏差不应超过5%,粉量允许偏差不应超过10%。各路送粉管道由磨煤机分离器引出时宜利用分离器自身保证粉量分配均匀。”但在机组实际运行过程中,同层燃烧器各一次风管风粉分配偏差达±(20%~40%)的现象普遍存在。当一次风粉分配不均时,进入各燃烧器的煤粉量就会出现较大差异,可能对锅炉的热偏差、局部超温及高温腐蚀、燃烧不充分、变负荷汽温汽压波动、NOx排放增加等造成影响。为解决燃煤机组风粉偏差过大的问题,笔者研发了一种风粉两相可调节新型煤粉分配器,可确保磨煤机出口一次风均匀分配到4根煤粉管道中,并送入切圆燃烧锅炉同层一次风喷口,最后到达四角喷射。采用数值模拟方法对其性能进行了深入研究,探究该煤粉分配器内气固两相流动特性,分析其分离效率、压损、磨损、速度场、浓度场等的分布情况。
1 气固两相流动特性及磨损模型
一次风送粉管道内煤粉气流的输送与分配过程属于典型的气固两相流。因气固两相的物性(如气体密度和黏度、颗粒密度、形状与粒径分布)、流动(气体流速、固相浓度、体系温度和压力)、过程环境(流动空间的形状、大小)等条件的影响,研究难度比单相流动复杂许多。基于两相流参数测量的试验研究方法受上述因素的影响尤为严重,且采用试验方法进行相关研究往往面临需要大量人力、物力以及研究周期长等因素的限制。随着计算机技术的发展和计算流体力学(CFD)数值模拟技术的成熟发展,基于CFD方法或者采用商用CFD软件,如Ansys Fluent、CFX等研究气固两相流动特性,已越来越显示出其优越性[4-7]。
磨损数值预测是利用多相流计算理论结合壁面磨损模型实现的。经磨损试验研究发现,磨损率主要和颗粒与壁面的碰撞速度、碰撞角度等因素有关,磨损预测的关键是要得到颗粒与壁面碰撞处的速度和碰撞角度。对多相流、湍流气固两相流和气相场的计算可采用一般的湍流模型,颗粒运动计算通常采用轨道模型。磨损数值预测的准确性依赖于多相流计算的精度和磨损模型的准确性,上述问题的关键是颗粒与壁面碰撞关系的处理。磨损模型主要是根据应力、强度、碰撞、能量等的一些理论推导,和由试验得到的经验或半经验公式。采用理论推导的模型较为复杂,其中一些与材料特性有关的模型常数很难确定,往往需要经过相应的试验确定。而采用由试验确定的经验关系式中仅含一些与颗粒运动特性有关的因子,因此相对简单。由于对磨损问题的预测通常是建立在相对的概念上,例如比较研究对象各部分磨损程度的相对大小及各种因素对磨损程度的影响,得到的绝对磨损量并非最重要。因此,为简化起见,采用经验关系式是可取的方法,即使研究条件与此经验关系式得出的试验条件不一致也无妨。
2 煤粉分配器的工作原理
煤粉分配器由弯管1、异形管2、浓相调节阀3、稀相调节阀4和扩口管5组成,如图1所示。弯管1包括水平管和垂直管,水平管与垂直管圆滑过渡连接,异形管2入口位于弯管1水平管与垂直管的转弯处,截面为半圆,靠近垂直管外端,异形管2出口为圆,连接到中心管,与垂直管同心。异形管2出口直径为垂直管直径的0.5~0.8倍。垂直管上部连接扩口管5进行扩口,扩口后形成稀相外圆环出口,异形管2上部的中心管形成浓相内管出口,浓相内管出口和稀相外圆环出口根据磨煤机一次风管的数目均分,形成煤粉浓相内管出口管和稀相外圆环出口管,在煤粉浓相内管出口管和稀相外圆环出口管截面上,分别安装浓相调节阀3和稀相调节阀4;通过调节阀后的每一份浓相气流与稀相气流进行合并,连接磨煤机的一次风管,最后通过一次风管进入炉膛燃烧器。
通过煤粉分配器的水平转垂直弯管后,在惯性作用下,气流中的大量煤粉甩到弯管外壁,并经异形管输送至垂直管段的中心管中,形成颗粒浓相;而气流中的少数煤粉则在异形管外侧,形成颗粒稀相。浓、稀相经过垂直管的整流后,进入扩口管,在扩口管出口各等分成一次风管所需的数量,并在每等分的浓相内管截面上及稀相外圆环截面上分别设置可调节阀,使得每根混合后的一次风管内颗粒浓度及风速两相可调节。

