ZJ17卷烟机蜘蛛手机构负压供给装置改造
2022-09-23 02:08:52刘兴辉
科技创新导报 2022年13期
刘兴辉
(广东中烟工业有限责任公司湛江卷烟厂 广东湛江524033)
卷烟卷接机是烟草行业的重要设备之一,降低能耗是卷烟企业的竞争要点,是创建优秀卷烟工厂的硬条件。为了全面贯彻落实湛江卷烟厂节能降耗的工作要求和部署,着力降低生产运营成本,保持负压供应值在生产过程中的稳定性,减少负压因空载而泄漏造成的不必要的能源消耗,必须对负压供应的过程进行有效的控制。
1 蜘蛛手机构对烟支输送及负压供给原理
1.1 蜘蛛手机构吸爪对烟支输送原理
蜘蛛手机构如图1 所示,由抽吸槽、传送臂、周转轮系、回转盘等组成。抽吸槽是利用负压空气吸住传烟导轨上的烟支,输送到接装机进烟鼓轮的承烟槽内。负压空气是由中央集成负压系统提供的。在吸气块作用区域,抽吸槽产生负压吸力,保证抽吸槽吸住烟支传送到接装机进烟鼓轮上,完成烟支输送过程[1]。
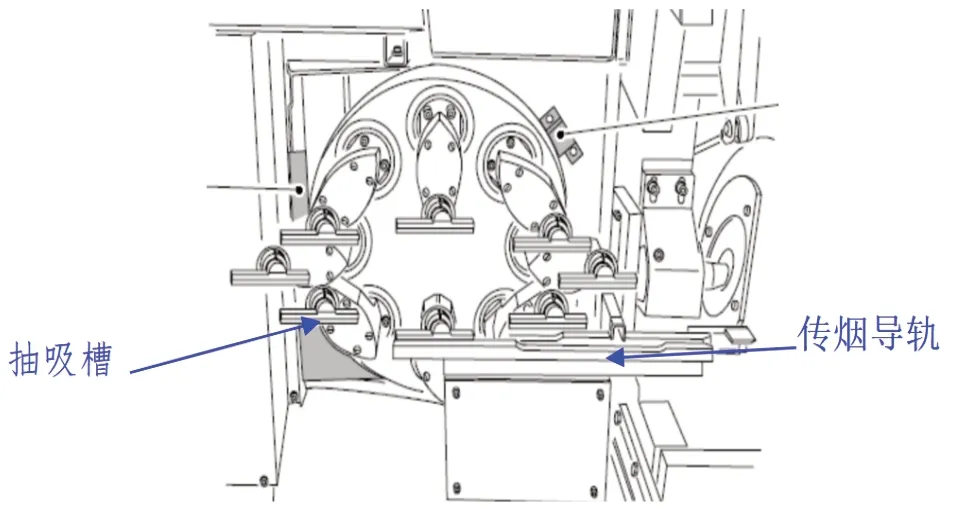
图1 烟支输送原理图
1.2 蜘蛛手机构负压供给原理
如图2所示,负压由中央集成负压系统提供,经管道连接在负压吸风环,外壳的气流孔与齿套轴相通,手臂盖和齿管组成负压通道,负压气流经外壳、齿套轴、手臂盖、齿管、抽吸槽。抽吸槽吸附双倍长烟支,抓取传送至MAX进烟轮上。
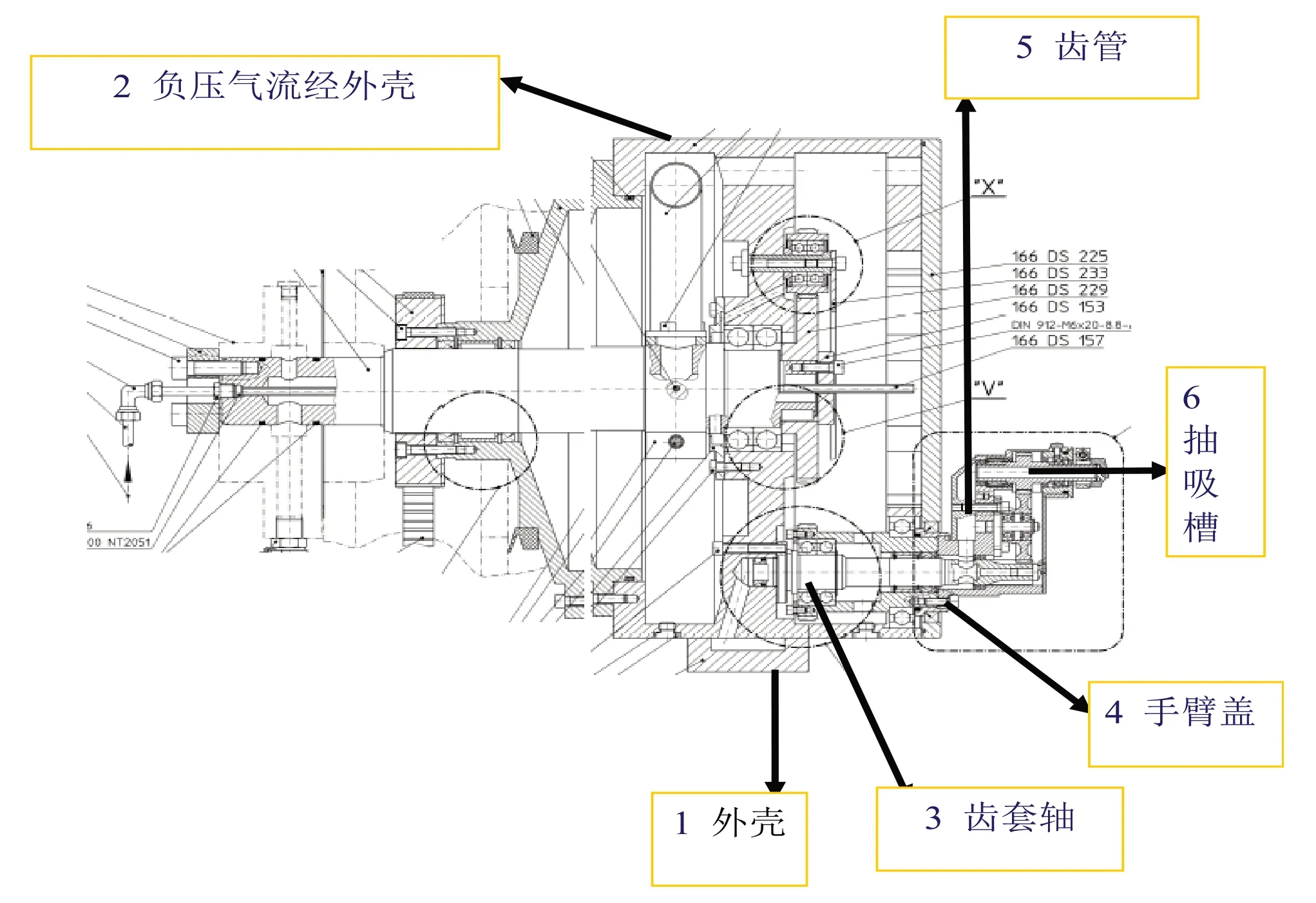
图2 负压供给系统图
结合蜘蛛手机构吸爪对烟支输送原理及蜘蛛手机构负压通道可知,当传烟导轨上没有烟支时,蜘蛛手八爪空载,负压就处在完全泄漏状态。
