
埋弧自动横焊在海上风电导管架吸力桶环缝焊接的应用
2022-08-24 04:04罗运良李井双
焊管 2022年8期
0 前 言
英国某海上风电导管架项目, 吸力桶部分管径达到11.5 m, 高度约12 m, 材质为S355NL/ML, 筒体厚度为55~60 mm。 由于管径大、 桶壁厚, 采用立式建造方案, 其环焊缝需要在横焊位置焊接, 环焊缝周长超过30 m, 焊接量较大。 传统的焊接方法是采用CO
气体保护半自动焊, 其周期较长, 人工成本较高。 为了提高作业效率,降低作业成本, 最终选择埋弧横焊工艺。 但埋弧横焊熔池要用焊剂敷埋, 焊接熔池温度高, 横焊位置铁水容易下垂, 所以应用较少。 经过反复试验摸索最终掌握了该工艺的使用要点, 完成了焊接工艺试验, 并在项目上得以应用。
1 埋弧自动横焊介绍
埋弧横缝焊机是能够完成大型 (直径大于4.5 m) 立式筒体环缝焊接的通用自动焊接设备,按照施工方式可分为正装埋弧自动横焊机和倒装埋弧自动横焊机, 如图1 所示。 埋弧横焊技术在20 世纪80 年代中期引进中国, 国内从90 年代初开始自行研制出完全自主知识产权的埋弧横焊机。 近年来, 埋弧横焊技术及装备在工程中的推广应用取得良好效果, 其焊接质量好, 熔敷速度高, 综合成本低, 具有广阔的应用前景
。

埋弧自动横焊可用于碳钢、 低合金钢、 不锈钢、 低温钢及其合金的优质焊接, 广泛应用于石油储罐、 LNG 罐、 LPG 储罐、 高炉和电厂烟囱等立式筒体的焊接。 埋弧自动焊适用于中厚板的焊接,因具有焊缝成形美观、 质量可靠、 探伤合格率高、劳动强度低和生产效率高等优点, 在焊接工程中得到广泛应用。 横缝埋弧焊是埋弧自动焊的一种特殊形式, 通常采用平特性焊接电源, 等速送丝方式、直流反接, 以及较小的焊接电流、 电弧电压和较高焊速。 在罐体类结构横焊缝焊接中应用自动埋弧焊
, 需要解决电源、 焊剂敷洒和焊车行走问题。
在测度基本公共服务水平的前提下,进一步计算出不均等程度的指标。对于各个省份和直辖市,同样也建立基本公共服务水平测度指标,如表2所示。
除 Buske 等[6]、Onteru 等[7]研究的 15 个基因外,还有另外12个基因,这27个基因的产物一起构成了猪繁殖性状相关的蛋白互作网络,这些基因在151个表型中起作用,具体见表1。
2 焊接过程准备
2.1 材料
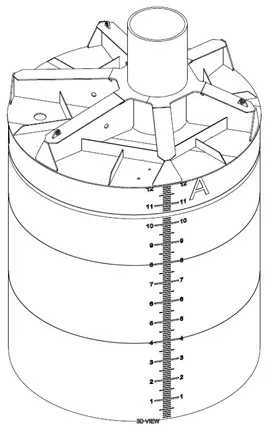
筒体材料为EN 10025-3/4 S355NL/ML, 设计温度为0 ℃, 材料的冲击性能要求在-40 ℃满足冲击功平均值不小于34 J, 单个值不小于24 J。 吸力桶结构如图2 所示。
