浅谈HDPE 缠绕结构壁B 型管在排水工程中应用的优越性
2022-10-14 13:51李洪斌
科技创新与生产力 2022年9期
李洪斌
(中铁建设集团有限公司,北京 100040)
HDPE 缠绕结构壁B 型管,也称“克拉管”,是采用热熔缠绕成型的柔性管材。此种类型管道内壁十分光滑,外壁采用螺旋肋进行加强。高密度聚乙烯颗粒原料在热熔流塑状态下,在滚筒模具上缠绕成型,成型的管道在脱模前,采取滚动风冷方式对管道整体进行降温冷却,使其冷却至常温。HDPE 缠绕结构壁B 型管连接形式采用承插式电熔连接,生产成型过程中,在管道承口端预埋嵌入电热熔丝,现场施工管道连接时,使用焊接机连接管道上电熔丝正负极,通过热熔接口使两根管道本体连接,杜绝了管道的渗漏。
1 工程实例
北京环球主题公园建成功后是世界上第五个,也是最大一个集主题游乐和城市休闲度假于一体的国际旅游度假区。项目坐落于北京市通州区南部,主体公园占地约65 万km2,北京环球影城涉及道路工程、自来水工程、排水工程、中水工程、雨水工程、冷热水工程、消防工程、燃气工程、综合管廊工程、室外强弱电工程,设计使用年限50 年。
排水管线沿园区外围周圈布置,全长1 990 m,管径DN200~DN630,全部采用HDPE 缠绕结构壁B 型管,接口为承插式电熔连接方式。
2 HDPE 缠绕结构壁B 型管与HDPE 双壁波纹管对比

表1 HDPE 缠绕结构壁B 型管与HDPE 双壁波纹管指标对比
2.1 生产工艺
HDPE 缠绕结构壁B 型管道的生产工艺,是由主挤塑机挤出高密度聚乙烯平板带,副挤塑机同步挤出高密度聚乙烯U 形带,包裹PP 加强骨架管,在热熔状态下,依次同步缠绕在滚筒模具上成型,后釆用滚动自然风冷却方式逐步冷却降至常温。整个生产过程连续进行,由全自动数控设备进行参数调整及监控,属热熔状态缠绕成型工艺,见图1、第136 页图2。
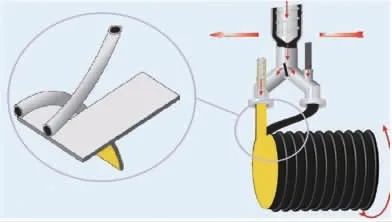
