
拱顶储罐单盘式内浮盘更换施工工艺改进
2022-08-24 04:04:08王益铭王海军彭志刚
焊管 2022年8期
某石化公司油品调合中心43/2 三苯罐区6 具储罐铝制内浮盘已超期服役, 因铝制内浮盘存在介质腐蚀严重、 液泛和较大油气空间等安全风险问题, 因而是挥发性有机物 (VOCs) 治理的重点方向
。 为了解决铝浮盘超期服役并满足储罐油气排放达标要求, 采用高效密封碳钢单盘式内浮盘替换超期服役的铝制内浮盘, 碳钢单盘式内浮盘结构强度高, 内浮盘为全接液结构, 整个浮盘几乎没有油气空间
, 大大减少了油品蒸发损耗。
1 碳钢单盘式内浮盘设计
1.1 结构设计
碳钢单盘式内浮盘采用Q235B 材料, 由若干个独立舱室组成环形船舱, 其环舱内侧为单盘顶板。 碳钢单盘式内浮盘顶板底部设有多道环舱和单盘支柱, 环舱内侧沿轴向均匀设置4 个自动通气阀、 2 个单盘人孔和2 个导向柱, 全焊接在一起是一个整体, 具体结构如图1 所示。
关于代表性传承人,以《黑龙江省非物质文化遗产条例》为例,该条例规定代表性传承人应当符合下列条件:(一)熟练掌握其传承的代表性项目;(二)在特定领域内具有代表性,并在一定区域内具有较大影响;(三)积极开展传承活动,培养传承人才。仅从事非物质文化遗产资料收集、整理、研究的人员以及不直接从事代表性项目传承活动的其他人员,不得被认定为代表性传承人。该条例还规定了代表性传承人的权利和义务。

1.2 工艺设计
碳钢单盘式内浮盘安装工艺设计如图2 所示。

2 内浮盘更换工艺设计
2.1 临时通道倒运工装设计
因罐区位于马路的绿化带、 管带、 防火墙等建筑物内部, 无法正常进出吊车, 故需要在罐与防火墙外的马路之间搭设临时通道, 如图3 所示。搭设临时支撑架60 m×4 m×2 m, 满铺脚手架,钢跳板上垫钢板, 延伸至罐壁第二圈壁板开门处, 钢板运至马路后采用小型吊车与自制滑车配合运输, 也避免了浮盘底板及构件大跨距吊运的变形
。

2.2 浮盘胎具搭设与单盘板设计
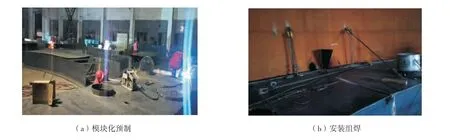
环形船舱分段模块化是指预制厂房搭设临时平台和组对胎具, 对于环舱组件、 环舱隔板和内外环板焊接, 根据储罐壁板开门尺寸的大小进行预制, 一般储罐设置为两个单元环舱的长度。 施工现场采用吊车和自制推车将分段环舱模块运入储罐内, 依靠在罐壁板上生根焊接吊耳, 利用手拉葫芦和滚杠依次就位, 设置“Z” 字斜口相互装配在一起
, 采用低热输入、高速率的细丝熔化极半自动气体保护焊进行内外环缝的焊接, 最后进行单盘和环舱过渡板安装、 焊接, 如图5 所示。

2.3 环形船舱分段模块化设计及制作安装
浮盘胎具是由 “米” 字形菱形横梁和可调立柱组成, 立柱和横梁由Φ60 mm/Φ48 mm 的焊接钢管及相应的调节机构和支撑盘构成, 呈2 500mm×1 500 mm 点阵分布。 以施工图纸中浮盘底板下表面到罐底板上表面之间距离为准,再加高50 mm 为单个支架总高度。 将支架下端点焊于罐底板, 上端用Φ48 mm×4 mm 钢管和20 mm×200 mm×200 mm 支撑盘连接, 并测量支架表面是否在同一水平面上, 将各支撑盘半径尺寸移植到各支架上, 并做出明显标记和定位板,以确保组对尺寸, 如图4 所示。 按排版图依次铺设单盘底板, 焊接前将焊接次序做出明显标记,单盘板焊接顺序一般由内而外进行焊接。
(2) 人工及焊材
3 焊接工艺设计
单盘板焊接一直以手工焊条电弧焊为主, 其缺点为焊缝成形一般、 熔敷系数较低、 焊接效率低、 焊接热输入大和焊接变形大等。
CO
半自动气体保护焊具有熔敷速度快、 焊接率高、 焊接成本低、 适用范围广等优点
。 在内浮盘单盘板焊接过程中, 采用短路过渡细丝施焊,可以获得较稳定的短路过渡焊接过程, 焊接时电弧燃烧、 熄灭和熔滴过渡均很稳定, 飞溅降到最低程度。 CO
半自动气体保护焊焊接热输入约为手工焊条电弧焊的60%, 且喷嘴出来的保护气体对焊缝有一定的冷却作用, 更有利于减小焊接变形, 尤其适用于薄板和全位置焊接。 本研究所采用的CO
半自动气体保护焊焊接工艺参数见表1,选用的焊材为常规的H08Mn2SiA 低合金钢焊丝。

胜利油田坚持线上线下融合,用互联网思维全方位打造“身边的共青团”,先后运用“1+100”平台与883名青年建起了规模化的朋友圈,运用“胜利油田青年之声”系统实现了团的工作网上发布、青年的声音网上听取、青年的意见网上搜集,累计提问1378个,浏览48万次。北化院团委推出“春雨行动”,通过润物细无声的关心关爱和思想引领,帮助青年在成长道路上有新的发展。
(1) 焊接工时

