
不同商品化酵母的产杂醇油性能及白酒酿造性能研究
2022-11-24 10:06:08谢再斌刘广新李志军许引虎
酿酒科技 2022年11期
常 煦,谢再斌,刘广新,李志军,许引虎,陈 晖
(1.安琪酵母股份有限公司,湖北宜昌 443003;2.湖北省酵母功能重点实验室,湖北宜昌 443003)
杂醇油是三个碳以上一元醇的总称,是酒类行业长期以来非常关注的一个课题研究对象[1]。杂醇油是一类重要的风味物质,白酒中适当的杂醇油可以丰富酒的风味;杂醇油也是很多白酒厂头疼的一类物质,有研究表明,高级醇对人体的中毒和麻醉作用比乙醇本身还强且代谢缓慢,在人体中停留时间长,是造成白酒苦涩、邪杂味以及影响饮后舒适感的一类物质[2]。小曲白酒、麸曲白酒以及米酒等快速发酵酒类,杂醇油普遍较大曲白酒高。既要不丢失杂醇油自身给酒体带来的风味,又不能让杂醇油含量过高影响酒的饮后舒适度,通过合理的发酵调控实现杂醇油适量生成是酒行业的一个共性目标[3]。
事实上,对于杂醇油的研究已久,国外对于杂醇油的研究,尤其是啤酒和葡萄酒领域已经积累了丰富的经验,对于杂醇油的形成机制已经有相对透彻的阐述[4-6]。杂醇油是酵母在酒精发酵过程中伴随产生的一类次级代谢产物,产生速率、累积量几乎与酒精发酵过程一致[7]。酵母是目前产业化应用最好的一类微生物,尤其是在酒行业,无论白酒、啤酒还是葡萄酒都具备相对成熟的商用酵母产品体系,一般而言,对于商用酵母主要考虑酒度、酸度、温度的耐受性以及相关风味体现[8-10],商用酵母的杂醇油生成能力还较少有报道,本次研究在以大米为原料,米酒发酵基础工艺为标准的环境下,探究不同商用酵母的杂醇油生成能力[11]。
1 材料与方法
1.1 材料、试剂及仪器
原料:糖化酶15 万单位,湖南新鸿鹰生物工程有限公司;大米,采购自附近农贸市场。
酵母:商用酵母A、B、C、D、E、F、G、H、I、J、K、L、M 共13 款酵母,均为安琪酵母已完成产业化进行市售酵母,酵母活细胞数均在150~200 亿/g 的范围。酒精及白酒使用5 款(A、B、C、D、E),葡萄酒及啤酒使用5 款(F、G、H、I、J),黄酒1 款(K),面用2款(L、M)。
仪器设备:恒温生化培养箱HPX-11-400,上海跃进医疗器械有限公司;小型白酒蒸馏器,自制;快速酒精检测仪(DMA-35),奥地利安东帕;Agilent 8890 气相色谱仪,美国安捷伦公司,配有氢火焰检测器和7693A自动进样器。
1.2 实验方法
1.2.1 实验体系建立方法
将100 g大米按照1∶1.1的比例加水置于500 mL三角瓶中浸泡1 h,上蒸锅进行蒸煮,蒸锅冒圆气时计时30 min,米饭达到不粘、无硬心即可,将米饭摊晾、打散,添加酵母0.1 g,100 μL 糖化酶,补水150 mL,用移液枪进行补水定位,将最终料水比固定于1∶2.6,将三角瓶放入31 ℃恒温生化培养箱进行发酵。
1.2.2 实验体系蒸馏处理方法
将发酵体系全部发酵液移入1 L 蒸馏三角烧瓶中,200 mL 纯净水洗净原发酵三角瓶,并将该200 mL 水液并入蒸馏烧瓶中,蒸馏取酒200 mL后,待气相检测。
