植物乳杆菌真空冷冻干燥工艺的优化
2022-10-21 06:06宫俊峰张国柱赵玉明彭晓光麻杰王慕华
食品工业 2022年9期
宫俊峰,张国柱,赵玉明,彭晓光,麻杰,王慕华
1. 山西维尔生物乳制品有限公司(太原 030006);2. 山西省生物研究院有限公司医药生物技术山西省重点实验室(太原 030006)
植物乳杆菌存在于人类肠道中,起重要的生理作用,是目前开发研究较为深入的一种常见益生菌[1-2],具有提高免疫[3]、改善人体肠道菌群平衡[4]、抑制病原体的繁殖[5]及抗癌[6]等功能,被广泛应用于食品、药品及保健品等领域[7]。降低温度、水分、压力、含氧量等不利条件的影响,提高菌体存活率,一直是产品开发及应用过程中急需解决的问题[8]。目前,通常采用的制备菌粉的方法有气流干燥法、冷冻干燥法和喷雾干燥法[9]。真空冷冻干燥法[10]通过快速冻结需要干燥的物料,在较低的温度下升华水分,达到干燥目的[11-12],被认为是最为温和的脱水技术,被广泛应用于各类益生菌菌粉的制备。但受各种因素影响,在冻干过程中细胞仍然会受到各种损害,降低细胞存活率,甚至引起菌体死亡。冻干保护剂可以改善菌体冻干时的环境[13-15],合适的冻干条件可以减少冷冻干燥过程中对细胞的损害,尽可能保持微生物原有的各种生理生化特性和生物活性[16-17],研究采用真空冷冻干燥方法制备植物乳杆菌菌粉,通过对冻干保护剂配方的优化和冻干条件的研究,考察不同工艺对菌体存活率的影响,从而获得较好的植物乳杆菌真空冷冻干燥工艺,以期为冻干益生菌的进一步开发利用提供参考。
1 材料与方法
1.1 材料与试剂
菌株:植物乳杆菌SX68,山西省生物研究院有限公司分离、保藏。
平板活菌计数培养基:MRS培养基。
种子培养基:MRS肉汤[赛默飞世尔科技(中国)有限公司]。
发酵培养基:蛋白胨10 g/L,牛肉膏10 g/L,酵母提取物5 g/L,K2HPO43 g/L,柠檬酸氢二胺4 g/L,乙酸钠5 g/L,葡萄糖30 g/L,吐温80 1 mL/L,MgSO4·7H2O 0.58 g/L,MnSO4·4H2O 0.25 g/L,pH 6.4,试剂均为进口或国产分析纯。
1.2 仪器与设备