2.2 焊接材料选择
焊接工艺采用FCAW+SAW, FCAW 用于打底焊接, SAW 用于填充盖面焊接。 药芯气体保护焊焊丝选用京群GFL-71Ni 焊丝, 焊丝直径1.2 mm, 埋弧焊选用林肯JW-1 焊丝和JF-B 焊剂, 焊丝直径3.2 mm。
业主建造规格书要求焊接工艺试验按照标准DNVGL-OS-C401: 2018 执行, 焊接试板的无损检测结果和力学性能应符合标准要求。
2.3 焊接坡口设计
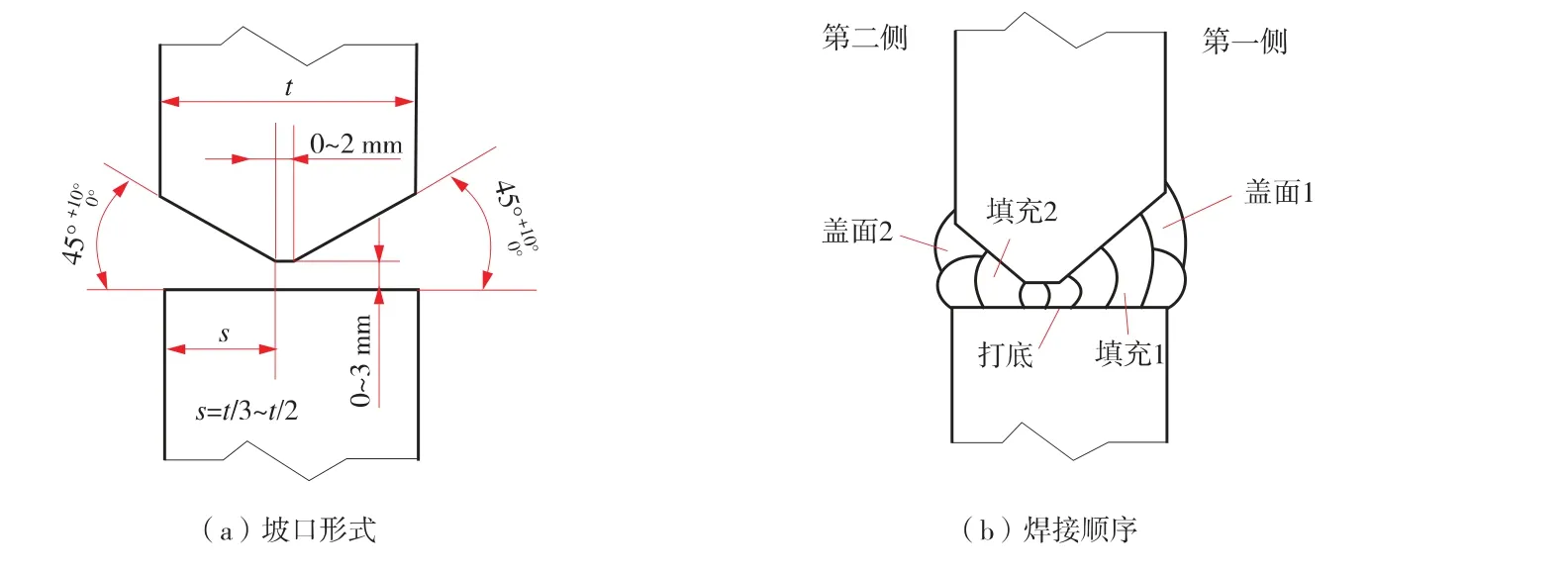
为避免焊接过程中铁水下垂过于严重, 上坡口采用K 形坡口, 下侧为直边, 如图3 所示。焊接时, 第一侧焊接完成后, 在第二侧碳弧气刨清根后进行填充盖面焊。
目前对于MoS2纳米微球的制备已经出现了大量的方法,且已制备出了结构、形貌各不相同的MoS2纳米微球。MoS2纳米微球具有特殊的球状结构,相较于传统的MoS2纳米粒子而言,在摩擦过程中表现出了更为优异的减磨润滑性能,不仅应用于润滑油介质添加剂使用,而且能够应用于耐磨复合材料以及复合涂层的制备。然而MoS2纳米微球的可控化制备尚未完全实现,今后对MoS2纳米微球的制备及其在摩擦过程中润滑作用的研究将会更加深入,以期建立MoS2纳米微球形貌结构与其减磨润滑作用的关系,开发出更多性能优异的MoS2纳米微球润滑复合材料。
2.4 焊接参数
拉伸试验按照DNVGL-OS-C401 和DNVGLOS-B101 方法进行, 2 个试样的抗拉强度分别为552 MPa 和556 MPa, 断裂位置均在母材区域,拉伸试验结果满足标准规定的不低于470 MPa的要求。
2.5 埋弧横焊焊前准备
(1) 焊接之前要确定各设备实际的焊接输出电流、 电压, 尽量保证主机和横焊设备始终匹配。 另外焊接电缆线要足够长, 避免焊机行走过程中出现焊接故障, 以及焊接电源方面的问题。
3.4.2 弯曲性能

(3) 焊前应调节好焊枪角度, 填充前两层保证25°~30°, 后续填充角度随着填充厚度增加可逐渐减少, 但不应小于15°。 盖面焊时角度应保证15°~20° (角度过大或过小容易产生咬边及焊瘤过高)。
股份合作制改革是农村集体产权制度改革的关键所在。“产权不明晰,土地在农村就不是资产,而是负债。产权弄清楚了,下一步就是要盘活土地资源,实现资源变资产、资金变股金、农民变股东这样的‘三变’。”中国社会科学院农村发展研究所研究员党国英表示,在农村集体产权制度改革中,更重要的是要改革承包权。在一定条件下,要允许农村土地承包权进入市场自由流转。未来我国还将建立集体经营性建设用地增值收益分配机制,在此基础上,“三变”改革红利将加快释放。 (班娟娟)
