
L360M 钢管钨极氩弧自动外根焊工艺
2022-08-24 04:06:48张西雷邵洪波闫光宁
焊管 2022年8期
0 前 言
目前, 焊接钢管已经广泛应用于核电、 压力容器、 石油化工以及海洋工程建设中, 管道对接焊焊接质量的好坏直接关系到管道的服役可靠性与安全性。 管道施工过程中, 常用的焊接方法包括焊条电弧焊(SMAW)、 埋弧焊(SAW)、 熔化极气体保护焊 (GMAW)、 药芯焊丝电弧焊(FCAW) 和钨极气体保护焊(GTAW)等
。 焊条电弧焊因其根焊完成后, 焊缝背面会产生药皮,影响射线检测中缺欠的判断, 基本不再使用; 而埋弧焊多用于车间内焊接或预制, 很少用于现场管线焊接; 目前长输管道施工常用的熔化极气体保护自动焊由内焊机在管道内部焊接完成, 具有焊接效率高、 质量好的优点。 但对于Φ813 mm以下管径管道, 由于管径的限制, 要求内焊机结构更紧凑, 同时由于施工成本的因素, 很少采用内焊自动焊工艺, 主要采用手工焊或手工半自动焊焊接工艺
。
随着国家管网的组建, 长输管线的施工正在大力推广自动焊工艺, 外根焊自动焊焊接工艺更加适用于Φ813 mm 以下管径管道的焊接。在管道施工常用的焊接工艺中, 钨极氩弧焊具有电弧燃烧稳定、 无飞溅、 焊缝成形美观、 适用于全位置焊接、 脉冲焊接以及减少焊接热输入的优点, 因此是实现单面焊双面成形的理想焊接工艺
。
本研究以L360M Φ559 mm×12.7 mm 钢管为例介绍钨极氩弧自动外根焊工艺, 填充盖面焊采用气保护药芯焊丝自动焊工艺。
1 试验材料
采用L360M Φ559 mm×12.7 mm 高频焊接钢管进行焊接试验, 钢管应符合API SPEC 5L—2018 和GB/T 9711—2017 标准PSL2 规定, L360M屈服强度应不小于360 MPa 且不大于530 MPa,抗拉强度应不小于460 MPa 且不大于760 MPa,经过核实管材质量证明书, 其实际屈服强度为401 MPa, 抗拉强度为510 MPa, 符合标准要求,管材化学成分见表1
。

根据等强度原则, 钨极氩弧自动焊选择屈服强度不小于390 MPa、 抗拉强度490~670 MPa 的钨极惰性气体保护电弧焊用实心焊丝W49A36,经过复检, 熔敷金属实际屈服强度452 MPa、 抗拉强度568 MPa, 其化学成分见表2
。

根据要求分别从管周向45°位置截取8 件侧弯试样, 并根据DEC-OGP-G-WD-002—2020-1 《油气管道工程线路焊接技术规定》 要求在侧弯试样邻近位置截取4 件背弯试样, 采用D=90 mm 的压头将试样压入模具内, 弯曲角度180°
, 试验结果见表5。
2 焊前准备
钢管内外表面坡口及两侧10 mm 范围内管口应完好无损, 无铁锈、 油污、 油气、 毛刺等, 并应采用机械法清理至显现金属光泽。 相邻管口螺旋焊缝管或直缝间距错开≥100 mm
。管端坡口一般应采用机械加工, 坡口形式及尺寸如图1 所示。 加工的焊接坡口表面应进行外观检查, 坡口表面要求平滑无加工沟槽, 不应有分层、 裂纹等缺欠。

L360M Φ559 mm×12.7 mm 钢管焊前可不预热
, 其他材质钢管的焊接预热要求应按照焊接工艺规程执行。 焊接前, 应检查焊接设备指示仪表、 开关位置和电源极性、 保护气体流量等。 采用Φ3.2 mm 的铈钨极焊接, 根焊采用脉冲电流模式, 确保焊缝背面成形良好, 根焊焊接工艺参数见表3。 填充盖面焊采用气保护药芯焊丝自动焊上向焊工艺, 共计焊接5 层 (5 道), 焊接层(道) 数如图2 所示。 为防止第一遍填充焊时烧熔根焊, 可在完成根焊后采用钨极氩弧自动焊进行第一遍填充焊。
3 钢管焊接
组对间隙应保持在0~0.5 mm 范围内, 组对时应尽量减小错边量, 为保证根部焊透, 组对最大错边量应小于或等于1.0 mm, 错边应沿圆周均匀分布, 不应使用锤击法校正错口。
根据要求分别在平焊、 立焊、 仰焊位置截取冲击韧性试样, 每个位置分别截取焊缝、 熔合线各一组 (一组3 件), 加工夏比V 形缺口试样,V 形缺口夹角45°, 根部半径0.25 mm, 韧带宽度8 mm (缺口深度2 mm)
, 试验结果见表6。从表6 可以看出, 试验结果符合标准要求(单值应不小于30 J, 均值应不小于40 J)。

