
A multi-parameter model of heat treatment process for soft magnetic materials on performance of HSERs
2022-10-08 01:23JixinYOUHoYUHuiminLIANGYongXIEDingDING
Chinese Journal of Aeronautics 2022年9期
Jixin YOU, Ho YU, Huimin LIANG,*, Yong XIE, Ding DING
a Department of Electrical Engineering, Harbin Institute of Technology, Harbin 150000, China
b G&A Electronics Co., Ltd, Guilin 541000, China
KEYWORDS Dynamic performance;Heat treatment;Hermetically-Sealed Electromagnetic Relay (HSER);Metallographic analysis;Soft magnetic materials
Abstract Material properties play an important role in the performance of electromagnetic mechanism. For an aeronautic Hermetically-Sealed Electromagnetic Relay (HSER), more than 50%parts are made of soft magnetic materials. Therefore, the performance of soft magnetic materials directly determines the static and dynamic characteristics of the HSER.Based on the theory of crystal recrystallization,this paper analyzes cold extrusion and heat treatment in the processing of soft magnetic materials, simulates the grain change process of an armature at different heat treatment temperatures, establishes a correlation model of temperature, grain size, and magnetic energy,and verifies results by scanning electron microscopy. Results of heat treatment temperatures from 800°C to 920°C are obtained and compared.A sample soft magnetic material after heat treatment at different temperatures has the largest difference in the initial magnetization range,up to 22%.In order to verify the fluctuation of the overall output characteristics of an HSER caused by the difference between soft magnetic materials,a static and dynamic analysis model of a typical HSER is established,and the accuracy of the model is verified by a set of actual test system.The difference of dynamic characteristics under different heat treatment temperatures is nearly 3%.
1. Introduction
Electromagnetic relays are still a crucial commodity for industrial control, defense applications, space technology, modern communications,and other fields due to their unique electrical and physical characteristics.They play an essential role in control implementation,signal transmission,and system distribution.Components made of soft magnetic materials are important for Hermetically-Sealed Electromagnetic Relays(HSERs). Any variation in magnetic characteristics of relays influences static and dynamic performances, yielding inconsistent quality of batch production or even a failure.
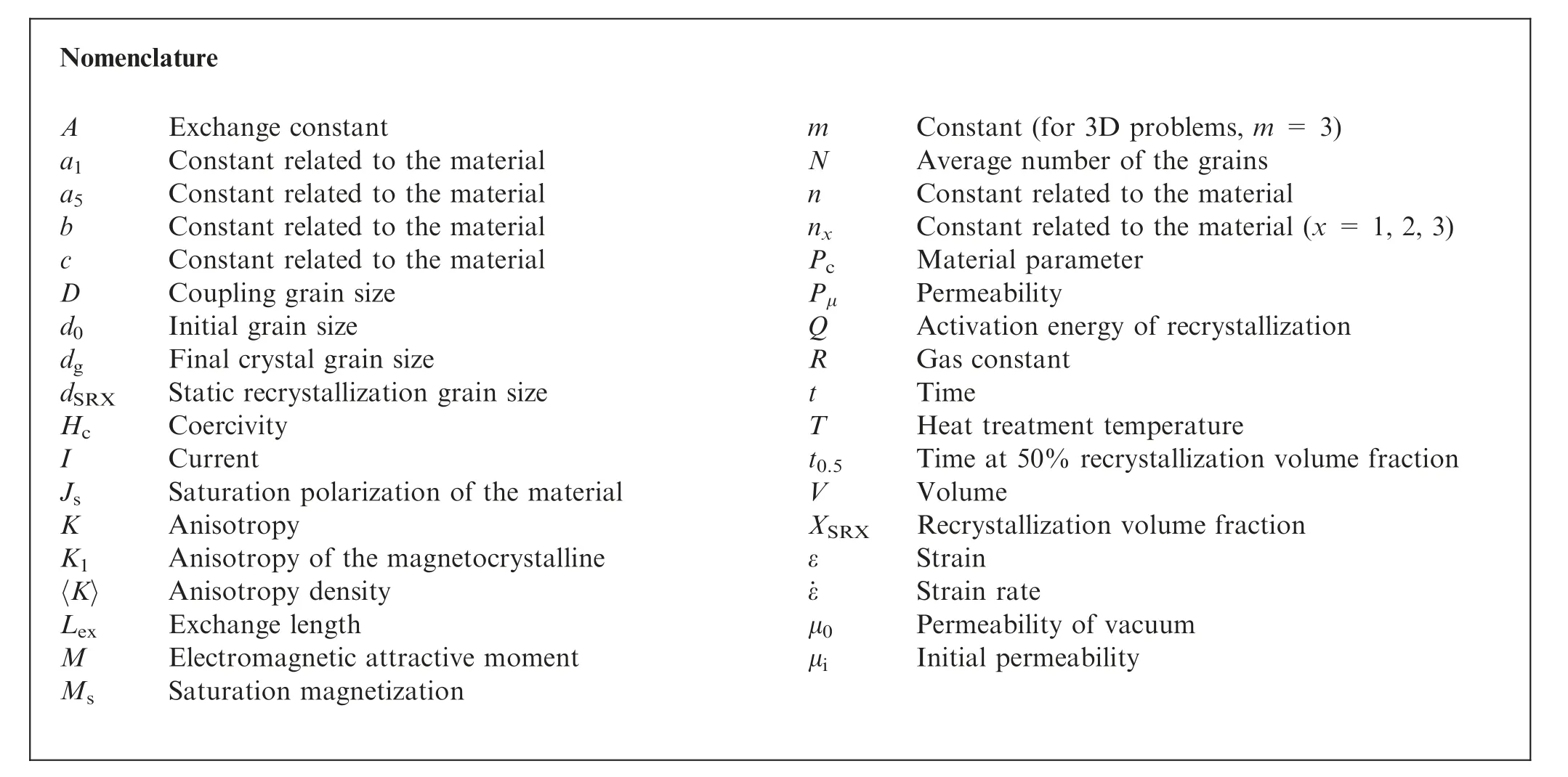
Nomenclature A Exchange constant a1 Constant related to the material a5 Constant related to the material b Constant related to the material c Constant related to the material D Coupling grain size d0 Initial grain size dg Final crystal grain size dSRX Static recrystallization grain size Hc Coercivity I Current Js Saturation polarization of the material K Anisotropy K1 Anisotropy of the magnetocrystalline〈K〉 Anisotropy density Lex Exchange length M Electromagnetic attractive moment Ms Saturation magnetization m Constant (for 3D problems, m = 3)N Average number of the grains n Constant related to the material nx Constant related to the material (x = 1, 2, 3)Pc Material parameter Pμ Permeability Q Activation energy of recrystallization R Gas constant t Time T Heat treatment temperature t0.5 Time at 50% recrystallization volume fraction V Volume XSRX Recrystallization volume fraction ε Strain ˙ε Strain rate μ0 Permeability of vacuum μi Initial permeability
Current standards in production and processing of softmagnetic parts for electromagnetic relays assume a complicated procedure. The most important factor that affects magnetic properties of a final material is the heat treatment process.The effects of the heat treatment process on magnetic properties have been extensively studied from a material’s perspective,e.g.,the influences of the grain size and impurities on magnetic properties,yielding a relationship between coercivity,magneto-conductivity, and grain size.