BJ-2CD超净工作台(上海博迅医疗生物仪器股份有限公司);YXQ-70A立式压力蒸汽灭菌器(上海博迅医疗生物仪器股份有限公司);SPX-150B-Z生化培养箱(上海博迅医疗生物仪器股份有限公司);FE28-standard pH计(瑞士梅特勒-托利多公司);MTV-1漩涡振荡器(杭州奥盛仪器有限公司);H1850R冷冻离心机(湖南湘仪实验室仪器开发有限公司);Minispin plus高速离心机(德国艾本德股份公司);DK-8D电热恒温水浴槽(常州诺基仪器有限公司);UV-1500紫外分光光度计(上海美析仪器有限公司);C-32厌氧培养盒(日本三菱瓦斯化学株式会社)。
1.3 方法
1.3.1 植物乳杆菌高密度培养
植物乳杆菌经斜面活化后,接种于10 L种子罐,于35 ℃培养16 h,按接种量20 mL/L接种于100 L发酵罐中。培养条件:起始pH 6.5,培养温度35 ℃,溶氧控制在100 mL/L以下,搅拌转速50 r/min,罐压0.03 MPa,发酵培养20 h。
1.3.2 植物乳杆菌发酵液浓缩
发酵结束后,将发酵液通过运输管道打入管式离心机中,按10 000 r/min连续离心20 min制备菌泥。
1.3.3 冻干保护剂配方优化
在100 mL无菌水中添加2.5 g脯氨酸、3 g水溶性海藻糖的基础上,选取对冻干后菌株存活率影响较大的保护剂脱脂乳粉、低聚果糖、乳糖和半乳糖作为不同因素设计正交试验,确定最佳冻干保护剂配方。
1.3.4 冻干条件优化
在确定最佳冻干保护剂的基础上,以预冻温度、预冻时间、菌泥比例、冻干铺平厚度作为不同因素设计正交试验,优化冻干条件。
1.3.5 植物乳杆菌冻干粉制备
在最优冻干保护剂配方、最佳冻干条件下,真空度保持0.2 mbar,做冻干曲线,制备益生菌冻干粉。
2 结果与讨论
2.1 植物乳杆菌高密度培养
100 L发酵罐在装液量70 L的情况下,严格控制发酵条件,发酵20 h,发酵液稀释20倍,以正常发酵5罐计,菌体平均A600可达0.46,平板活菌计数平均活菌量可达8.32×1010CFU/mL。
2.2 植物乳杆菌菌泥制备
发酵结束后,菌液经管式离心机以10 000 r/min连续离心20 min制备菌泥,70 L发酵液最终离心可得菌泥700 g。平板活菌计数活菌量可达9.18×1011CFU/g,菌体存活率为11.03%。
2.3 冻干保护剂配方优化
