
N80 钢级直缝高频焊石油套管的研制
2022-08-24 04:06李远征毕宗岳陈浩明陈佳遥唐家睿高盟召侯永利
焊管 2022年8期
0 前 言
石油套管是固定油气井井壁用钢管, 用于各油田的钻采作业。 由于其所处的工作环境和条件恶劣, 要求套管不但要承受套管柱产生的拉力,还要承受地层蠕动等而产生的挫断力、 射孔带来的开裂力等
。 通常, 石油与天然气开采用的套管需满足API 标准的相关要求, API SPEC 5CT
标准规定, J55、 N80、 P110 等钢级套管有无缝管和电焊管两种类型, 与无缝管相比, 电焊管具有生产效率高、 尺寸精度好、 规格范围宽、 母材缺陷少等优势而被广泛推广应用
,因此, 国际上普遍采用高质量的焊管 (API SPEC 5CT) 取代无缝钢管
。 20 世纪80 年代初,美国、 加拿大等国就已将高频直缝电阻焊(HFW) 套管应用在3 000 m 深井中
。 在国内,由于各生产厂家对HFW 钢管技术的掌握程度不同、 思想认识不同以及产品定位不同等种种原因
, HFW 套管发展缓慢, 目前主要以J55 钢级为主, 并用作表层套管, 对于市场应用广泛、 更高级别的N80 钢级表层套管和油层套管用量很少。 为了进一步发挥HFW 套管技术与效益优势, 为油田用户降本增效, 采用高频焊+全管体热处理工艺, 开发了性能优良的N80 钢级HFW 套管。
本研究针对试制的N80 钢级HFW 套管开展了理化性能检测和全尺寸实物性能试验研究。
对于因物业服务企业擅自提高收费标准或者巧立名目乱收费而导致业主拖欠物业服务费的情形,笔者认为物业服务企业擅自提高收费标准或者乱收费的行为违反了法律规定,超出收费标准的部分应当确定为无效,业主应当按照当地政府物价部门规定的收费标准缴纳物业服务费,对于多余的部分可以不缴纳,同时政府价格监督管理部门应当对物业服务企业的违法收费行为给予行政处罚。
1 试验材料
API SPEC 5CT 标准对Φ244.48 mm×11.05 mm N80 钢级套管性能要求如下: 屈服强度为552~758 MPa, 抗拉强度>689 MPa, 延伸率≥18%,管体横向冲击功≥14 J。 因此, 在化学成分设计时, 一方面要考虑套管管坯的成型焊接质量, 另一方面也要考虑钢管的淬透性, 确保管材热处理后性能满足标准要求。 C 和Mn 是钢中最基本的强化元素, 可显著提高钢的淬透性, 但是当两者的含量均较高时, 会产生严重的偏析带, 造成焊缝韧性下降。 在钢中添加少量的Nb、 V 和Ti,除了细化晶粒以外, 也能提高钢的高温回火性能和强度。 S、 P 是有害元素, 会降低管坯的塑性和韧性, 故应尽可能降低其含量。 试验套管的化学成分见表1。