4 经济效益分析
农村大多空巢老人没有稳定的收入来源,农作物耕种受环境因素的影响,不能成为老人每年的固定收入[1]。空巢家庭中有2个及2个以上子女的家庭几乎占100%,子女不定期给予老人物质供养和生活费用,这种供养方式不固定。而养老保险金虽然固定,但是数额却无法成为老人生活的主要经济来源,在老人患有重大疾病的情况下,虽然养老保险金数额可观,但因按月发放,无法及时提供需一次性支付的医药费用,对于没有存款且子女不在身边的老人来说十分不便。我国物价不断上涨,但空巢老人养老保险金的数额变化不大,无疑加大了老人们的生活负担。
10例唾液样本经55℃高温培养后,观察仅有2号和6号样本有菌落生成,每次生成菌落<5个,重复性高。经形态学观察、革兰染色及生理生化检测筛选后,2号和6号样本均成功分离纯化到1株菌株,初步鉴定为S.salivarius,分别编号为HS_01和HS_02,并进一步行16S rDNA序列测定。
消耗工艺定额标准所采用的系数为: ①手工焊, m
(填充金属质量)=m
(焊条质量) / 0.5;②半自动气保焊, m
(焊丝质量)=1.1 m
。 焊材消耗量及焊接时间对比见表3。
焊接完成后经过检测, 单盘板成型符合标准要求。 单盘板局部凹凸度检查记录见表2,表明局部凹凸变形深度远远小于GB/T 50128—2014
验收 “不应大于50 mm” 的要求。 检测结果证明, 该工艺可以有效的降低单板的焊接变形。
和其他国家不同,我国老龄化进程速度快,而且是未富先老,金融行业、社会保障体系建设还不能有效配合养老地产的扩大;由于国外投资、保险资金和房地产投资进入养老地产是最近几年的事情,养老服务成果有待检验,政府相关部门也处于观望阶段,相关政策尚不明朗;养老地产领域在经营模式、营利模式上还缺少经验的总结。这些问题,都是中国养老地产进一步发展需要理顺的问题。
对CO
半自动气体保护焊(GMAW) 和手工焊条电弧焊(SMAW) 的经济性进行对比分析。
GMAW 和SMAW 的人工及焊材成本对比见表4。
从表3 和表4 可以看出, 同种条件下, CO
半自动气体保护焊焊接时间比手工焊条电弧焊焊接时间节约68.9%, 材料成本节约58.7%, 人工成本节省68.1%, 说明CO
半自动气体保护焊可有效提高焊接效率, 并且能够降低成本, 是一种优质高效的单盘底板焊接工艺。


5 结 论
(1) 搭设临时通道运送钢板, 解决了运输中环境受限的问题, 也避免了浮盘底板及构件大跨距吊运的变形。 内浮盘临时胎具搭设时, 采用间隔“米” 字形临时支撑间距能够满足单盘板平整度要求。
(2) 环形船舱分单元在加工厂房内预制, 现场单元组对焊接, 减少受限空间作业, 提高整体焊接质量。 采用低热输入、 高速率的细丝熔化极半自动气体保护焊代替高热输入且低效率的焊条电弧焊, 有利于减少焊接变形。
(3) 经过对比, 单盘板焊接采用CO
半自动气体保护焊, 可以有效提高焊接效率, 降低成本。
[1] 孔昭瑞. 我国组装式浮盘的发展与建议[J]. 油气储运,2010,29(11):803-805.
[2] 穆道彬. 组装式内浮盘的发展与应用研究[J]. 化工管理,2016(36):47.
[3] 王克田,李志军.FGZLFDⅠ型组装式铝浮盘在储油罐中的应用[J]. 炼油与化工,2005(1):45.
[4] 魏列民,魏邦琦. 全接液蜂窝铝浮盘运行与检维修风险控制[J]. 石油化工应用,2022,41(2):112-114.
[5] 黄玲,徐玉梅,顾玉佳. 组装式内浮顶罐的技术改造[J].油气田地面工程,1999(4):62-63.
[6] 丁少军,梁观治. 组装式铝制内浮顶使用情况调查及分析[J]. 石油化工设备,2012,41(5):66-70.
[7] 张晓东. 大型储罐单盘施工工艺[J]. 石油工程建设,2009,35(2):73-76.
[8] 王京. 储罐钢质内浮顶整体提升工艺及稳定性校核[J]. 电焊机,2016,46(7):121-123.
[9] 蒋章发. CO
+Ar 混合气体保护焊在低合金高强钢中应用[J]. 金属加工研究与应用,2009(6):39-40.
[10] 方恭庆. 单向倾斜底大型立式储罐的设计与安装[J].化工设备设计,1994(4):46-48.
猜你喜欢
恋爱婚姻家庭(2023年1期)2023-02-15 13:02:50
商品与质量(2021年17期)2021-11-24 18:16:39
航空发动机(2021年1期)2021-05-22 01:20:34
石油库与加油站(2021年1期)2021-05-11 09:08:34
山东冶金(2019年6期)2020-01-06 07:45:58
西南石油大学学报(自然科学版)(2018年4期)2018-08-02 05:42:48
安全、健康和环境(2018年5期)2018-05-31 02:07:31
橡胶工业(2015年7期)2015-08-29 06:33:00
焊接(2015年2期)2015-07-18 11:02:39
汽车科技(2015年1期)2015-02-28 12:14:42