2 负压供给系统能耗大及负压值不稳定性的原因分析
中央集成负压系统连接到机台只是由一个总开关控制开闭,当总开关打开,设备不工作,负压就一直在损耗,没有得到控制。在设备带料正常工作时,负压损耗较小,但因设备在发生故障停机和维修人员对设备进行检修时,蜘蛛手机构的工作负压便因空载而完全处于泄漏状态。由于负压由电动机带动水环泵产生,负压泄漏损耗增加了水环泵电动机工作量,增加了耗电量。中央集成负压系统提供的负压总量是相对稳定的,当设备都在正常运转时,负压泄漏少,故比较稳定;当有的设备停机时,蜘蛛手空载,完全处于泄漏状态,负压供给气缸总量就减少,负压值减小,造成其他机台因负压不稳定,鼓轮交接烟支时会产生过掉烟支现象。故造成负压系统能耗大及负压值不稳定的原因是负压泄漏。因此,要对蜘蛛手机构负压进行有效控制,减少负压泄漏[2]。
3 对蜘蛛手机构负压供给装置进行改造
3.1 气动控制阀定义、分类及工作原理分析
气动控制阀是指在气动系统中控制气流的压力、流量和流动方向,并保证气动执行元件或机构正常工作的气动元件。气动控制阀的结构可分解成阀体(包含阀座和阀孔等)和阀芯两部分,根据两者的相对位置,有常闭型和常开型两种。阀从结构上可以分为截止式、滑柱式和滑板式3类。
截止式方向控制阀具有如下特点。(1)用很小的移动量就可以使阀完全开启,阀的流通能力强,便于设计成结构紧凑的大口径阀。(2)一般采用软质材料(如橡胶等)密封,当阀门关闭后始终存在负压,因此,密封性好,泄漏量小,无须借助弹簧也能关闭。