Different process conditions could be applied to versatile heat treatments so as to get the relationships between heat treatment parameters and magnetic properties of a material.However, having in mind that so many different experimental parameters need to be tested and the fact that the relationships between heat treatment parameters and magnetic characteristics is not trivial, it is difficult to describe these complex relationships using simple data trends. Therefore, it is necessary to select a key parameter for micro to macro system analysis.Annealing temperature is the key parameter, which influences magnetic properties of a soft magnetic material,yielding unsteady static and dynamic characteristics of an HSER. This change is due to its influence on the microstructure of the soft magnetic material.
Available literature still lacks data on the influences of the heat treatment process on magnetic properties of a soft magnetic material and the related HSER performance as well as a complete research process from micro mechanism to actual product output characteristics, so in this paper, the influences of different heat treatment parameters on the grain size change process are studied by using micromagnetism theory and modeling.Then,the magnetization curves of a soft magnetic material under different heat treatment conditions are analyzed, so as to obtain the influences of the heat treatment process on the static and dynamic performances of an electromagnetic relay.Finally, the processing technology before production is optimized by using a simulation program,and corresponding suggestions are put forward in a reasonable processing plan. This can improve the stability of the magnetic properties of the device and the reliability of the HSER.
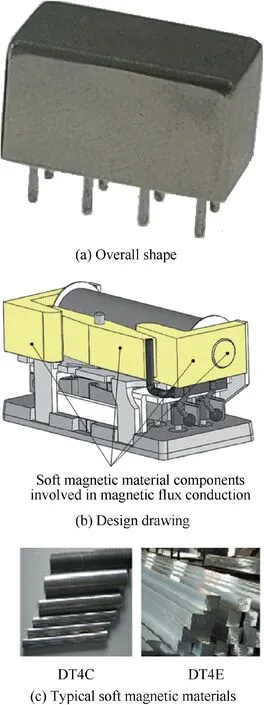
Fig. 1 Typical HSER and soft magnetic materials.
The HSER studied is shown in Fig. 1, where the overall shape is shown in Fig. 1(a), the design drawing is shown in Fig. 1(b), in which the parts made of soft magnetic materials are marked, and typical soft magnetic materials are shown in Fig. 1(c).
2. Theoretical analysis for heat treatment temperature of material
The research object is DT4E which is a typical electrical iron.The chemical composition (smelting composition) of the product is shown in Table 1.
The recommended heat treatment temperature of DT4E is 880 °C. However, during actual operations, the temperature tolerance can oscillate up to 5%because of the equipment precision and the interference factors originating from the material and operators. This yields an operable temperature range of 840–920 °C. This theoretical temperature difference may have an essential influence on the product performance.
According to the correlation theory of material,the kinetic equation of the static recrystallization process is given as


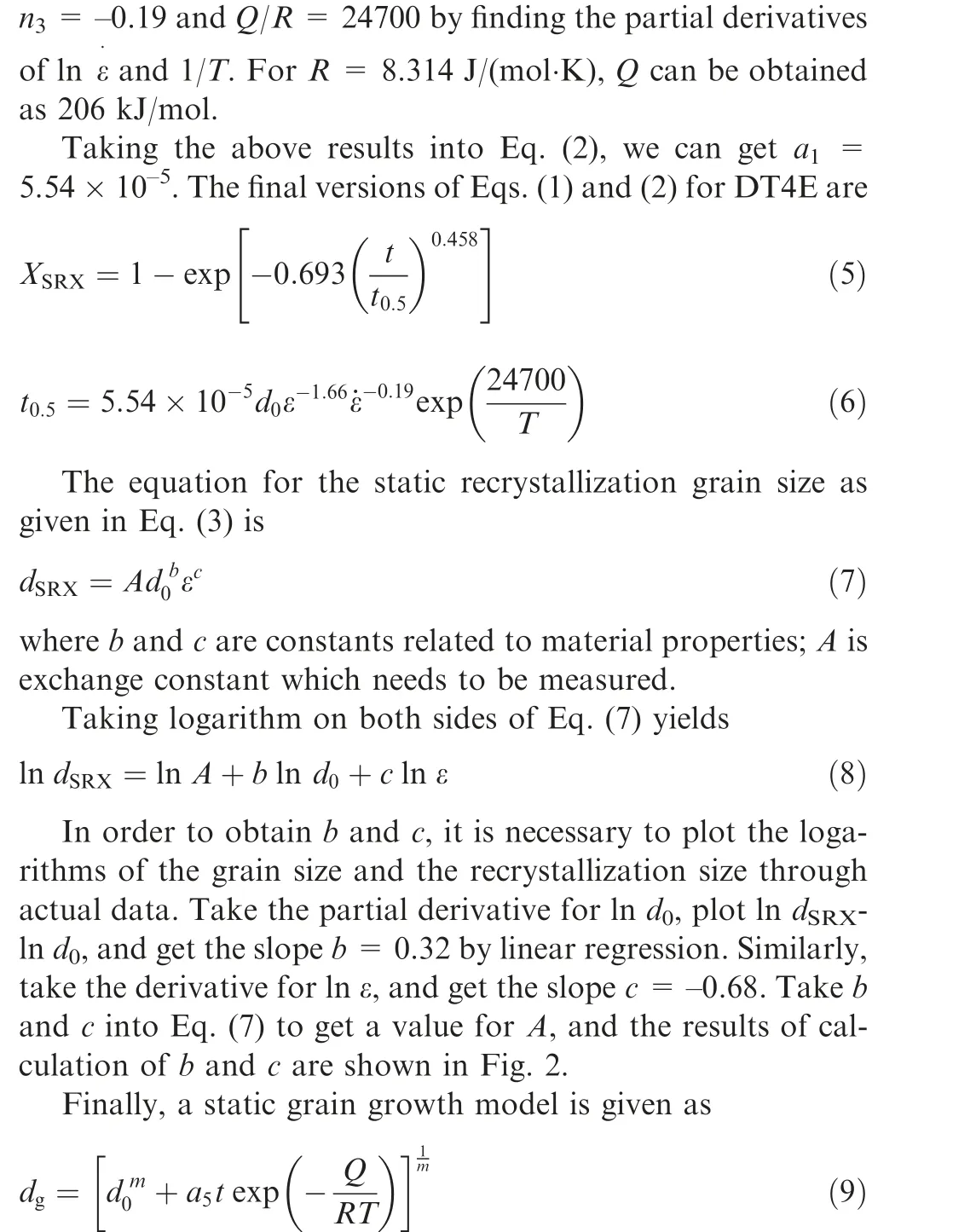
where dis the final crystal grain size;m is a constant(for 3-D problems, m = 3); ais constant related to the material.