2 HFW 套管试制工艺
(1) 卷板规格为1 530 mm×11.05 mm。 板坯最终轧制温度设定为860 ℃, 卷取温度设定为600 ℃。 卷板制备工艺流程为: 铁水预处理→转炉冶炼→LF 炉精炼→连铸→加热→粗轧→精轧→层流冷却→卷取→检验→包装出厂。
(2) 管坯规格为Φ244.48 mm×11.05 mm。 焊接功率设定为400 kW, 焊速设定为15 m/min。 焊管坯制备工艺流程: 卷板拆卷→纵剪→钢板边缘加工→管成型→焊接→内外毛刺清除→焊缝无损探伤→定径→飞剪→静水压试验→称重、 测长、打标记。
从表2 可知, 试制套管壁厚偏差和外径偏差分别为-0.1%~1.1%和0.18%~0.82%, 优于无缝套管且完全满足API SPEC 5CT 要求(壁厚≥-12.5%t,外径为-0.5% OD ~+1.0% OD), 高几何尺寸精度和均匀壁厚可有效提升管体的抗外压挤毁性能。
(4) 采用进口数控专用螺纹机床加工API SPEC 5B
标准的偏梯螺纹。
3 试验结果
3.1 几何尺寸
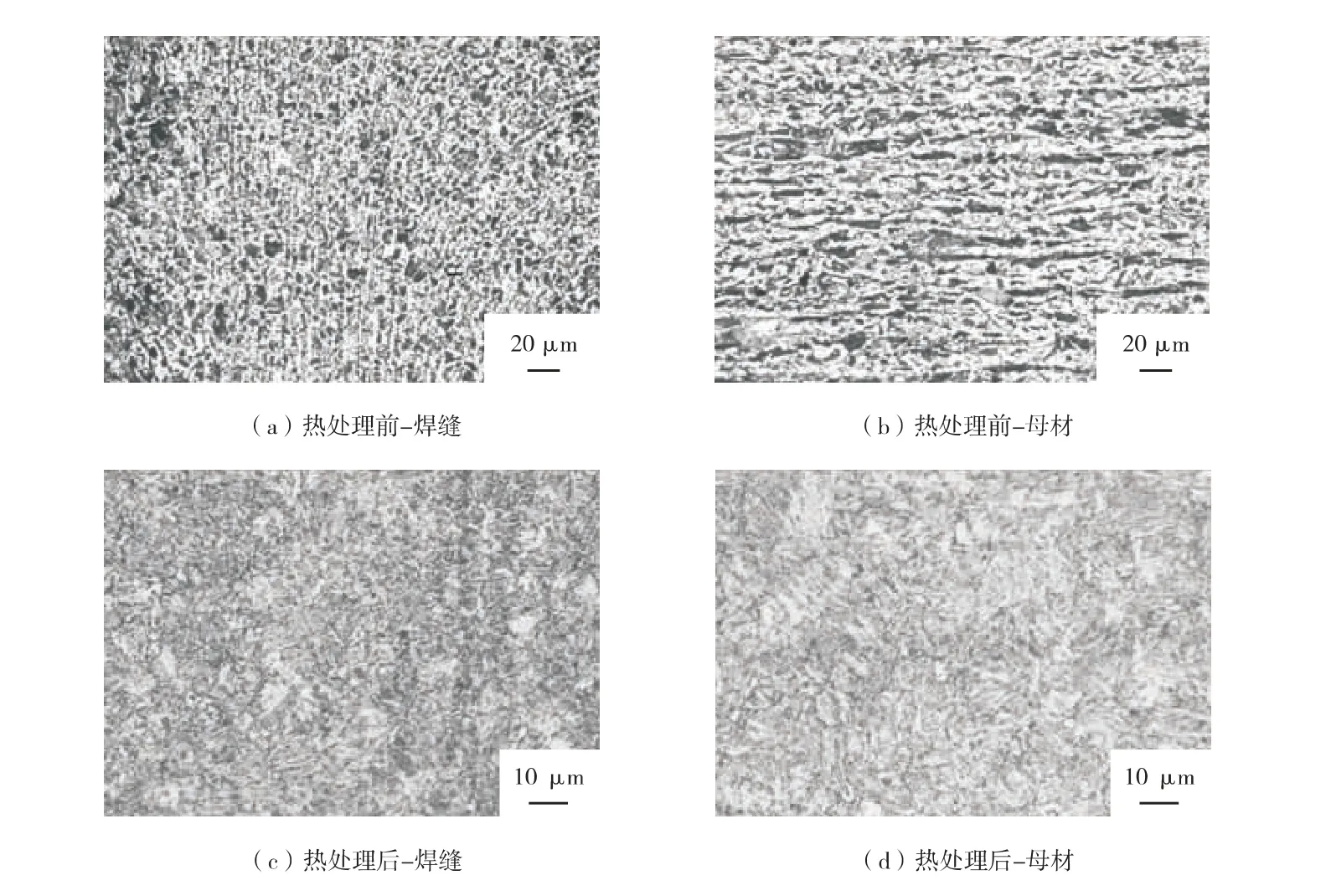
分别在热处理前后的试验管上制取金相试样, 经研磨、 抛光后用4%的硝酸酒精侵蚀, 使用Olympus-PMG3 型显微镜观察试样的显微组织形貌, 结果如图3 所示。 由图3 (a) 可以看出,热处理前焊缝区域金属流线特征明显, 这是由于在焊接过程中, 母材中的偏析带和轧制线在高温作用下并未完全熔化或溶解, 在管壁两侧压力作用下形成的一种结晶组织; 图3 (b) 表明, 热处理前母材组织为铁素体+珠光体且存在一定的偏析现象, 带状组织为2.5 级, 晶粒度为10 级,与热处理前母材组织相比, 焊缝中心珠光体含量降低, 铁素体含量增多, 这与碳元素烧损或富碳液相 (含C、 Mn 等) 被挤出有关; 图3 (c) 和图3 (d) 表明, 全管经热处理后, 焊缝、 热影响区和母材的组织相似, 组织中的铁素体基体中弥散分布着大量细小的碳化物颗粒, 组织类型为回火索氏体+少量铁素体, 回火索氏体是马氏体高温回火的产物, 具有细密的结构和优良的综合力学性能。
在试制套管上取样并加工拉伸试样, 试样尺寸为50.8 mm×31.8 mm。 按照ASTM A370