图1 管道生产缠绕工艺图

图2 管道生产滚筒磨具加热
HDPE 双壁波纹管生产工艺,通过直接挤出管道内、外径两个大小不同的同心管胚,经吸塑成型的管材,属挤出成型工艺。
2.2 管径及环刚度
HDPE 缠绕结构壁B 型管,管道壁厚均匀、无焊缝、结构壁无内应力。该工艺可生产较大管径管材,管径DN300~DN4000;管材外壁采用U 形带包裹骨架管加强形式,很大程度上增大了管材的环刚度,全管径环刚度≥16 kN/m2,对于DN1200 的管道环刚度可达29 kN/m2。
HDPE 双壁波纹管挤出成型工艺受到设备成本限制,所以只能生产较小管径管材。主要以DN600及以下管径为主,虽然有一些管材生产厂家能够生产DN800~DN1200 的双壁波纹管,但目前在实际工程施工中基本没有使用大管径双壁波纹管的案例;其次,由于双壁波纹管内、外管壁采用挤出成型整体联接程度较差,在受到外力挤压时容易出现管道内、外壁剥离,形成两层皮现象,且外层加强肋为薄壁空心结构,抵抗外力性能差,受到外部挤压时容易出现破损、凹陷等现象,管径越大,该情况越严重。因此,该种结构形式的管道环刚度较低,DN600 及以下管径环刚度≥8 kN/m2,DN800 管材环刚度≥4 kN/m2。
2.3 连接方式
HDPE 缠绕结构壁B 型管,采用“承插式电熔连接”接口方式,见图3;承口端预埋电熔丝,见图4,另一端为普通平面插口。管道对接时,使用手动葫芦,按常规方式将插口装入承口,焊机连接电熔丝进行焊接,管道承插口融为一体,管道连接后整体性非常好,犹如一根整管。这种连接方式优点十分突出。
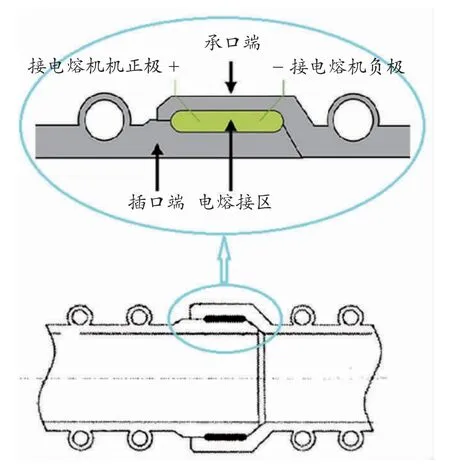
图3 管道接口示意图
图4 管道承口内电熔丝