The influences of the heat treatment temperature on the grain size and magnetic properties of the soft magnetic material can be modeled using a Finite Element Method (FEM)approach.Taking the armature of a typical HSER as an example,the FEM is set to simulate the changes in the grain size at different heat treatment temperatures.
3. Grain analysis under different heat treatment temperatures
The FEM is established by DEFORM (3D design simulation software of mechanical products used in the mold industry)as shown in Fig. 3. The edge subdivision method is used to complete the meshing process, where the edge weight and the window weight are set to 0.5.The inside and outside size ratios of the grid are set to 0.2, and the model contains nearly 24000 elements in total. Each of the approximate flow stress model,the recrystallization model,and the grain growth modelare fit.

Table 1 Chemical constituents of DT4E.
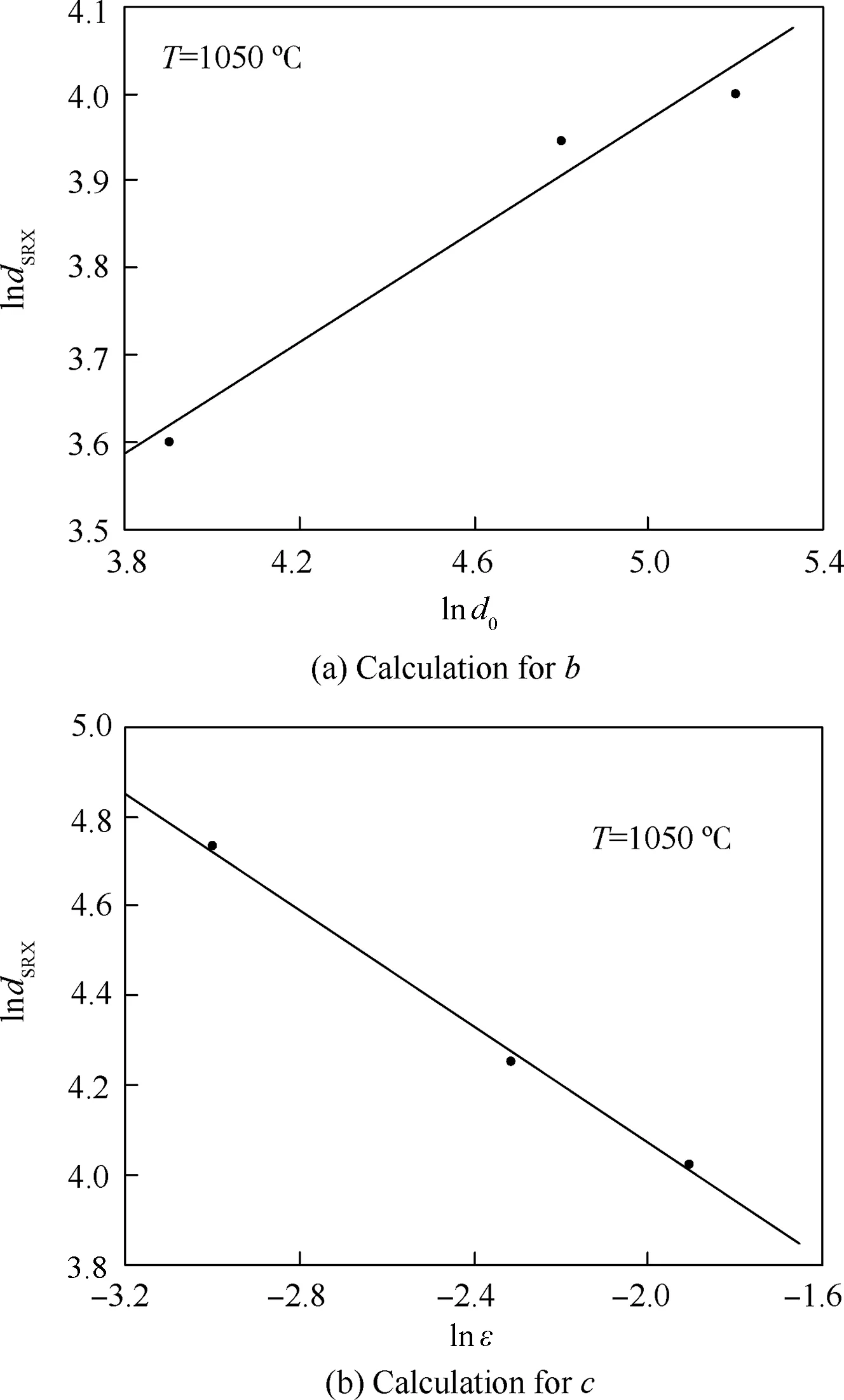
Fig.2 Logarithmic relationships between original austenite size,strain force, and grain size.