4 焊后检验
4.1 外观检查及无损检测
根据要求分别从管周向45°位置截取4 件刻槽锤断试样, 试样规格为12.7 mm×25 mm, 刻槽形式为三面刻槽。 试验方式可以选择以下三种: ①在拉伸机上拉断; ②支承两端, 打击中部锤断; ③支承一端, 锤断另一端。 断口暴露面宽至少应达到19 mm。 每个刻槽锤断试样的断裂面应完全熔透和熔合, 任何气孔的最大气孔应不大于1.6 mm, 且所有气孔的累计面积应不大于断裂面积的2%, 夹渣高度应不超过0.8 mm, 长度应不大于钢管公称壁厚的1/2, 且小于3 mm; 相邻夹渣之间至少应有13 mm
。 试验结果均未见明显缺欠。
3.1.2 开胸手术构建二尖瓣反流模型 模型优点是能够通过直接控制二尖瓣附属物研究其各部分对于左室功能的影响;缺点为需要开胸手术,难度较大[10-15]。
根据要求分别从管周向45°位置截取4 件拉伸试样, 使用拉伸机测量出拉伸试验时的最大载荷, 用拉伸试验时的最大载荷除以试样在拉伸前测定的最小横截面积计算出抗拉强度
, 结果见表4, 经计算4 件拉伸试样的抗拉强度均符合验收指标要求。
4.2 拉伸试验
2013年以来,国务院及相关部委依次发布《绿色建筑行动方案》、《促进绿色建材生产和应用行动方案》、《关于大力发展装配式建筑的指导意见》等文件,旨在转变城乡建设模式和建筑业发展方式,大力发展绿色建材,推动建筑工业化,最终实现生态文明建设。相较于其他装配式建筑,现代木结构建筑更加节能环保,预制装配率高且更加精细化,施工运输也都更为方便,具有一定的灵活机动性,更易推广应用。

4.3 弯曲试验
钨极氩弧自动焊焊接过程中应采用氩气进行保护, 所采用的氩气应符合GB/T 4842—2017《氩》 的相关规定, 且纯度不应低于99.96%, 含水量小于20 mg/L
。

4.4 刻槽锤断试验
对根焊缝表面进行外观检查, 焊缝成形良好, 焊缝背面无裂纹、 未熔合、 未焊透、 气孔、咬边、 凹坑等缺欠。 焊缝与母材圆滑过渡, 焊缝背面余高为1.0~1.5 mm。 待填充盖面焊接完成后进行外观检查, 焊缝表面进行射线检测和相控阵超声波检测, 射线检测执行SY/T 4109—2020《石油天然气钢质管道无损检测》, 相控阵超声波检测除执行SY/T 4109—2020 《石油天然气钢质管道无损检测》 外, 还应满足DEC-OGP-GNT-004—2020-1 《油气管道工程相控阵检测技术规定》, 射线检测和相控阵超声波检测结果均为Ⅰ级(不低于Ⅱ级为合格), 符合要求。
4.5 冲击韧性试验
社区居家养老一词最早出现在《关于加快实现社会福利社会化的意见》中,区别于传统的建立在血缘关系上,由子女或亲戚赡养的养老服务模式,现代意义上的社区居家养老模式是以社区为平台、以家庭为基础、以政府为主导、以社会力量为补充的多元主体参与的服务模式,旨在为老年人群提供生活照料、家政服务、医疗保健等物质需求和娱乐、关爱、心理咨询等精神需求,是与机构养老、家庭养老相互补充的一种养老模式。
The Distributed Data Network for Intelligent Ship……………ZHONG Wei, LU Jinhui(4·30)