因为蜘蛛手机构负压通道口径比较大及设计需要,所以选用常闭型截止式方向控制阀。
常闭型截止式阀的结构及特性:截止式阀的阀芯沿着阀座的轴向移动,控制进气和排气。图3 所示为二通截止式阀的基本结构。图3(a)中,在阀的P 口输入工作气压后,阀芯在弹簧和气体压力作用下紧压在阀座上,压缩空气不能从A 口流出;图3(b)中,为阀杆受到向下的作用力后,阀芯向下移动,脱离阀座,压缩空气就能从P口流向A口输出。这就是截止式阀的切换原理。
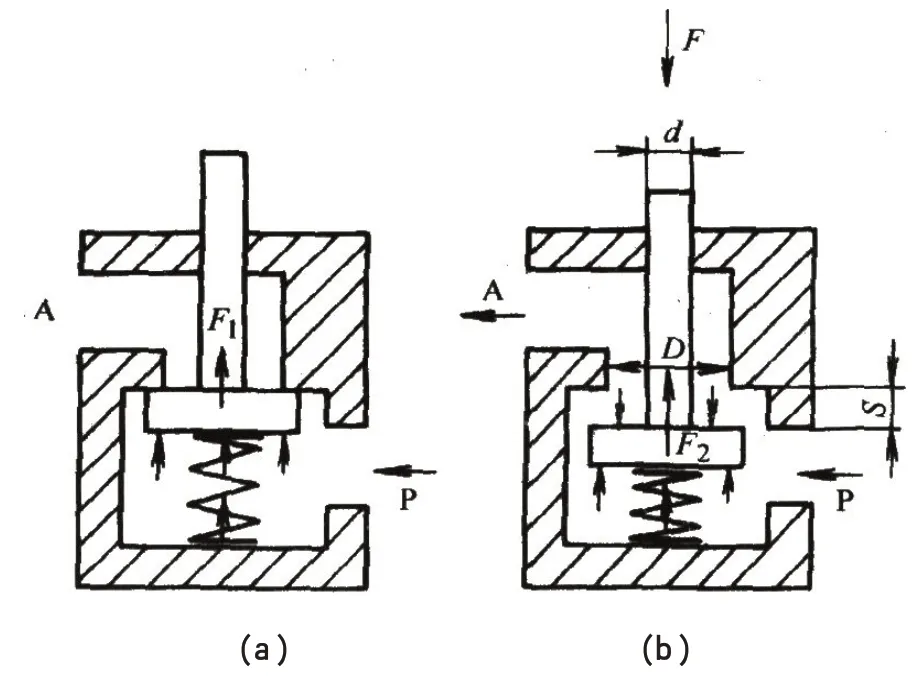
图3 二通截止阀(常闭型)
为了使阀换向,必须对阀芯施加一定大小的轴向力,使其迅速移动改变阀芯的位置。这种获得轴向力的方式叫作换向阀的操作方式或控制方式,通常可分为气压、电磁、人力和机械4种操作方式。气压操作方式的加压控制是指施加在阀芯控制端的压力逐渐升到一定值时,使阀芯迅速移动换向的控制,阀芯沿着加压方向移动。
3.2 对蜘蛛手机构负压供给管道进行改造
如图4所示,在SE 蜘蛛手工作负压供给管道的连接点增加一个气动控制阀,利用在阀岛的SE第一电烙铁的工作控制压缩气路,分接一条控制气管来对气动控制阀进行同步控制,使SE蜘蛛手工作负压供给按需进行同步精确开启与关闭。在阀岛的SE 第一电烙铁压缩气路的阀门是常闭的,当SE启动时,SE第一电烙铁工作,阀门打开将压缩空气供给电烙铁,同时,压缩空气推开气动控制阀的阀座,接通SE蜘蛛手工作负压供给管道。当SE第一电烙铁不工作时,阀岛的阀门关闭了压缩空气,气动控制阀就处于关闭状态,中央集成负压系统没有提供SE 蜘蛛手工作负压,故减少消耗负压[3]。