不同类型的保护剂保护机制不同,单一类型的冻干保护剂往往不能达到很好的保护效果,因此需要将多种类型的保护剂进行复配从而得到复合冻干保护剂,从多个方面对菌株进行保护。较常使用的保护剂有糖类(海藻糖、乳糖、半乳糖、低聚果糖等)、氨基酸类(脯氨酸、丙氨酸、L-丝氨酸、甘氨酸等)和复合物(脱脂乳粉、明胶),它们以不同的方式保护菌体免遭外界侵害。在前期工作的基础上,50 g菌泥加100 mL无菌水,固定脯氨酸、水溶性海藻糖的添加量,将为细胞提供机械保护和阻止冰晶生长的半渗透类保护剂低聚果糖、乳糖、半乳糖,和可以在细菌壁外表面形成保护壳、阻止细胞与冰晶和氧气接触从而减少菌株损伤的不渗透类保护剂脱脂乳粉作为不同因素设计正交试验,确定最佳冻干保护剂配方。正交试验设计及结果如表1所示。
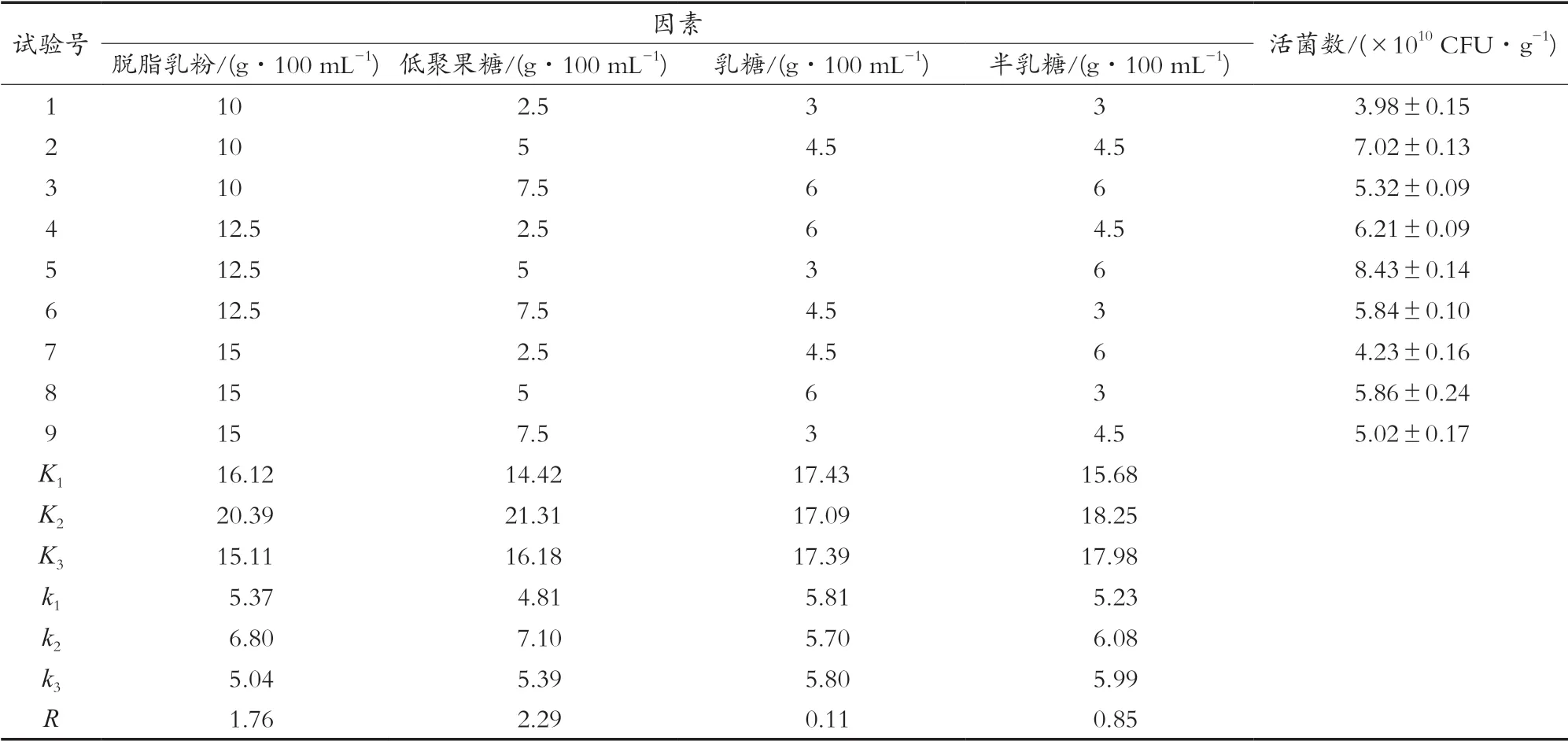
表1 冻干保护剂配方正交试验
从表1可见:不同因素对冻干后菌体密度影响大小依次为低聚果糖>脱脂乳粉>半乳糖>乳糖,其最佳添加量为100 mL无菌水中低聚果糖5 g,脱脂乳粉12.5 g,半乳糖4.5 g,乳糖3 g。最佳保护剂配方为低聚果糖5 g/100 mL、脱脂乳粉12.5 g/100 mL、半乳糖4.5g/100 mL、乳糖3 g/100 mL、脯氨酸2.5 g/100 mL、水溶性海藻糖3 g/100 mL。用此保护剂制备菌粉,平板活菌计数活菌量可达4.67×1011CFU/g。冻干前菌泥的质量为700 g,活菌量为9.18×1011CFU/g;冻干后菌粉质量为1 127 g,活菌量为4.67×1011CFU/g;菌体存活率为81.90%。
2.4 冻干条件优化
预冻温度和预冻时间对菌体的冷冻干燥非常重要,若预冻温度较高、时间过短,样品无法完全冷冻,真空升华过程中融化并且膨胀发泡,影响最终的菌粉状态;若预冻温度过低、预冻时间过长,不仅会增加能耗,浪费资源,而且会加重菌体损伤,降低菌株的冻干存活率。冻干时菌体和冻干保护剂在冻干盘中的厚度直接影响冻干时间。因此,在确定最佳冻干保护剂的基础上,以预冻温度、预冻时间、菌泥与水的比例、冻干铺平厚度作为不同因素设计正交试验,优化冻干条件。正交试验设计及结果如表2所示。
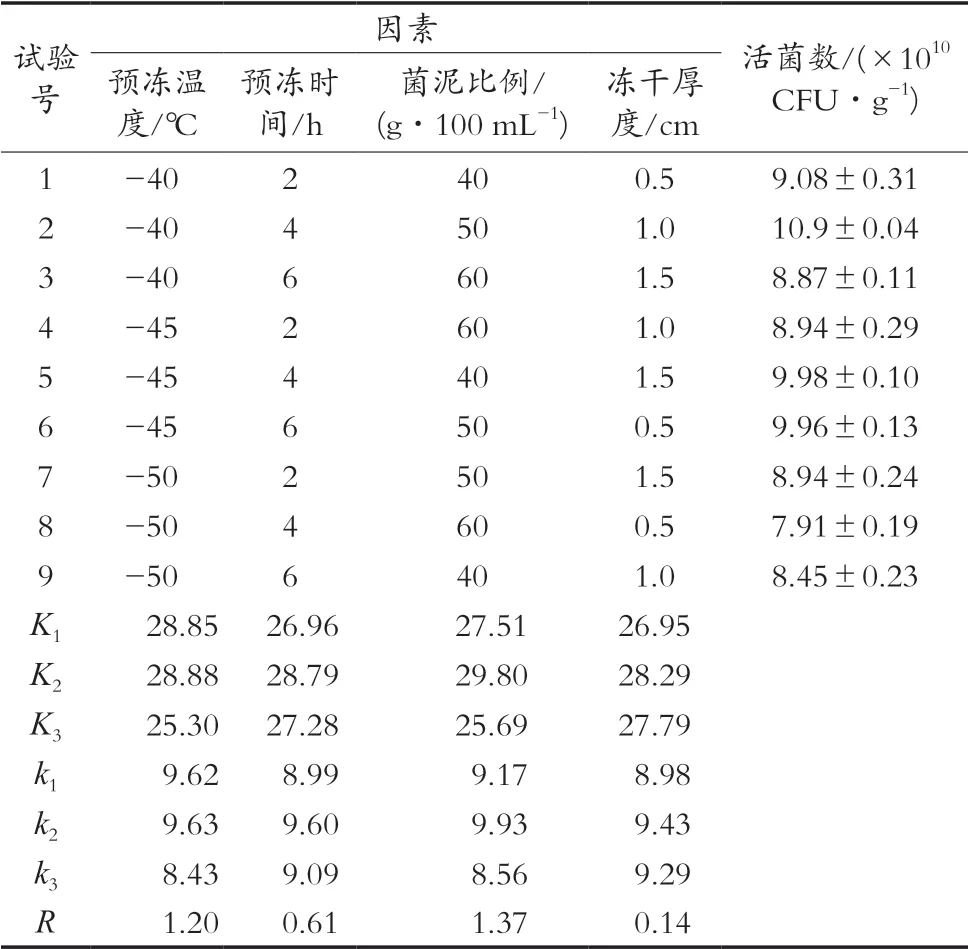
表2 冻干条件正交试验