4.6 宏观金相检验
分别在平焊、 立焊、 仰焊位置截取宏观金相试样, 试样加工时应去除由于取样造成的形变和热影响区
。 试样的一个断面经研磨腐蚀后, 作为检验面, 应使用5 倍放大镜对检验面进行宏观检验, 检验结果未见裂纹和未熔合, 符合刻槽锤断试样断面的要求。
1.2 方法 对于女方筛查结果为携带者的家庭进行电话随访及门诊咨询建议配偶进行进一步基因检测。配偶的检测方法为芯片筛查结合相应基因序列分析,而由于GJB2基因序列短及突变率高,所有基因序列分析均进行GJB2及相应基因检测。
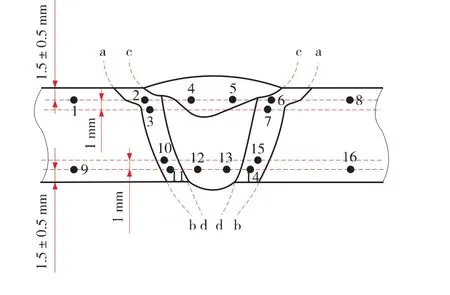
4.7 硬度试验
按标准要求取全焊缝截面的硬度试样, 试样磨光后用腐蚀剂对焊缝横截面进行腐蚀, 确定焊缝、 熔合线和热影响区的位置, 硬度试验点的位置如图3 所示。 硬度试验结果见表7,从表7 可以看出, 硬度值未超过标准规定的265HV
, 由于坡口尺寸较小, 焊缝区热量较为集中, 焊缝受焊接热循环的影响, 硬度比母材和热影响区高一些。

5 结束语
通过对焊接钢管外观检查、 无损检测、 焊接接头的力学性能试验的测定, 结果表明, 采用钨极氩弧自动外根焊工艺可保证根焊焊接质量, 降低焊工劳动强度, 减少焊接过程中的停顿, 提高施工效率, 具有推广应用价值。
[1] 唐丽,李东,刘成,等. 热丝TIG 焊在管道焊接中的应用[J]. 焊管,2017,40(6):30-32.
[2] 鹿锋华,马霞,王俊红,等. 管道外根焊自动焊工艺[J].焊接技术,2018,47(7):63-68.
[3] 陈祝年. 焊接工程师手册(第2 版)[M]. 北京:机械工业出版社,2010:332-333.
[4] 中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会. 石油天然气工业 管线输送系统用钢管:GB/T 9711—2017[S]. 北京:中国标准出版社,2017.
[5] 美国石油协会. 管线钢管规范:API SPEC 5L[S]. 华盛顿,美国:美国石油协会出版业务部,2018.
[6] 国家能源局. 承压设备用焊接材料订货技术条件 第3 部分: 气体保护电弧焊钢焊丝和填充丝: NB/T 47018.3—2017[S]. 北京:新华出版社,2017.
[7] 中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会. 钨极惰性气体保护电弧焊用非合金钢及细晶粒钢实心焊丝:GB/T 39280—2020[S].北京:中国标准出版社,2020.
[8] American Welding Society. Specification for Carbon Steel Electrodes and Rods for Gas Shielded Arc Welding:AWS A5.18/A5.18M:2017[S]. Miami,USA:AWS,2017.
[9] 中华人民共和国住房和城乡建设部,中华人民共和国国家质量监督检验检疫总局. 石油天然气站内工艺管道工程施工规范:GB 50540—2009 (2012 年版) [S].北京:中国计划出版社,2010.
[10] 中华人民共和国住房和城乡建设部,中华人民共和国国家质量监督检验检疫总局. 油气长输管道工程施工及验收规范:GB 50369—2014[S]. 北京:中国计划出版社,2014.
[11] 中华人民共和国住房和城乡建设部. 现场设备、工业管道焊接工程施工规范:GB 50236—2011[S]. 北京:中国计划出版社,2011.
[12] 中华人民共和国国家质量监督检验检疫总局, 中国国家标准化管理委员会. 钢质管道焊接及验收:GB/T 31032—2014 [S]. 北京:中国标准出版社,2015.
[13] American Petroleum Institute. Welding of Pipelines and Related Facilities:API 1104—2021[S].Washington,USA:API,2021.
[14] 国家市场监督管理总局,国家标准化管理委员会. 金属材料 夏比摆锤冲击试验方法: GB/T 229—2020[S]. 北京:中国标准出版社,2020.
[15] 中华人民共和国国家质量监督检验检疫总局, 中国国家标准化管理委员会. 钢的低倍组织及缺陷酸蚀检验法:GB/T 226—2015[S]. 北京:中国标准出版社,2015.
猜你喜欢
山东冶金(2022年3期)2022-07-19 03:25:22
建材发展导向(2021年22期)2022-01-18 06:12:28
建材发展导向(2021年10期)2021-07-16 07:13:40
建材发展导向(2021年6期)2021-06-09 05:57:08
Annals of Applied Mathematics(2020年3期)2020-09-14 10:51:02
金属加工(热加工)(2020年12期)2020-02-06 05:59:00
中州大学学报(2019年3期)2019-07-17 06:45:12
电子制作(2018年10期)2018-08-04 03:24:26
武汉工程职业技术学院学报(2017年1期)2017-04-24 08:34:24
制造业自动化(2017年2期)2017-03-20 14:26:13