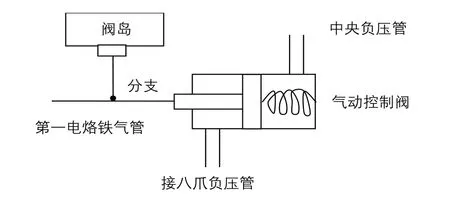
图4 负压控制示意图
3.3 负压的工艺要求
压力值由动力车间集中控制室设定为压力值-0.07~-0.06MPa。利用新方法对负压进行控制后,负压的压力值必须保持稳定在该范围。
4 改造后的效果
4.1 加装气动控制阀后蜘蛛手工作负压目标的确认
2011年9月11日,对实施改造后的设备试机生产,记录数据。在9月11日至9月13日的负压统计表中,看到方案实施后的负压供应系统满足蜘蛛手机构的负压要求,具体如表1至表3所示。
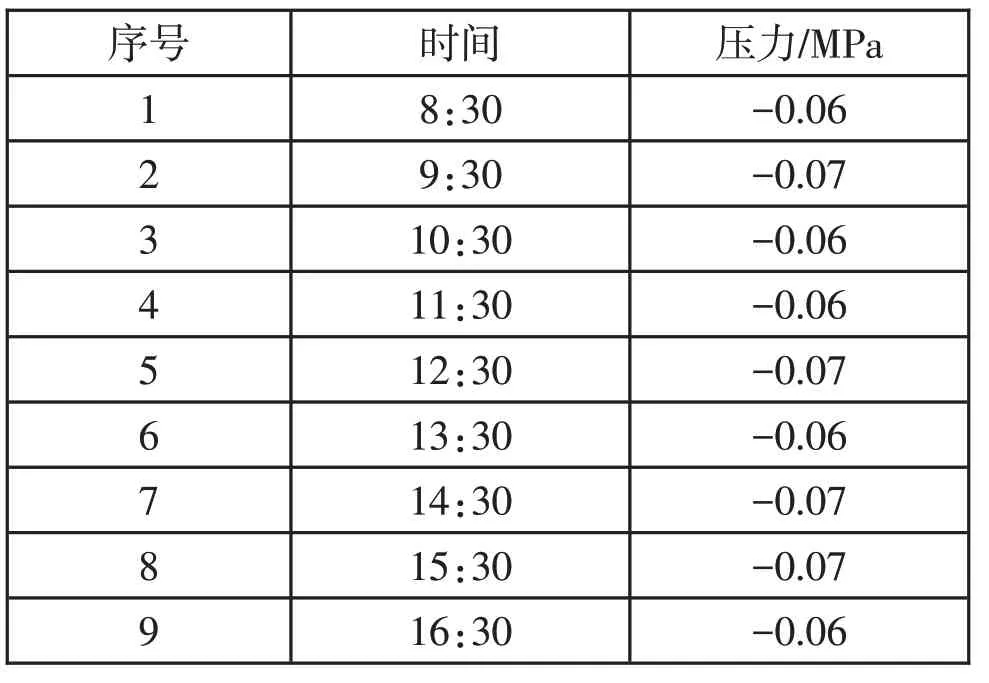
表1 11日负压压力试验
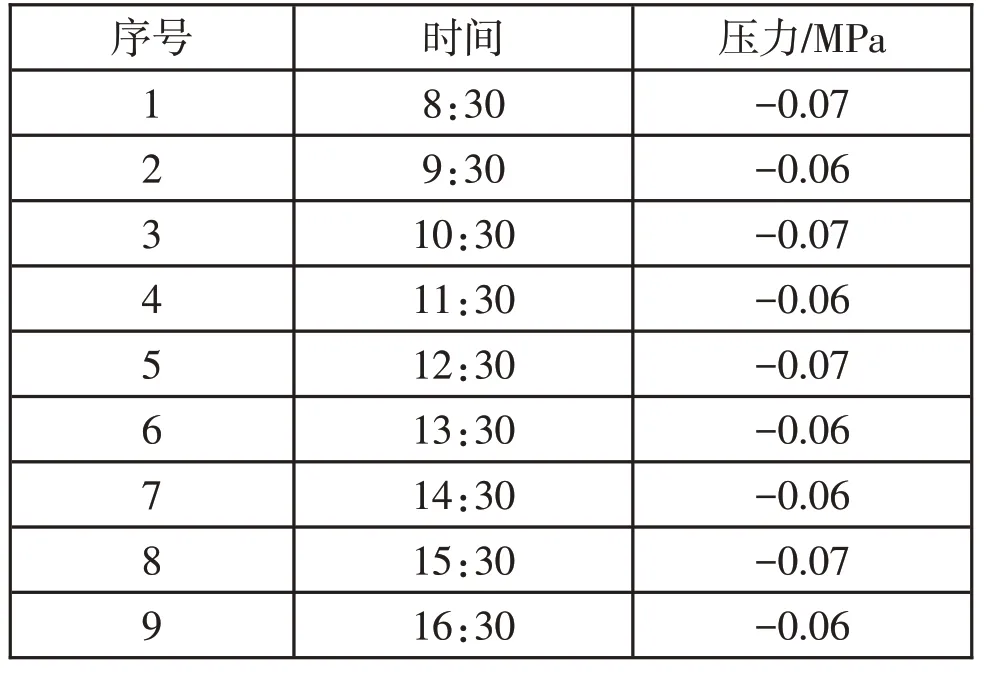
表2 12日负压压力试验
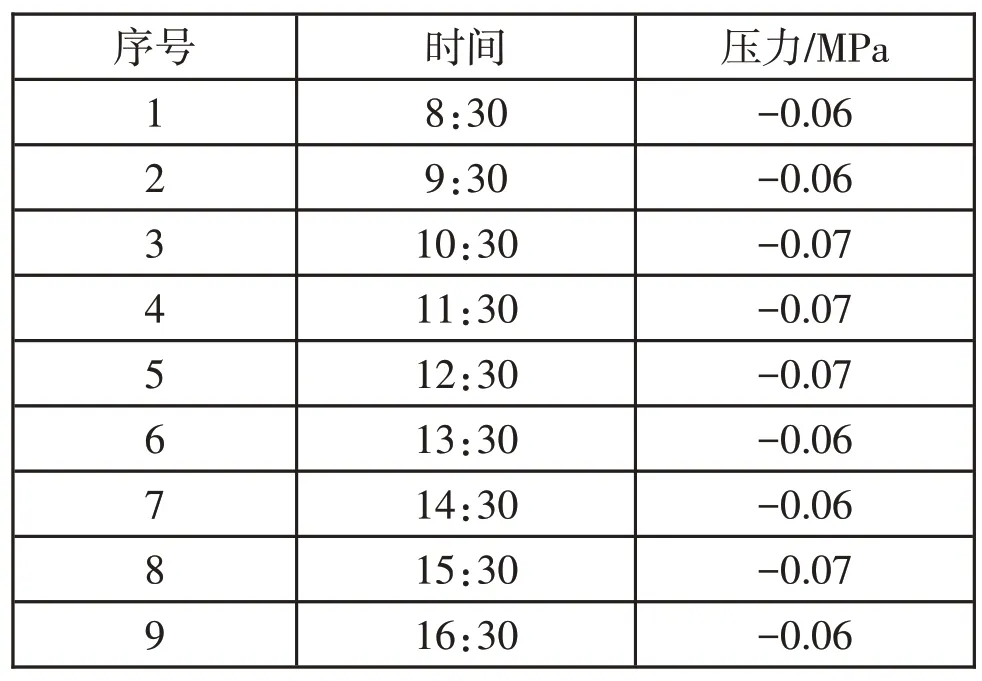
表3 13日负压压力试验
4.2 结果
根据在生产中的实验,负压供应的压力值能完全满足了蜘蛛手机构正常工作的工艺要求,且供应负压的压力值相对保持稳定,不影响其他生产设备的运作,达到了生产工艺要求的预期目标。
负压供给系统气路控制所需要的气动阀是利用车间淘汰其他旧设备拆下的“旧件”,不需要另外采购,故所需的改造花费为F1=0;动力车间水环泵电动机的功率为75kW,按平均每班次每台机停机15min 计算,每年可节约用电(也即是没对负压供应控制前水环泵电动机因机台停机负压泄漏的耗电量)0.25h/机×11机/班×2班次/d×220工作日/年×75kW×6/12=45 