Before the formation, the armature experiences a cold extrusion process. The deformation may also generate enough energy to produce dynamic recrystallization at a relatively low temperature,and thus grain refinement.Therefore,this process cannot be ignored and needs to be considered before the heat treatment simulation. A stress load is applied to the model,and the load is set as follows.The upper mold moves at a speed of 20 mm/s, while the lower mold is fixed.The processing of a workpiece assumes being immersed into lubricating oil during the extrusion. When lubricated, the static friction coefficient between the steel components is between 0.005 and 0.100.Considering the cold machining process, a maximum value of the friction coefficient of 0.100 is set as a simulation input.The initial temperatures of the environment,mold,and workpiece are set to 20 °C at room temperature. During the extrusion process,the workpiece is in contact only with the mold,so the heat exchange primarily occurs via the mold. The heat transfer coefficient is set to 5 N/(s·mm·°C), and the initial grain size is set to 17.22 μm.
Fig. 3 FEM model of armature.
According to the simulation theory of deform,the finite element mesh will have displacement deformation in the process of machining. When the deformation is large, some finite element nodes will pass through the original interface. At this time, simulation results are no longer accurate, and the workpiece needs to be re-meshed.The process is automatically completed by the software in the simulation process, but the remeshing strategy needs to be set. It should be noted that remeshing is not necessary as long as node penetration occurs,which will greatly reduce the simulation speed, because the meshing speed is far slower than the calculation speed, so it is very important to choose an appropriate remeshing strategy.DEFORM provides two criteria to measure whether remeshing is needed, one is the absolute interference depth, and the other is the relative interference depth.A list of the parameters required for the entire simulation process is shown in Table 2.
A simulation is conducted after setting the boundary conditions for the FEM software. The simulation time is 3 h after approximately 3000 iterations. In post-processing, results of finite element calculation are verified, and the strain distribution of the armature after cold extrusion is determined, as shown in Fig. 4.
It can be seen that static recrystallization firstly occurs at two fixed armature bulges,where the grain size refines.Besides,the grain size decreases at the edge. After accomplishing the cold extrusion simulation, a heat treatment simulation is performed, where different temperatures and time loads are applied. A model is simulated and analyzed using a conjugate gradient solver.Grain size calculation results at armature heat treatment temperatures of 880 °C and 920 °C are obtained, as shown in Fig. 5.
A large stress can be identified in the two protuberances fixed by the armature,which yields an early occurrence of static recrystallization and a grain size decrease.Nevertheless,the grain size at the edge is also small. The maximal grain size determined for the heat treatment simulation at 880 °C is 49.3 μm, while 52.5 μm at 920 °C. It can be seen that the heat treatment temperature influences the grain size, where a temperature rise will lead to a grain size increase.
In the second simulation, different temperatures are determined, and the grain size distribution is applied. Obtained results are compared with those at 920 °C and 880 °C, as shown in Fig. 6.
Table 2 Parameter setting of finite element simulation for heat treatment process.
Fig. 4 Strain distribution after cold extrusion.
Fig. 5 Grain size distributions of armature after heat treatment at 880 °C and 920 °C.
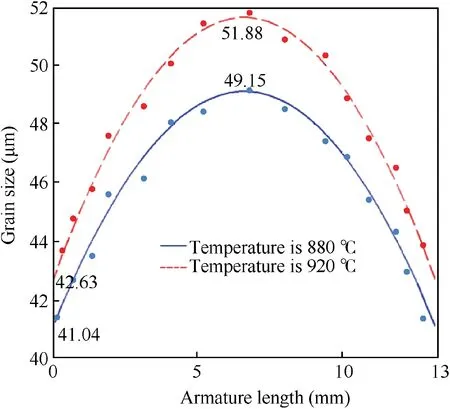
Fig. 6 Grain size distributions at different heat treatment temperatures.
The grain size represented in Fig. 6 is made by averaging the grain sizes in a small space, which yields slight differences when compared to the data shown in Fig. 5.
To verify the accuracy of the simulation results,experimental heat treatment for the armature parts is performed. Furthermore, metallographic micrographs are used to analyze the grain sizes of the treated parts, as shown in Fig. 7.
Comparing the simulation and experimental data,the grain size increase at higher temperatures determined based on the simulation results is consistent with the experimental data.However, some grain size variations are not reflected in the simulation process due to fluctuations in the actual processing.
4.Micromagnetic theory analysis for magnetic properties of soft magnetic material
where Kis the anisotropy of the magnetocrystalline.
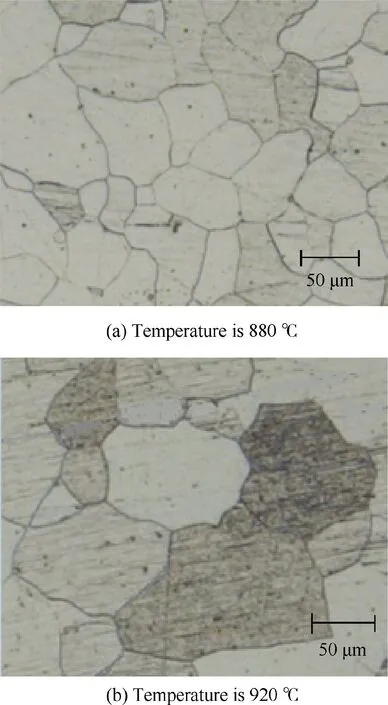
Fig.7 Images of armature grains after heat treatment at 880°C and 920 °C.