1)管道承插口处经过电熔丝加热融化后完全融合,前后两根管道形成一个整体,即管材自身本体连接,见图5,连接处物理性能与管材本身一致。管道在外力作用下产生形变,可将外力作用及形变通过接口部位流畅地传递到整段管道上,不会像胶圈连接形式,在接头处形成集中应力。在地质状况较为复杂、软弱地基、不良地基区域,管道基础容易发生不均匀沉降,采用此种连接方式将管道进行本体连接形成整体,充分发挥其密封性和柔性等特点,适应地质变化。另外,HDPE 缠绕结构壁B 型管有更强的抗冲击能力,在频繁重交通道路下使用更加可靠。
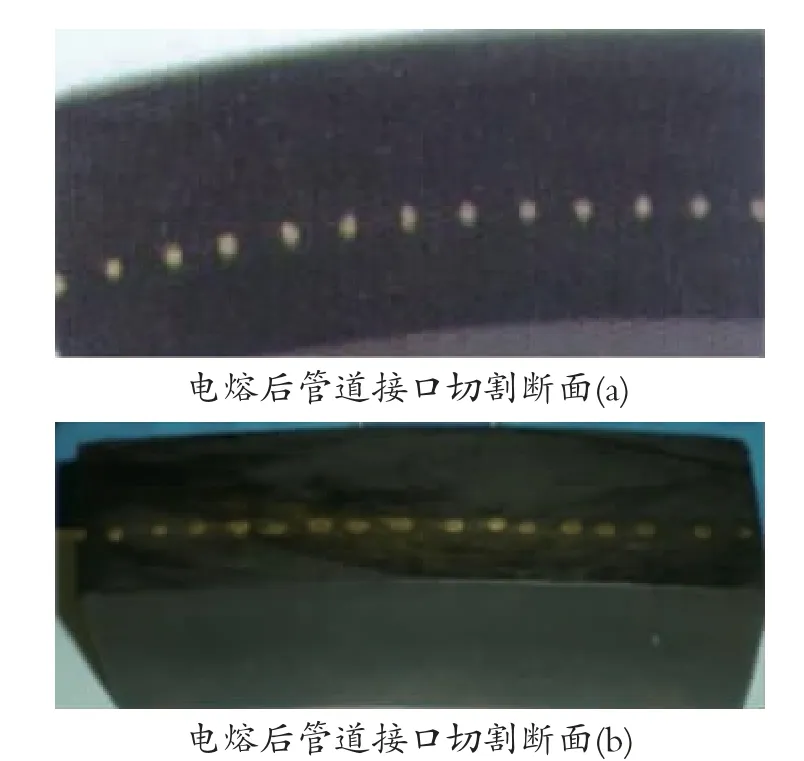
图5 电熔后管道接口切割断面
2)HDPE 缠绕结构壁B 型管采用承插式电熔接口连接,能够加快施工速度。首先,施工现场周边环境复杂,开挖影响周边建筑、交通及人员安全,地质条件较差容易塌方,施工区域有地下水无法排除情况下,采用此种管道,能够做到沟槽开挖、管道安装、沟槽回填同步进行;其次,因为接口为管道本体连接,抗变形能力、抵抗外力能力都较强,可以在管沟上将几段管道连接后,将该段管道整体放入沟槽;最后,此种管道施工回填压实度与其他管道要求相同,其他要求,如沟槽宽度、坡度、平整度等指标的要求都要低一些。
目前普遍使用的HDPE 双壁波纹管,采用的是承插口胶圈连接[1]。管道本身采用高密度聚乙烯材质,耐腐蚀、耐老化性良好,但由于接口处采用与管道不同的橡胶材质,管道整体在有较大温差的环境下,接头处因不同材质膨胀系数的不同会造成漏水或变形,从而影响整个管道系统的流通能力和密闭性。另外,橡胶材料使用一段时间后产生老化,也将失去密封作用,造成漏水现象。
2.4 使用年限
HDPE 缠绕结构壁B 型管主要由高密度聚乙烯材料制成,接口处采用承插式电熔连接的管道本体连接方式,接口处无需其他密封材料,管道使用年限达50 年。
而HDPE 双壁波纹管,虽管道主体同样采用高密度聚乙烯材料,接口采用的是承插口胶圈连接。密封橡胶圈耐腐蚀差、容易老化,老化后变硬、无弹性、碎烂。橡胶一般使用年限为15 年,因此,整体管道系统的使用年限也随之降低至15 年。