从表2可见:不同冻干条件对冻干粉活菌数影响大小依次为菌泥比例>预冻温度>预冻时间>冻干厚度,其最佳冻干条件为菌泥比例50 g/100 mL,预冻温度-45 ℃,预冻时间4 h,冻干厚度1.0 cm。确定最优冻干条件:菌泥比例50 g/100 mL、预冻温度-45 ℃、预冻时间4 h、冻干厚度1.0 cm、真空度0.2 mbar。在此条件下,平板活菌计数活菌量可达5.06×1011CFU/g,菌体存活率为88.74%。
2.5 植物乳杆菌菌粉制备
在最优冻干保护剂配方、最佳冻干条件下,真空度保持0.2 mbar,做冻干曲线,制备益生菌冻干粉。益生菌冻干粉制备曲线如图1所示。
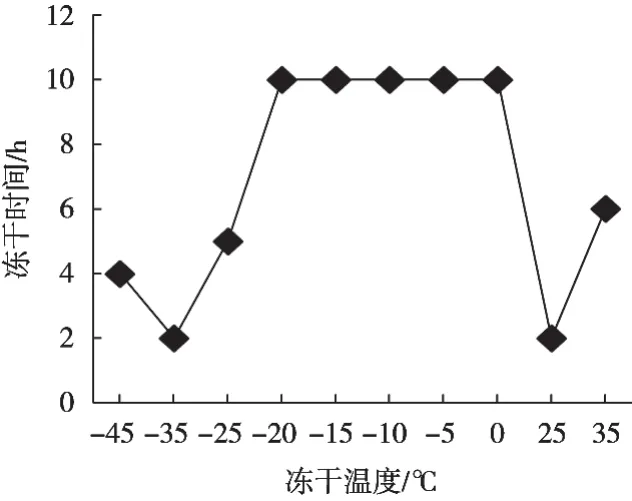
图1 益生菌粉冻干曲线
从图1可见:-45 ℃预冻4 h后,开始冻干粉制备。起始温度-35 ℃,2 h后升温至-25 ℃,5 h后升温至-20 ℃,然后-20,-15,-10,-5和0 ℃各保持10 h,升温至25 ℃、2 h,最终升温至35 ℃、6 h结束真空冷冻干燥。在此条件下,冻干总时长69 h,冻干粉活菌数均可达到5×1011CFU/g以上。
3 结论
目前所见的关于真空冷冻干燥技术的报道大多集中在冻干保护剂的优化上,关于冻干条件的优化很少见。研究通过正交试验,最终优化后的植物乳杆菌冻干保护剂为低聚果糖5 g/100 mL、脱脂乳粉12.5 g/100 mL、半乳糖4.5 g/100 mL、乳糖3 g/100 mL、脯氨酸2.5 g/100 mL、水溶性海藻糖3 g/100 mL;最优冻干条件为菌泥比例50 g/100 mL、预冻温度-45 ℃、预冻时间4 h、冻干厚度1.0 cm、真空度0.2 mbar。在此条件下,植物乳杆菌的冻干存活率为88.74%,优化冻干条件后植物乳杆菌存活率提高了6.84%,植物乳杆菌冻干存活率较现有报道都高[18]。该试验建立了植物乳杆菌冻干粉的制备工艺,可为益生菌冻干粉的进一步开发利用提供参考。
猜你喜欢
中国电气工程学报(2020年5期)2020-10-27
祝您健康(2020年5期)2020-05-14
食品界(2020年1期)2020-02-17
决策探索(2020年1期)2020-01-07
家庭科学·新健康(2018年10期)2018-12-15
中国绿色画报(2017年9期)2017-09-16
安徽农学通报(2017年14期)2017-08-08
河北渔业(2015年1期)2015-01-19
河北渔业(2015年1期)2015-01-19
湖北农业科学(2014年15期)2014-10-28