The exchange length is represented by the exchange constant as
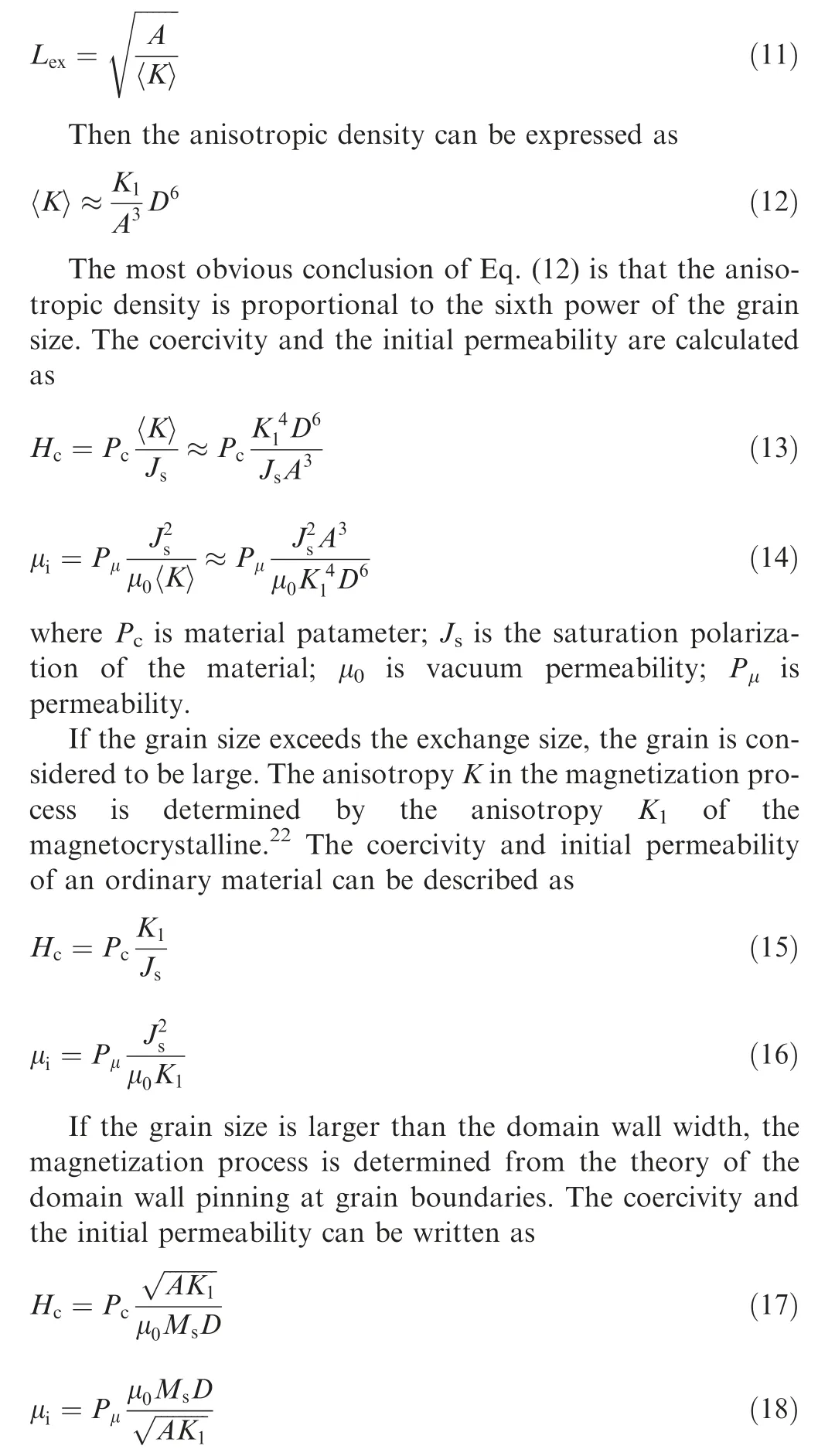
where Mis the saturation magnetization of the material;Pis permeability, where the 180° (or 90°) domain wall displacement gives P= 6 (3) and P= 0.1 (0.2).
The changes in the grain size have the same influence on the evolution of magnetic properties. The coercivity and permeability for small (large) grains are proportional (inversely proportional) to the sixth (first) power of the grain size. The relationships between grain size and coercivity for different materials are shown in Fig. 8.
The DT4E soft magnetic material used in HSERs is electrically-pure iron and is a typical large-grain material. Its magnetization curve can be measured experimentally. The same batch of heat treatment standard ring samples is used for the test following the IEC60404-4 standard.
Comparing the total magnetization curves of samples after heat treatment at 880°C and 920°C shown in Fig.9,it can be seen that a temperature change has the greatest influence on the initial part of the magnetization curve(the initial magnetization zone).For a magnetic field strength of 100 A/m,the difference in the magnetic induction intensity reaches 22%, and the effect is less when the magnetic field is close to saturation,i.e., about 2% between 880 °C and 920 °C.
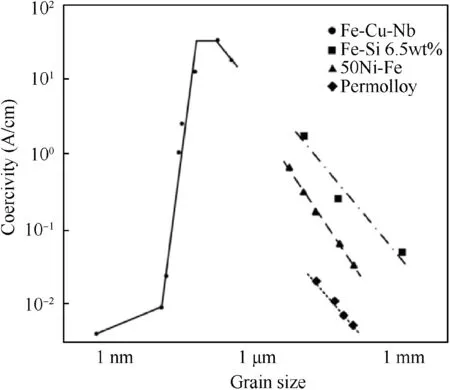
Fig. 8 Relationships between grain size and coercivity for different materials.23
5. Analysis of influence of heat treatment on performance of a typical HSER
Differences in magnetic properties of relay materials affect their electromagnetic performances. An FEM model for the electromagnetic system is established, and the effect of heat treatment on the relay performance is quantitatively analyzed.
Fig.10 illustrates the specific testing process in order to verify the simulation results.Firstly,annular samples are made to test the properties of the soft magnetic material. At the same time, armature samples with the same material are made and assembled into relays to test the static and dynamic characteristics.
The CAD (famous cartographic software) model of the electromagnetic relay system is shown in Fig. 11(a). The FEM model gives a magnetization curve for the soft magnetic DT4E material.The gap between the armature and the yoke in the model is finely meshed, and the magnetic vector potential of the air balloon is set to zero, as shown in Fig. 11(b).