375kW·h,按照用电价格0.76 元/kW·h 计算,节约金额F2=45 375kW·h×0.76元/kW·h=34 485元/年,F=F2-F1=34 485-0=34 485 元,最后得出综合经济效益达到预期效果[4-6]。
5 结语
通过实施蜘蛛手负压供给装置改造新方法,于2011年7月投入生产至现在未发生过故障,负压供应值较稳定。通过此次负压装置的改进,从而减少负压因空载而泄漏造成的不必要的能源消耗,保证了负压的稳定性,取得了良好的社会经济效益,满足了企业降能减耗的要求,做到以较少的投入解决了生产中存在的实际问题,提高了设备的有效作业率。
猜你喜欢
中国新技术新产品(2022年24期)2022-03-24 03:07:32
装备制造技术(2021年12期)2021-04-23 01:41:14
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25 00:42:08
油气田地面工程(2019年8期)2019-09-05 05:46:46
中国设备工程(2019年13期)2019-08-06 03:00:28
电子制作(2018年19期)2018-11-14 02:36:56
电子制作(2017年8期)2017-06-05 09:36:15
电子世界(2016年16期)2016-09-27 03:11:30
西南农业学报(2016年4期)2016-05-17 05:42:15
石油矿场机械(2014年1期)2014-06-05 15:28:48