3 分配器的几何建模和网格划分
3.1 网格划分
该煤粉分配器的边界条件见表1,为了更准确地计算气固两相流的运动轨迹,模拟中设置煤粉平均粒径d=50 mm,颗粒粒径分布按rosin-rammler确定,范围为10~200 μm,特征粒径定为50 μm,均匀性指数定为1.2,分为50种粒径的球体,再对煤粉分配器进行三维立体建模,如图2所示。然后导入到ICEM CFD软件中进行网格划分,并设置边界条件及流体区域。

表1 煤粉分配器边界条件

图2 三维模型图
以实际煤粉分配器为对象,根据其几何条件和边界条件开展数值模拟工作。网格划分情况如图3所示。

图3 网格划分
3.2 模拟过程的主要参数设置
定义入口边界条件为速度入口,给定垂直于入口的速度值为20 m/s。出口边界条件为压力出口,设置出口压力为环境大气压。
在气固两相流的模拟中,如固相粒子的体积密度为0%~12%,多采用离散相模型(DPM)计算。模拟中煤粉颗粒粒径分布按rosin-rammler确定,范围为10~200 μm,特征粒径定为50 μm,均匀性指数定为1.2,分为50种粒径的球体。两相计算需考虑流动过程中气体与煤粉间的相互作用,将颗粒入射速度设置为气相入口速度的0.9倍,总质量流量为4.64~11.60 kg/s,空气中煤粉质量浓度为0.2~0.5 kg/m3,换算为空气中煤粉携带量为0.2~0.5 kg(煤粉)/kg(空气)。因颗粒在气相环境中主要受到气体黏性阻力和惯性力作用,因此不考虑颗粒间的相互作用。
4 煤粉分配器实物两相流动特性数值模拟
4.1 煤粉分配器中煤粉的运动轨迹
煤粉颗粒在煤粉分配器中的运动轨迹流线如图4所示,通过煤粉分配器的水平转垂直弯管后,在惯性作用下,气流中的大量煤粉甩到弯管外壁,并经异形管输送至垂直管段的中心管中,形成颗粒的浓相;而气流中的少数煤粉在异形管外侧,形成颗粒的稀相,浓、稀相经过垂直管的整流后,进入扩口管,在扩口管出口各等分成一次风管所需的数量,但由于绝大多数煤粉颗粒会分配到浓相管,导致浓相管及其分管遭受大量煤粉碰撞冲刷造成磨损,在实际使用中需要考虑对设备使用寿命及机组运行安全的影响,采取合适的防护措施。

(a) 停留时间
4.2 管内颗粒浓度与速度分布
入口颗粒浓度分布如图5所示,颗粒均匀散布在煤粉分配器的整个入口,表明煤粉颗粒发射具有代表性。

图5 入口颗粒质量浓度分布
垂直中心剖面颗粒质量浓度分布如图6(a)所示,绝大多数煤粉颗粒在惯性作用下被甩到弯管外壁,进而进入异形管形成煤粉浓相,少数煤粉在异形管外侧形成稀相。同时,浓相与稀相各自内部也分别存在浓相与稀相。
颗粒速度分布如图6(b)所示,因扩口管顶部对流体的阻挡作用,稀相区的流速较慢,流体主要从浓相管流出,有利于煤粉颗粒集中在浓相管内,使后面煤粉分配更加均匀。