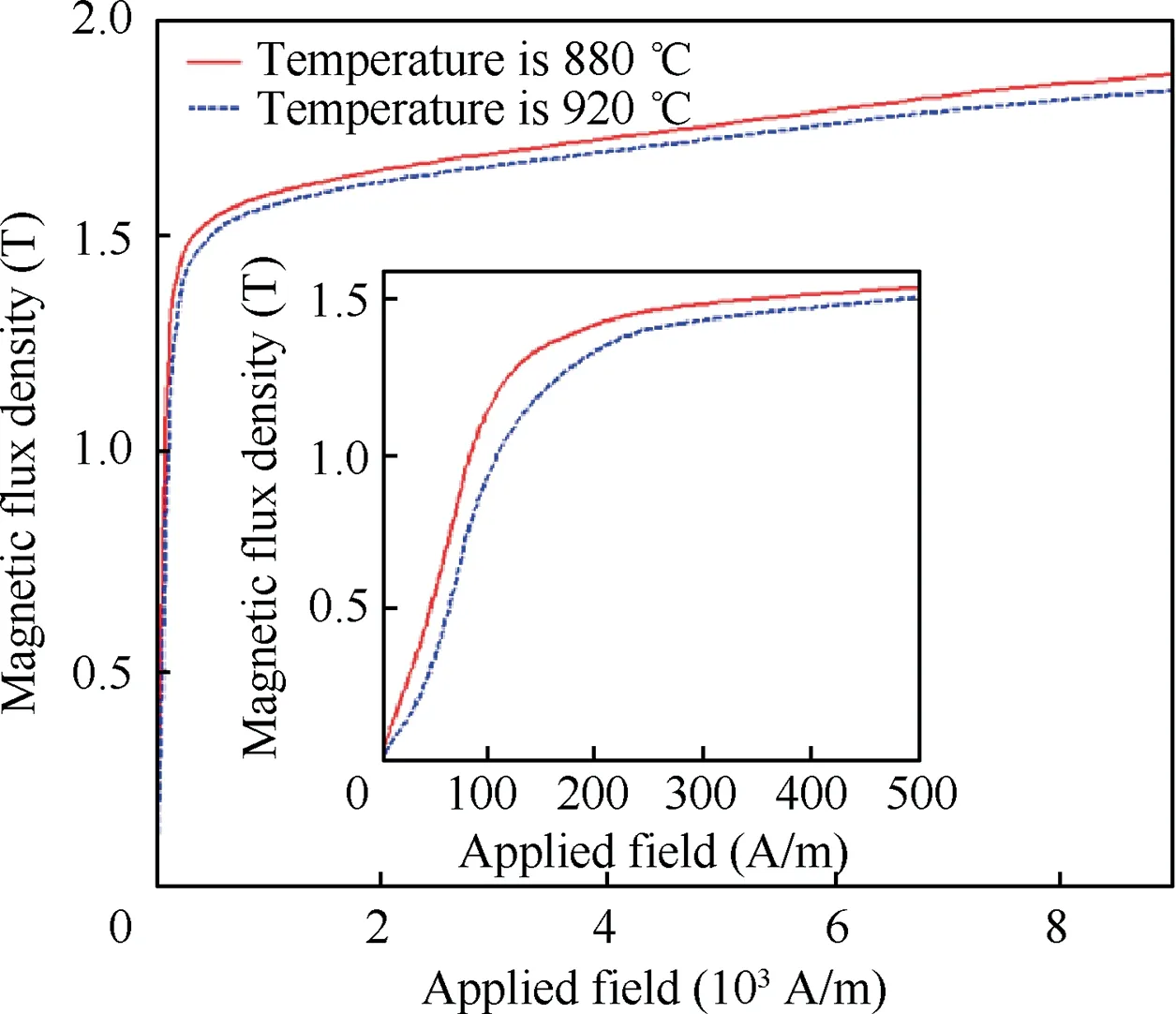
Fig. 9 Total magnetization curves after heat treatment.
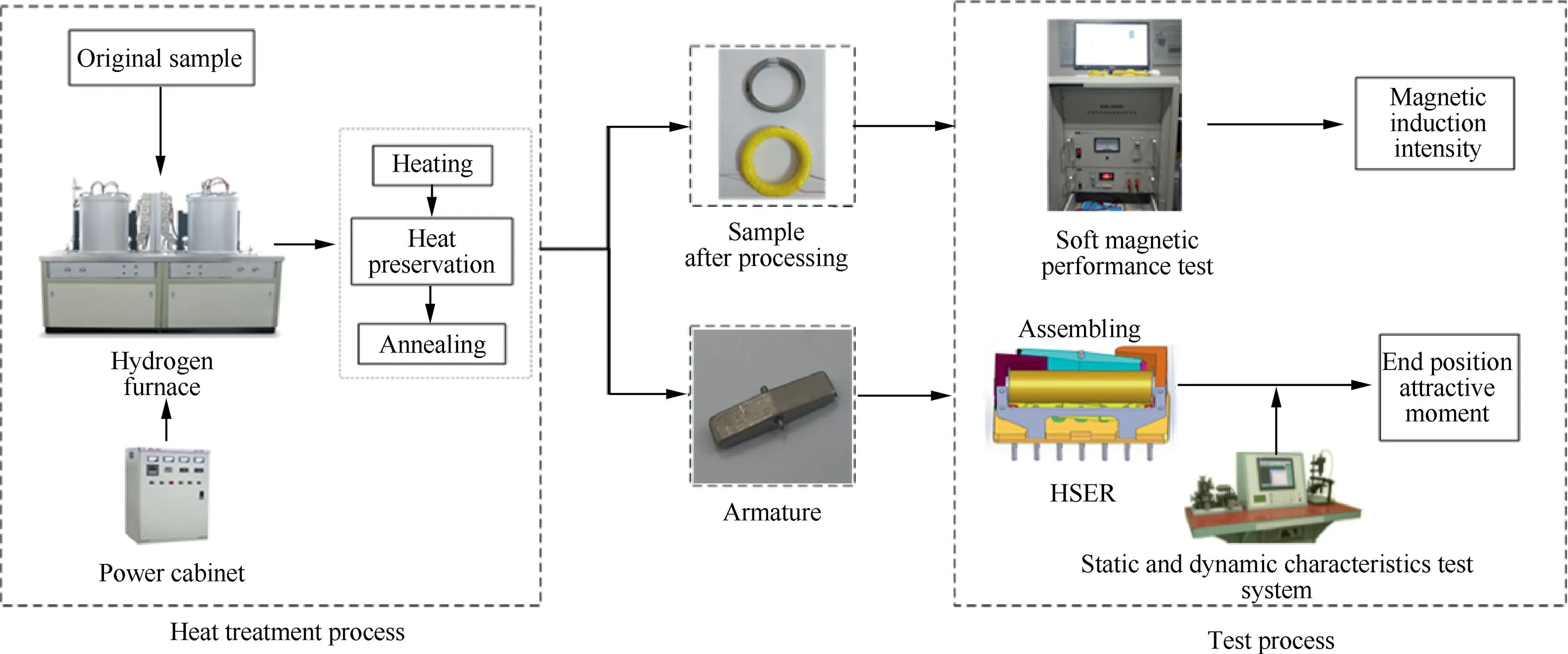
Fig. 10 Test system established for soft magnetic material.
Different coil temperatures are loaded into the FEM model,and attractive force curves at different heat treatment temperatures are obtained.