1.2.3 杂醇油分析方法
采用气相色谱法,载气为氮气,柱流速1.3 mL/min;初始柱温40 ℃,保持5 min,然后以6 ℃/min 升至52 ℃,再以12 ℃/min 升至130 ℃,以25 ℃/min升至240 ℃,保持10 min;进样量1 μL,采用分流进样,分流比40∶1,进样口温度250 ℃。检测异戊醇、异丁醇采用外标法进行含量计算,杂醇油含量折60%vol白酒进行计算,采用如下公式:

2 结果与分析
2.1 不同商用酵母的异戊醇、异丁醇、酒精度情况
本次实验重点对不同商用酵母发酵后得到的酒样中的异戊醇、异丁醇以及酒精度进行检测。异戊醇、异丁醇表示酵母在特定发酵条件下杂醇油的生成能力,酒精度表示在特定条件下,酵母的酒精发酵性能,具体检测指标见表1。

表1 蒸馏酒液中异戊醇、异丁醇、酒精度检测结果
从检测结果发现,应用于不同领域的商用酵母,在发酵最终结果上存在特异性差异。从所有商用酵母特定条件发酵结果上看,异戊醇高于异丁醇,且酵母间异戊醇的变化幅度比异丁醇大,是影响杂醇油总体含量的主要因素[12]。
在最终产酒方面不同的商用酵母也存在差异。白酒及酒精酵母的产酒功能性都达到了相对比较高的水平,尤其酵母C 体现了最大产酒力。F、G、H、I、J 主要用于葡萄酒啤酒发酵的酵母,在本次实验条件下出现了明显的发酵差异,F、G、H 主要应用于果酒发酵,在粮食中的发酵状态出现明显不足;I 和J 酵母在粮食发酵上具备很好的发酵活力。K 应用于黄酒较多,其酒精耐受性等特殊性能无法在本次实验中体现。L 和M 酵母不应用于酿造领域,在酒的发酵上与酒精、白酒酵母存在明显差异。从本次结果中可以发现,在发酵性能上,酒精和白酒酵母整体存在优势,一些啤酒、果酒酵母在发酵性能上,也可以满足白酒领域的发酵能力要求。
2.2 不同商用酵母产杂醇油能力结果
根据1.2.3 所述的杂醇油计算方法,不同的酵母在杂醇油的产生能力上有明显差异,检测结果如图1所示。
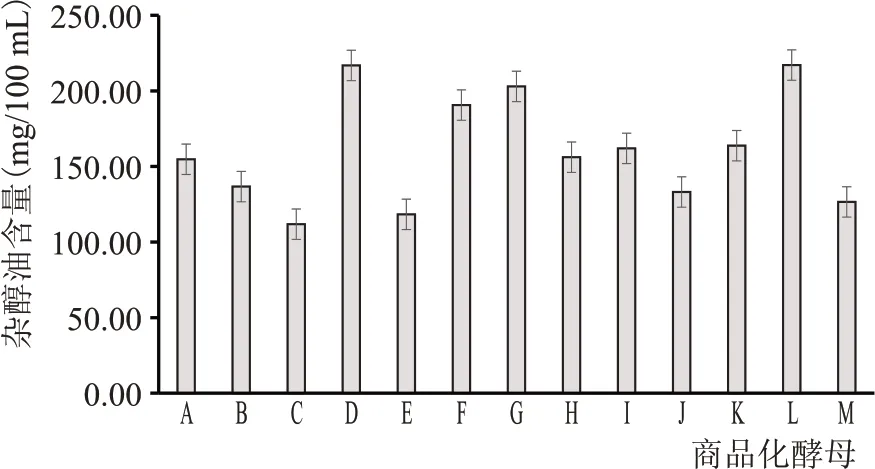
图1 不同酵母蒸馏酒液杂醇油生成表
在杂醇油的生成能力上,不同的商用酵母在本次发酵条件下表现出差异性,主要体现在如下几个方面。
(1)酵母功能筛分差异。所有酵母在筛分之初都有一定的特定选择范围,比如酵母的高耐受性、产香特性、产气特性等,通过定向选育,最终实现不同酵母在不同领域的商业化和应用。本次实验情况表明,在特定条件下不同酵母产杂醇油能力有较大的差异。相比较,白酒和酒精用酵母,整体产杂醇油能力适中,C、E 产杂醇油能力较弱;葡啤酒类酵母,由于更多的关注点在香气产生以及发酵香气复合性上,一些酵母的产杂醇油能力强,一些酵母适中;面用酵母L 在此次发酵中,表现出最高的杂醇油生成量,而另一种面用酵母展现了较少的杂醇油生成能力,说明酵母功能定向筛分,酵母在生物代谢方面存在差异。在本次实验中,发现一株啤酒酵母具备不错的酒精发酵性能和低产杂醇油性能,可以作为后续在白酒领域进行该酵母应用的指导。