(a) 颗粒质量浓度分布
4.3 异形管对煤粉分配器性能的影响
为了对比分析异形管的存在对煤粉分配器性能的影响,建立无异形管的模型,如图7所示,分析了无异形管存在时,煤粉分配器的流场特性。该模型除无异形管外其他条件尽可能与有异形管的模型一致,网格数为226万。

图7 煤粉分配器模型
为便于描述,对各出口进行编号,1、2号管为内侧2管,3、4号管为外侧2管,如图8所示。有异形管和无异形管的煤粉分配器出口煤粉质量浓度分布如图9所示,无异形管煤粉分配器的煤粉多集中于外侧管道,4个出口质量浓度分别为0.17 kg/m3、0.19 kg/m3、0.86 kg/m3和0.72 kg/m3;而有异形管煤粉分配器4个出口煤粉质量浓度较为均匀,分别为0.49 kg/m3、0.48 kg/m3、0.45 kg/m3和0.47kg/m3。这说明异形管是煤粉分配器实现煤粉均匀分配的关键,有异形管煤粉分配器可有效将煤粉均匀分配到各个出口。

图8 分配器各出口编号

(a) 无异形管
为进一步分析异形管的作用,对有异形管煤粉分配器和无异形管煤粉分配器在不同给粉量下,各出口粉量风量及其偏差率进行统计,如图10和图11所示。由图10可知,有异形管在给粉量4.64~11.60 kg/min范围内,各出口颗粒质量浓度大致在0.2~0.5 kg/m3,粉量偏差率基本维持在5%以下,只有在粉量为4.64 kg/min时存在偏差高于5%的情况。从风量来看,外侧的2管风速略高于内侧2管,但是偏差率均维持在5%以下。综上可得,有异形管的煤粉分配器可以实现粉量、风量的均匀分配。

如图11所示,粉量偏差率为40%~64%,与有异形管的煤粉分配器相比高了10倍,粉量呈明显的两极分化趋势,煤粉多集中于外侧2管出口,内侧2管出口煤粉质量浓度非常低。风量也呈明显的分化趋势,外侧2管风速28~29 m/s,而内侧管在24~26 m/s,风量偏差也多在5%以上,表明异形管的存在对风量和粉量都有均匀分配的作用。

(a) 出口煤粉质量浓度
4.4 煤粉颗粒粒径对煤粉分配器性能的影响
为了反映煤粉分配器对不同颗粒粒径煤粉均匀分配的能力,对表2所示的颗粒粒径分布颗粒进行数值模拟,并计算出煤粉分配器在各工况下的出口粉量及偏差率的变化结果,如图12所示。

表2 颗粒粒径分布
由图12可知,随着平均粒径Dm的增大,分配器出口颗粒质量浓度呈降低趋势,而偏差率呈增大趋势,这表明平均粒径越小,该煤粉分配器出口粉量越均衡。虽然分配器对小粒径煤粉的分配效果更佳,但是对于大粒径煤粉,该分配器依旧可以将粉量偏差控制在5%左右,拥有较好的分配性能。
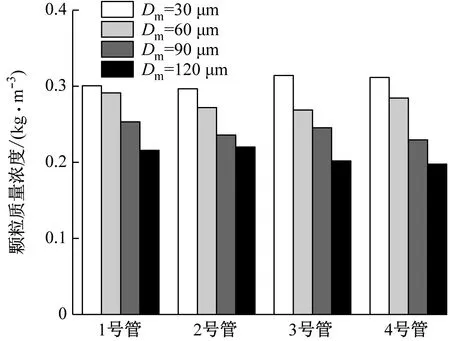
(a) 颗粒质量浓度
4.5 煤粉分配器磨损趋势
煤粉分配器壁面磨损率计算结果如图13所示,从磨损率分布情况来看,最大磨损位置在异形管及各浓相和稀相分管,其次在弯管处。这主要与煤粉颗粒运动轨迹有关,在煤粉分配器内大量煤粉经由异形管进入浓相分管,然后与各稀相煤粉混合后进入炉膛。而浓相分管粉量、风量远高于其他位置,因此磨损最为严重;在弯头、扩口管壁面处,由于煤粉的冲撞也存在少许磨损。在实际使用中,为保证机组的运行安全,首先需要考虑磨损最严重的部位,采取合适的防护措施,延长设备使用寿命。