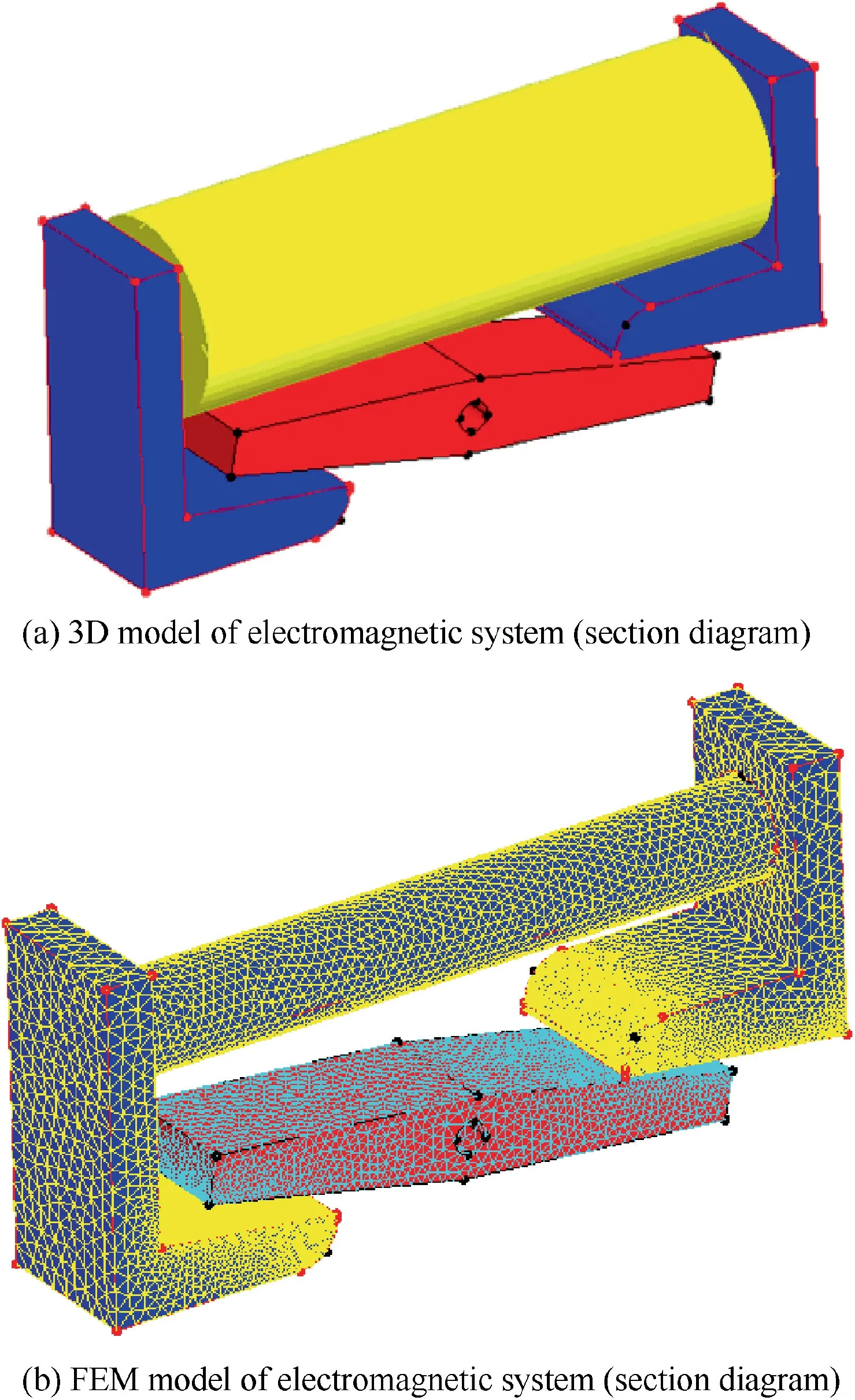
Fig. 11 CAD and FEM models of HSER.
Fig. 12 shows that a change of the insulation temperature from 800 °C to 920 °C does not have an apparent effect on the retention moment of the relay armature end. The maximum difference in the armature end retention force is 3.02%under the voltage rated in Table 3.Our findings show that different heat treatment parameters have little effect on the percentual change in the saturated magnetic induction intensity of the magnetization curve of the soft magnetic material. In contrast, they have a significant influence on the front section of the magnetization curve.
Other static features are also calculated with the FEM model, and a comparison of the results is shown in Table 3.
The action voltage of the relay increases with a temperature increase, and the difference is approximately 0.13% between 800 °C and 920 °C. The relay’s attractive voltage fluctuates with the temperature with a maximum difference of approximately 1.3% compare with 800 °C and 840 °C. The relay’s end moment increases with temperature increase, where the difference between 800 °C and 920 °C is about 8.5%. The release voltage of the relay decreases with temperature increase, where the difference between 800 °C and 920 °C is around 1.2%. The static parameters (except the voltage pull)change linearly with the heat treatment temperature. This shows that heat treatment has a particular effect on the static parameters.Attractive voltage and end moment have the maximum difference.
Fig. 12 Influence of magnetic material on attractive force of relay under different heat treatment temperatures.

Table 3 Comparison between static performances of electromagnetic system at different temperatures.
Fig. 13 Dynamic analysis model for HSER.
The attractive voltage is related to the breaking force when the product is separated from the static contact. The split kinetic energy of the movable reed is determined under the same contact spring system. The breaking speed is directly determined, and a dynamic calculation model is established to calculate the breaking speed of the movable contact. The dynamic characteristics of assembled products with different heat-treated materials are obtained, and the sketch map of the program is shown in Fig. 13.
The simulation of dynamic characteristics is based on static data. Data (after the standard heat treatment) of the electromagnetic attractive moment M varying with the current I and the angular displacement is calculated by FLUX (a famous electrical simulation software). Besides, the relationships between the flux,current,and angular displacement need to be calculated, as shown in Fig. 14.
Fig. 14 Dynamic characteristics of typical electromagnetic relays at different heat treatment temperatures.
Table 4 Calculation of dynamic characteristics of material assembled by heat treatment at different temperatures.
The dynamic characteristics for different heat temperatures are listed in Table 4.