(5) 焊接上坡口一侧时, 焊丝不要直接搭在上坡口上, 否则容易产生气孔, 应尽量使熔池靠近上坡口面。
(4) SAW 横焊填充时若发现严重咬边, 在焊接下一道之前必须打磨处理并调整焊接参数,否则容易出现未熔合缺陷。
2) 通讯部分:一部分是S7-200 PLC与变频器的通讯,PLC内部程序设置采用轮询方式向各从站变频器发送指令,从站变频器应答,将数据返回,实现主机与从站之间的通信。S7-200 PLC与变频器之间依据变频器的通讯协议接入PLC的不同通讯端口,本系统结合工程上常用变频器的具体情况,支持modbus RTU协议以及USS协议;通讯部分的另一功能是S7-200 PLC与人机交互界面的通讯,PLC将读取的变频器相关参数状态信息发送给人机交互界面显示;同时,PLC接收人机交互界面发出的控制指令和参数设置相关信息。
(6) 盖面焊之前, 填充找平之后, 必须整体打磨平整, 否则盖面后会出现高低不平。
(7) 横焊焊机悬挂在筒壁上, 通过滚轮行走保证焊接机头始终沿着环焊缝周向移动, 解决埋弧横焊行走问题。 行走过程中注意观察滚轮上的胶皮, 若损坏严重应及时更换, 否则焊剂下漏造成铁水下流, 导致焊缝成形不良。
3 焊接工艺试验及应用
2022年冬奥会不仅对举办城市的经济发展带来一定影响,还对我国冰雪体育产业的发展带来深远意义,详细研究2022年冬奥会对我国大众冰雪运动发展的影响尤为重要。通过分析我国大众冰雪运动的发展现状,我国大众冰雪运动的发展优势和劣势,阐述2022年北京冬奥会对我国大众冰雪运动发展影响的展望,增加我国大众冰雪运动的体育人口,促进我国大众冰雪项目场所建设的发展,提高国民对大众冰雪运动及全民健身的观念意识,进一步提升大众冰雪运动的社会经济及人文价值。只有这样,才能切实发挥体育育人的积极作用,从而为2022年冬奥会的成功举办和大众冰雪运动的深入发展奠定坚实基础。
3.1 试验材料
按照DNVGL-OS-C401: 2018 标 准, 产 品最大覆盖的板厚为焊接工艺试验板厚的2 倍, 为满足产品材质EN 10025 S355NL/ML、 厚度55~60 mm的覆盖要求, 焊接工艺试验母材选用某钢厂生产的30 mm 厚度的EN 10025-3 S355NL 钢板。 钢板化学成分见表1, 其中碳当量CEV 值为0.41%, 符合标准要求。

3.2 焊接工艺试验参数
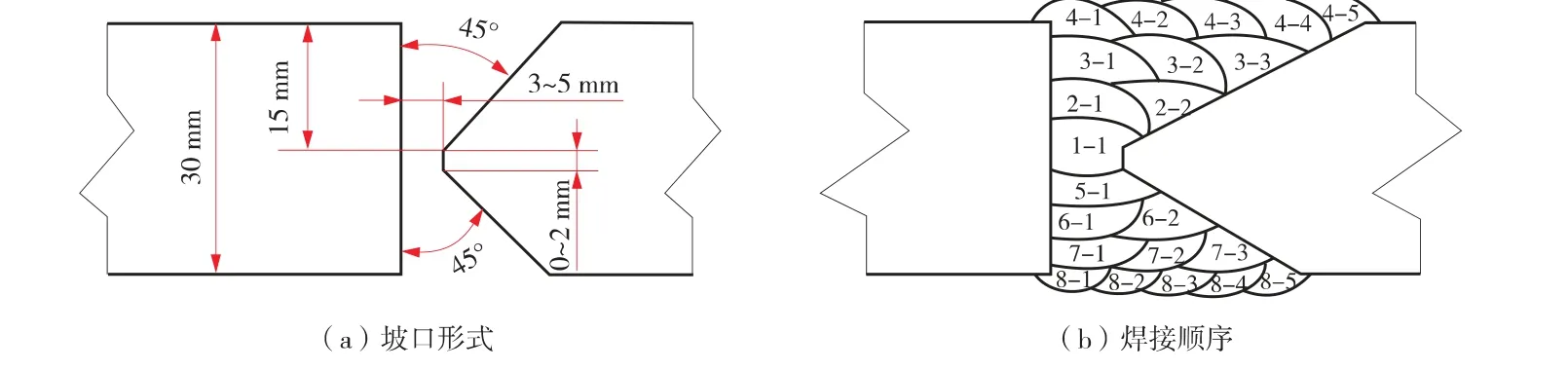
FCAW 采 用 松 下YD-500EL 焊 机, SAW 采用青岛开元松下MZC-1000F 焊机, 坡口为K 形坡口