(2)酿酒酵母与非酿酒酵母差异。在本次实验采用的13种商用酵母中,酵母E为非酿酒酵母类酵母,其余12 种酵母均为酿酒酵母属酵母。从检测结果中发现,酵母E 无论是发酵酒精度还是杂醇油都有较好的表现,尤其是其杂醇油生成能力在所有酵母中属于较低水平,普遍低于其他酿酒酵母。可以推断出未来一些非酿酒酵母属酵母类应用在一些特定需求上,或许可以更好的满足发酵要求[13]。
(3)分子手段改进对于产杂醇油能力影响。酒精酵母C 为本次实验最强酵母,是产乙醇最多的酵母,也是杂醇油产量最低的酵母,在本次考量的酵母性能上都处于最优,这款酵母最大的特点是做过基因改造,主要用于二代纤维素乙醇行业,可以利用五碳糖发酵乙醇。由于基因改造特性以及行业应用限制,目前这个酵母无法在国内食品领域使用,从本次实验结果可以说明,对酵母进行五碳糖发酵功能改进后,可影响酵母的某些代谢方式,增强了对于底物的适应范围,从某种程度上降低了杂醇的代谢,因此在此次实验中得到了较好的结果。本次实验采用市售酵母种类多,涉及酵母应用范围广,可以清晰的得出通过分子改进的酵母在酿造领域的未来前景是很好的,随着生物科技的进步以及生物安全防控的健全,未来通过分子生物学方法进行微生物改进和应用潜力巨大[14]。
3 结论
在酵母菌株产业化应用之初,都针对特定领域或者方向进行了定向化筛选,但是并不排除酵母之间存在跨领域应用的可能。在本次测试的13 个已产业化酵母中,由于筛选差异、菌种差异等,能判断出,在产酒方面,白酒和酒精酵母具有较好的性能,一些特种发酵酵母如葡萄酒酵母、啤酒酵母在产醇能力上,具备较强的性能,这类酵母通常具有较好的风味发酵能力,可以尝试在白酒工业中进行应用;在杂醇油生成能力上,对于商业化酵母,可能存在的酵母菌种、生产发酵工艺以及酵母分子改造等都会影响到酵母的产杂醇油能力。在本次试验中能确认的是,一些酵母在特定发酵环境下具有低产杂醇油的性能,通过对酵母进行分子改造,在杂醇油生成上出现明显的降低,印证了一些学者前期所做的一些工作[15]。
影响酵母发酵性能,尤其是酵母产杂醇油的因子有很多,特别是在以固态发酵为主的中国白酒酿造产业[16],从根本层面上,还是要解决微生物的问题。通过寻找到具有相关低产杂醇油能力的微生物,再辅之以合适的发酵条件,在一定程度上控制杂醇油的产出,达到产量与质量的统一,是中国白酒发酵一条重要路径。
猜你喜欢
氮肥与合成气(2023年1期)2023-02-14 00:32:18
能源化工(2022年2期)2023-01-15 09:40:09
氮肥与合成气(2022年6期)2023-01-14 06:29:17
食品与发酵工业(2022年15期)2022-08-18 03:56:46
辽宁化工(2021年6期)2021-07-24 01:36:56
酿酒科技(2020年4期)2020-06-05 11:45:28
汽车文摘(2017年7期)2017-12-08 16:05:33
石油炼制与化工(2017年8期)2017-04-06 04:29:59
汽车文摘(2016年8期)2016-12-07 01:05:40
石油炼制与化工(2014年4期)2014-04-06 22:11:17