3 HDPE 缠绕结构壁B 型管道连接工艺流程
3.1 承插式电熔连接工艺流程
检查清理管材承插口标记插入深度→安装管道检查插入深度→设定设备焊接参数、安装涨紧器(大管径管道在承口处设置内支撑环)→承口熔接观察熔化程度、涨紧→冷却至规定时间、取出工具。
3.2 检查管材承插口并清理
检查承口端电熔丝完好情况,是否有断丝、短路、脱落等现象;承插安装前,先将承口、插口接触面表面清理干净,不得有任何杂物、淤泥、液体等影响承插和电熔的污物,并在插口端口划出插入深度标线[2]。
3.3 安装管道检查插入深度
用手动葫芦将管拖拽管道,将插口缓慢插入承口内,直至深度标线位置,并检查尺寸配合情况。
施工环境温度较低,承插口产生温度形变,难以插入或无法插至标线位置时,需对承口进行预热,以便将插口顺利推进至承口内。通电前,调直焊接管道,使之保持同一轴线。
3.4 设定设备焊接参数、安装涨紧器
管道承插式电熔焊接连接,采用220 V 专用B型管焊机操作,根据管径、天气、环境温度及厂家提供参数,设定焊接电流、焊接时间、冷却时间等参数,见表2。
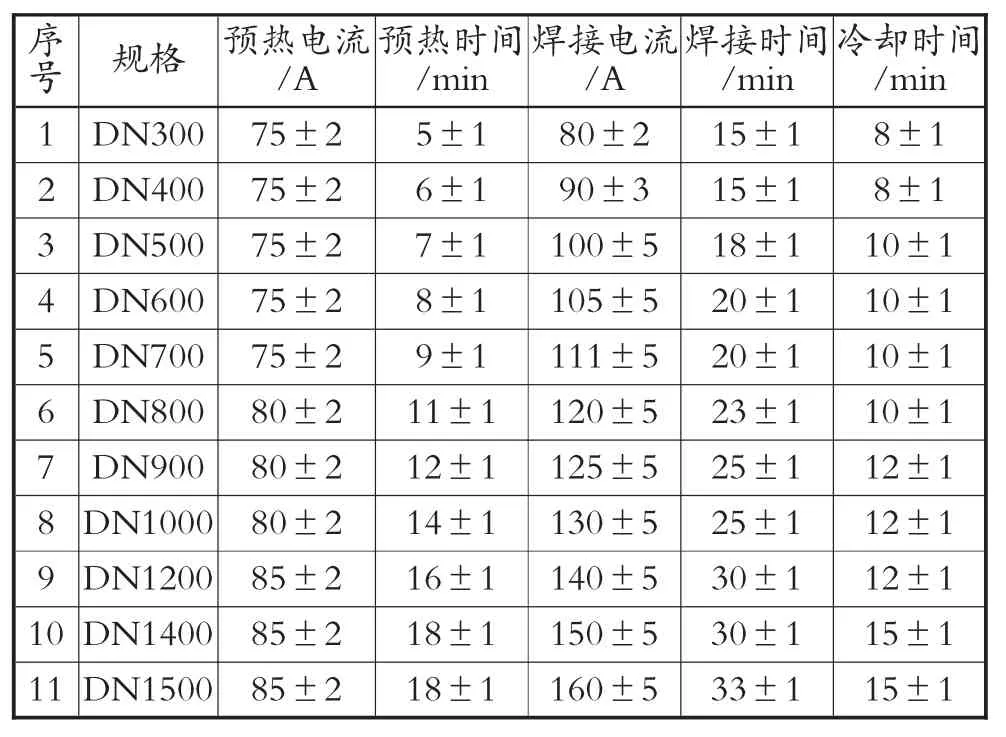
表2 焊接参数表
同时安装管道接口涨紧器、内支撑环(大管径),见图6、图7。

图6 涨紧器安装

图7 管道内支撑环
3.5 承口熔接观察熔化程度、涨紧
焊机连接管道承口电熔丝正负极,通电开始焊接,电熔过程中,观察焊口处管道熔化程度及熔料外溢情况对承插口进行紧固,一般情况下紧固3 次,直至熔料均匀从承插口缝隙中溢出,见第138 页图8。

图8 管道焊接作业
3.6 冷却至规定时间,取出工具
电熔完成后,断开电源,让管道接口自然冷却,冷却时间参照表2。管道冷却期间,应注意不得移动管、拆除涨紧器和支撑环,待管道达到冷却时长后,拆除涨紧器取出内支撑环。
最后,按照规范要求进行管道闭水试验,检测管道变形率。
4 质量分析