, 焊接位置采用横焊2G。 工艺试验的坡口尺寸和焊接顺序如图5 所示, 焊接工艺试验的相关工艺参数见表2。

3.3 无损检测
焊接完成后按照要求对焊接接头进行100%VT、 MT 和UT 检验, 检 验结果符合DNVGLOS-C401: 2018 要求。
(2)参考蒸散发的主要影响因素分别为RH、t、WS及S。突变点前后RH、S和WS趋势发生改变,其中RH在1998年以前为增加趋势,风速和日照时间为减少趋势,1998年以后则相反;而日平均温度在1998年前后均保持增加趋势。
3.4 力学性能检测
3.4.1 拉伸性能
由于焊接为横焊位置, 同时埋弧焊时参数较大, 焊接熔敷金属较多, 铁水很容易下坠。因此要求焊接参数不易过大, 以防止焊接时熔敷金属大量流出, 导致焊接成形差及层间未熔合等问题
。 埋弧焊电流要求不超过450 A。
(2) 焊机安装自动焊剂回收装置, 如图4 所示。 焊接过程中注意观察焊机回收装置位置, 如有窜动错位, 需及时调整。
弯曲试验按照DNVGL-OS-C401 和DNVGLOS-B101 要求, 厚度12 mm 以上可采用侧弯试验, 侧弯试验压头直径为40 mm, 弯曲角度为180°, 试验结果表明4 件侧弯试样弯曲面无焊接缺陷, 满足标准要求。
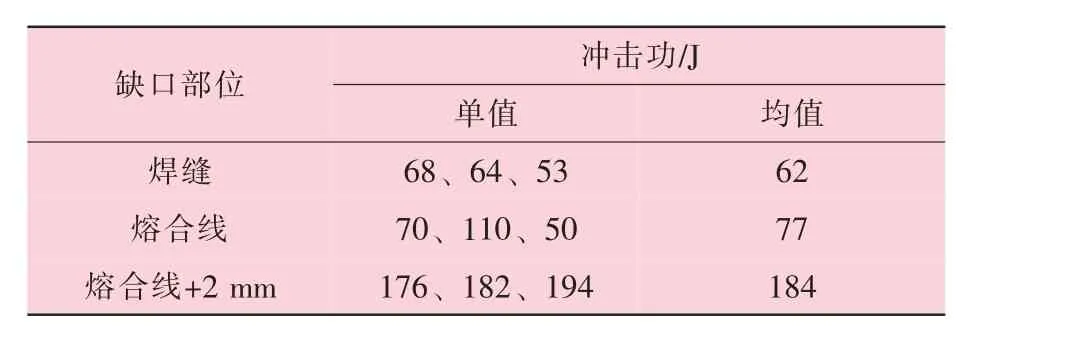
3.4.3 冲击试验
冲 击 试 验 按 照DNVGL-OS-C401: 2018 和DNVGL-OS-B101: 2018 要求进行, 采用10 mm×10 mm×55 mm 标准试样, 试验温度-40 ℃, 冲击摆锤采用KV2, 试验结果见表3, 满足标准和业主规格书要求(冲击功均值≥34 J、 单值≥24 J)。
3.4.4 宏观检测
按照DNVGL-OS-C401 取宏观试样进行检验, 焊接区域未发现焊接缺陷, 检测结果符合标准EN ISO 5817: 2014-B 的要求。
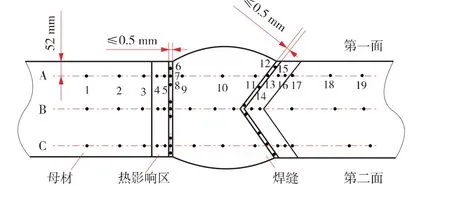
3.4.5 硬度检测
硬度检测时, 参照ISO 9015-1 标准进行打点, 打点位置如图6 所示, 检测结果见表4。 从表4 可以看出, 硬度满足业主规格书及DNVGLOS-C401 标准要求(不超过350HV
)。

最终焊接工艺试验结果全部符合标准和业主规格书的要求, 焊接工艺试验(PQR) 得到业主的认可和批准。 该焊接工艺成功在英国海上风电导管架项目得到焊接应用, 不仅提高了焊接作业的效率和产品质量, 而且节约了人工成本。
4 结 论