Table 4 show that the performance of the electromagnetic system treated at 800°C may reach the highest breaking speed,which gives the best release performance for the HSER. The performance of the electromagnetic system at 920°C is worse,the total difference between 800 °C and 900 °C is approximately 3% at max release speed.
Overall, the changes in the magnetic properties of the soft magnetic material influence the static and dynamic characteristics of the relay.The magnetic properties of the soft magnetic material change with the heat treatment temperature.A higher heat treatment temperature causes a higher attraction voltage of the relay. As the heat treatment temperature changes from 800 °C to 920 °C, the value of the static characteristic output changes by approximately 1%on average.Similarly, the magnetic properties of the soft magnetic material have a specific influence on the dynamic characteristics of the relay. The obtained data show that the performance of the soft magnetic material changes with different heat treatment temperatures.The higher the heat treatment temperature is, the slower the attractive speed and release speed of the relay are, with a difference of approximately 3% between 800 °C and 900 °C.Therefore,the static and dynamic indices of a relay with speci-fic output characteristics can be changed to a certain extent by controlling the processing conditions of a soft magnetic material.Similarly,it is necessary to maintain the consistency of the processing flow of the soft magnetic material in relay batches to ensure the stability of output characteristics. Finally, some HSERs from the DT4E material under different heat treatments are prepared to verify the validity of the above analyses,and results are shown in Tables 5 and 6.
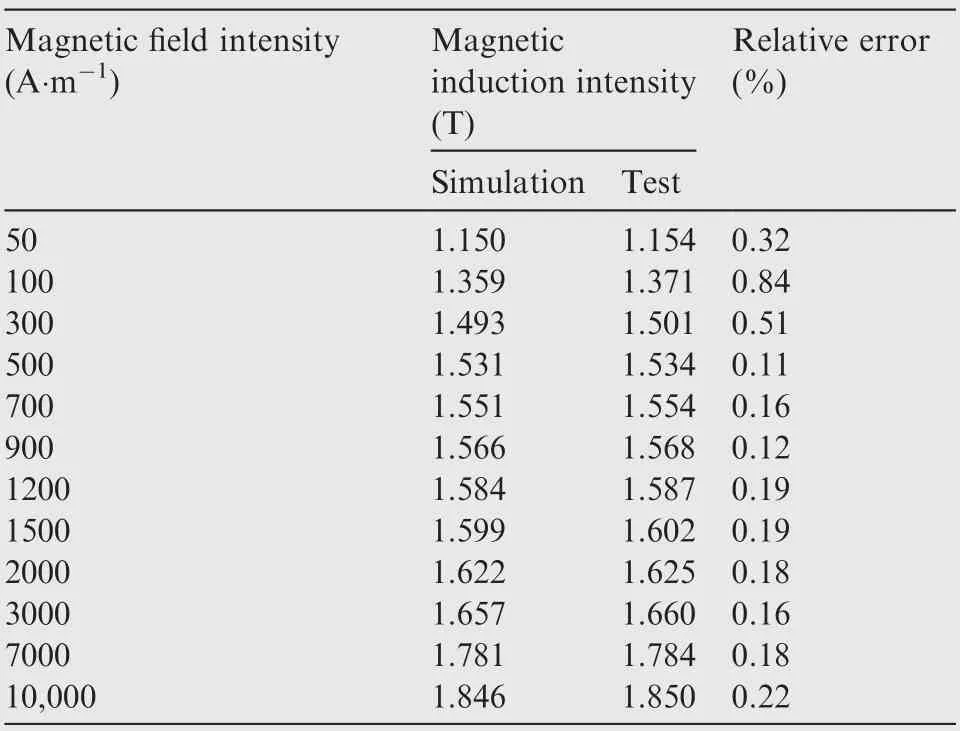
Table 5 Comparison of magnetic induction intensity.
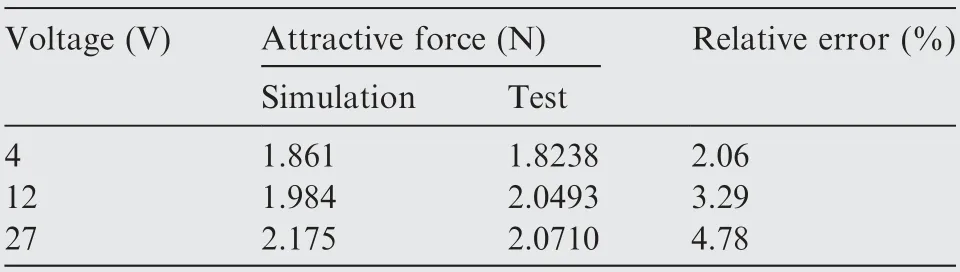
Table 6 Comparison of end position attractive force.
6. Conclusions
(1) The influence of the heat preservation temperature on the average grain size of a material is theoretically analyzed based on the typical heat treatment process of soft magnetic materials. Differences in the average grain density of a key HSER component are analyzed using an FEM,and the thermal insulation temperature of the stable section is divided into separate groups. Measured data validates the theoretical analysis and simulations.
(2)A model of magnetic properties fluctuation of soft magnetic materials with heat treatment process parameters is established. The model combines the calculation of magnetic properties of soft magnetic materials and the effect of heat treatment temperature on grain size. It is a feasible method to study magnetic properties fluctuation of soft magnetic materials.
(3)Combined with the fast calculation method,a prediction model of the influence of magnetic property fluctuation of a soft magnetic material on the output characteristics of a relay is obtained.The model makes it possible to predict part of the magnetic performance of the whole relay by controlling the processing technology of the soft magnetic material.The establishment of the model has a good guiding significance for improving the consistency design of relay output.
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgment
This research was supported by the National Natural Science Foundation of China (No. 52177134).
 Chinese Journal of Aeronautics2022年9期
Chinese Journal of Aeronautics2022年9期
- Chinese Journal of Aeronautics的其它文章
- Effect of vortex dynamics and instability characteristics on the induced drag of trailing vortices
- Dynamic modeling and beating phenomenon analysis of space robots with continuum manipulators
- An effective crack position diagnosis method for the hollow shaft rotor system based on the convolutional neural network and deep metric learning
- A homogenization-planning-tracking method to solve cooperative autonomous motion control for heterogeneous carrier dispatch systems
- Static magnetic field analysis of hollow-cup motor model and bow-shaped permanent magnet design
- Adaptive modification of turbofan engine nonlinear model based on LSTM neural networks and hybrid optimization method