(a) 有异形管
4.6 煤粉分配器管内阻力损失系数
阻力损失系数ζ(以下简称阻力系数)是工程上的重要性能指标,ζ太大会对一次风管道中的给粉、输粉带来不利影响,阻碍制粉系统出力,造成燃烧不稳定。因而研究阻力损失具有重要意义。选取煤粉分配器入口到分管一段,研究煤粉分配器阻力系数随给粉量大小的变化关系,如图14所示。当给粉量从4.64 kg/min增长到11.6 kg/min,阻力系数值在1.1~1.6范围内变化,随着给粉量的增加,阻力系数逐渐增加。

(a) 压损

(b) 阻力系数
4.7 小型煤粉分配器试验台
为了验证该数值模拟建模的准确性,搭建小型试验台,如图15所示。该试验台将实物煤粉分配器按相似准则1∶8缩小,选用试验介质为玻璃微珠,根据模化计算得出煤粉分配器试验台边界条件见表3。

图15 煤粉分配器试验台

表3 煤粉分配器试验台边界条件
将数值模拟和试验得出的不同入口风速下,各出口风量和粉量的偏差率进行对比,结果如图16和图17所示。由图16可知,煤粉分配器4个出口风量和粉量分配偏差均能保持在10%以下,且大部分情况下偏差在5%以下;与图17数值模拟得出的风量和粉量偏差率相比,可以发现模拟结果相对更低且更均匀,这是因为试验台中各类阻力损失相对更大且各管之间的差异难以控制,但总体上看两者之间差异较小,基本满足制粉系统设计规程中提到的“粉量分配偏差不超过10%、风量分配偏差不超过5%”的要求。这也表明数值模拟可以较为准确地计算出煤粉在煤粉分配器中的运动,增加了模拟结果的可信度。

5 结 论
(1) 本文利用Ansys Fluent软件对煤粉与气体的两相流动进行数值计算,所建立的煤粉分配器模型计算得出的颗粒运动轨迹、管内颗粒分布及风粉偏差率与试验结果较吻合。
(2) 数值模拟计算中采用了有、无异形管2种结构的煤粉分配器,结果发现无异形管煤粉分配器各出口风、粉偏差率高达60%,内外两侧出口煤粉质量浓度呈现明显的两极分化;有异形管存在的煤粉分配器风、粉偏差率基本维持在5%以下,满足各项规程规划的要求。
(3) 有异形管煤粉分配器随风粉分配较为均匀,但异形管及其后续的浓、稀相分管由于管径小、流速高、管内颗粒浓度高、受到颗粒碰撞次数多,导致磨损较为严重。实际使用中,为保证机组运行安全,首先需要考虑这些磨损最严重的部位,采取合适的防护措施,延长设备的使用寿命。
(4) 搭建小型试验台进行煤粉分配试验并与模拟结果进行对比,得出模拟结果更为理想,可信度较高,且两者粉量、风量分配偏差率均满足制粉系统设计规程的要求。
猜你喜欢
山东冶金(2022年4期)2022-09-14
演艺科技(2020年5期)2020-11-29
三联生活周刊(2017年33期)2017-08-11
汽车与安全(2017年7期)2017-08-03
汽车与安全(2017年6期)2017-07-25
汽车与安全(2017年5期)2017-07-20
汽车与安全(2017年3期)2017-04-26
火控雷达技术(2016年1期)2016-02-06
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
中国工程咨询(2015年4期)2015-02-14