(1) 通过坡口设计、 焊接工艺参数的合理选择, 克服了埋弧焊横焊过程中铁水下垂、 层间未熔合、 焊剂的敷洒等相关难题, 掌握了埋弧自动横焊的操作要点, 保证了焊接接头的无损检测结果满足标准要求。
经过调查统计,观察组患者在护理后的护理满意率为95.7%,对照组患者的护理满意度为81.4%(P<0.05),数据详见表2.
(2) 按照规范要求完成埋弧横焊的焊接工艺试验, 实现了埋弧自动横焊在海上风电导管架项目上的应用, 大大提高了产品的焊接作业效率,降低了人工成本。 对于大型立式筒体环缝的焊接, 提供了一种可以借鉴的高效焊接方法。
[1] 兰志刚,唐良喜. 大型石油储罐用横向埋弧焊焊剂的研制[J]. 焊接设备与材料,2012,41(3):35-38.
[2] 季伟明. SPV490Q 钢与16MnR 钢横缝埋弧自动焊工艺评定[J]. 石油工程建设,2000(1):35-37.
[3] 沙玉章,王刚,李景波,等. 正倒装两用横缝埋弧自动焊操作机的研制[J]. 焊接设备与材料,2011(12):31-34.
[4] 周振丰. 焊接冶金学与金属焊接性 (修订本)[M]. 北京:机械工业出版社,1988.
[5] 周桂芬. 埋弧自动焊工艺参数对焊缝成形质量的影响[J]. 焊接,2006,35(11):32-35.
[6] 宋金虎. 焊接方法与设备[M]. 大连:大连理工大学出版社,2010.
[7] 陈琨. 风电塔筒生产中埋弧自动焊的应用研究[J]. 中国设备工程,2021(12):238-240.
[8] 冯涛,熊浩,刁凤军,等. Y 形坡口埋弧自动焊反面定位法应用[J]. 船海工程,2021,50(2):33-36.
[9] 张远望. 埋弧自动焊技术在高强钢超大型钢管环缝上的应用研究[J]. 水电与新能源,2020,34(12):16-17,22.
[10] 胡广泽,于杰,王璐璐,等. 核电站钢制安全壳管板接头 埋 弧 自 动 焊 研 究[J]. 热 加 工 工 艺,2020,49(23):107-110.
[11] 陈祝年. 焊接工程师手册[M]. 北京:机械工业出版社,2002.
猜你喜欢
汽车实用技术(2022年11期)2022-06-20
导航定位与授时(2022年2期)2022-03-30
当代化工(2020年2期)2020-03-18
科技风(2020年2期)2020-02-14
分析化学(2018年8期)2018-11-01
山东工业技术(2018年14期)2018-08-20
科技创新与应用(2018年3期)2018-01-24
分析化学(2017年12期)2017-12-25
当代工人·精品C(2016年5期)2017-01-11
科技致富向导(2013年7期)2013-05-30