4.1 受力变形对比分析
现场对管道变形率与管顶回填层数进行实际量测,HDPE 缠绕结构壁B 型管受力抗变形能力明显优于普通HDPE 双壁波纹管,见表3。
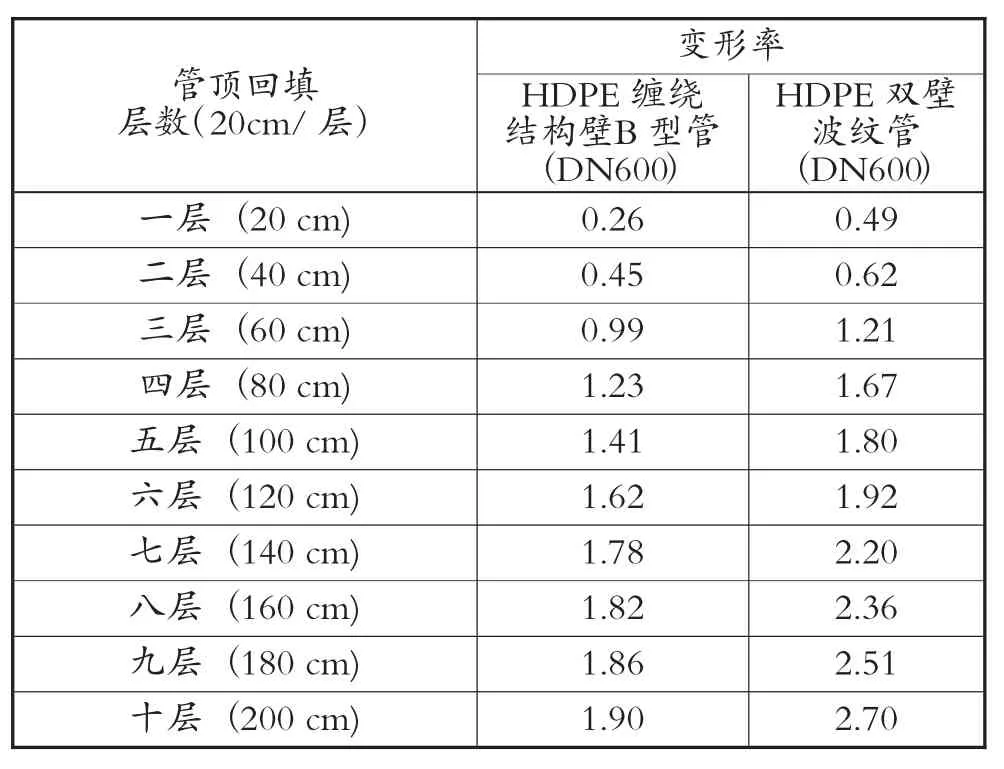
表3 HDPE 缠绕结构壁B 型与HDPE双壁波纹管指标对比 (%)
4.2 闭水一次合格率对比分析
对于排水工程,判定施工质量的另一个主要方式,也是最直观的方式就是闭水试验。
经过现场记录,排水工程共91 个井段,闭水试验一次合格88 个井段,一次合格率96.7%。与其他采用HDPE 双壁波纹管的排水工程进行对比,合格率有显著提高,见表4。
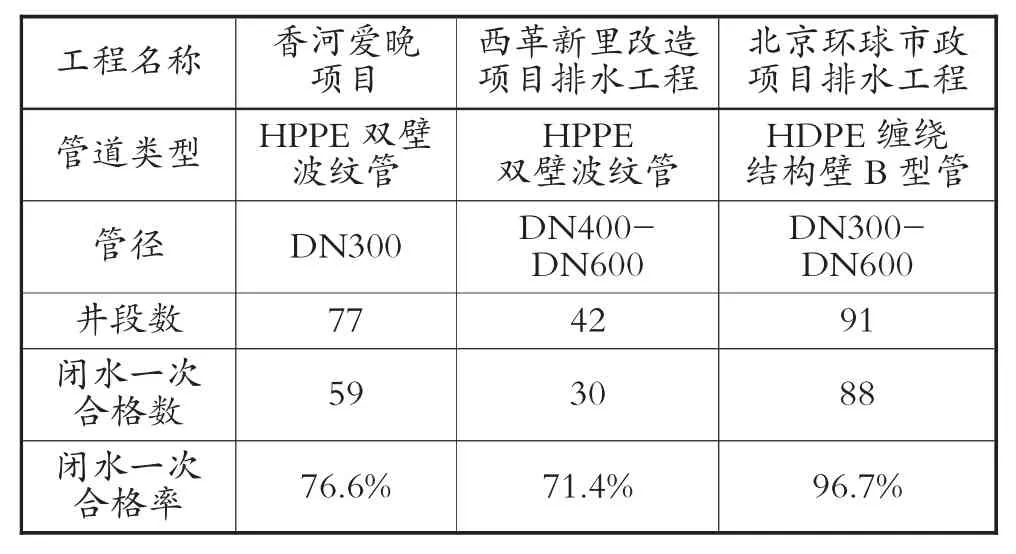
表4 闭水一次性合格率对比表
5 结束语
以北京环球主题公园项目为案例,对两种管材进行对比,HDPE 缠绕结构壁B 型管生产工艺、管径、最大环刚度,尤其在连接方式方面较HDPE 双壁波纹管都有着巨大优势。提高了排水管道闭水通过率,同时,解决了长久以来排水管道渗漏的普遍问题。HDPE 缠绕结构壁B 型管作为成熟的产品在国外早已得到广泛应用,目前通州核心区排水工程也全部使用该种管道,相信这种新型管材将逐步取代目前普遍使用的HDPE 双壁波纹管,在排水工程建设中起到重要作用。
猜你喜欢
吉林电力(2022年1期)2022-11-10
航天制造技术(2022年4期)2022-09-30
建材发展导向(2022年12期)2022-08-19
火箭推进(2022年4期)2022-08-12
建材发展导向(2022年3期)2022-04-19
建材发展导向(2022年5期)2022-04-18
建材发展导向(2022年4期)2022-03-16
汽车实用技术(2021年7期)2021-04-21
科技视界(2017年28期)2018-01-09
新媒体研究(2014年7期)2014-05-21