标准要求进行拉伸试验; 同时根据ASTM E23
标准要求在0 ℃条件下进行冲击试验, 冲击试样尺寸为7.5 mm×10 mm×55 mm, 试验结果见表3。 由表3 可知, 经过全管热处理后的HFW 套管的母材横向和焊缝中心的的冲击功值大幅超出标准要求且接近一致, 基本实现了母材和焊缝的“等韧性” 匹配, 同时所试制套管的屈服强度、 抗拉强度和延伸率也达到了API SPEC 5CT 标准要求的中上线水平。
(5)单体浓度在m(AMPS)∶m(AA)∶m(AM)为6∶4∶2,水浴温度65℃,引发剂加量0.2%,pH值为6条件下合成缓凝剂,并配置水泥浆(配方A)进行性能评价,实验数据显示最佳的合成单体浓度为30%(表5)。


(3) 采用步进连续式加热炉将管坯加热到A
以上并保温一定时间, 经高压水除鳞、 辊道运输, 再由旋转机构运送至淬火装置, 并采用外淋+内喷冷却方式进行快速冷却; 在回火炉中进行全管高温回火和热旋转矫直处理, 热矫直温度≥400 ℃。
3.2 拉伸与冲击性能
2.4 艾滋病干预检测服务利用 三种职业流动人口获得免费安全套和宣传材料的比例差异均无统计学意义(P>0.05)。三种职业流动人口仅有25人最近一年接受过HIV检测,知道检测结果和曾接受检测前咨询服务的比例均为76%(19人),其中,建筑工人接受检测前咨询的比例最高;企业工人知晓检测机构、最近一年接受过HIV检测的比例均高于其他两种职业,见表2。

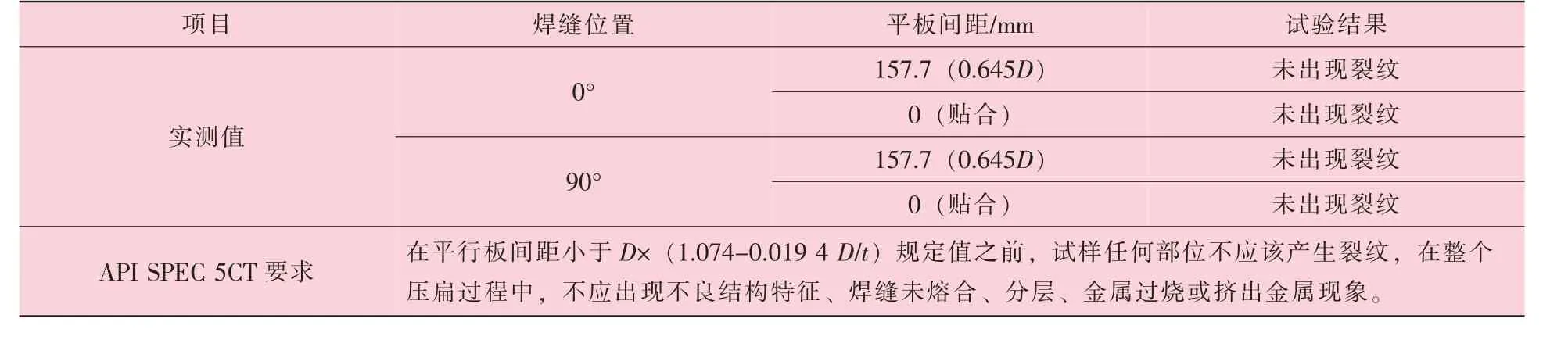
3.3 压扁试验
Φ244.48 mm×11.05 mm N80 钢级直缝高频焊套管挤毁试验后形貌如图4 所示, 实际抗挤毁强度最大值43.5 MPa, 最小值40.1 MPa, 平均值41.8 MPa, 远远超出API TR 5C3
的标准要求, 充分表明HFW 焊接套管具有优异的抗挤毁性能。

3.4 显微组织分析
采用外径千分尺、 壁厚测厚仪及普通长度量具等对N80 钢级直缝高频电阻焊套管的几何尺寸进行测量, 检测位置如图1 所示, 检验数据见表2。
矿区内圈出Ⅰ号、Ⅱ号铅锌矿体,赋存于硅化强烈的阿克沙克组灰岩中,矿体呈透镜状,其长轴方向与围岩走向平行,产状与围岩基本一致(图5),局部有穿层现象,同时在铅锌矿体中亦可见灰岩的残留体。
3.5 抗挤毁性能
压扁试样管环长度为100 mm, 分别在焊缝0°和90°位置进行试验, 结果见表4, 压扁后试样宏观形貌如图2 所示。 可以看出, 在焊缝0°和90°位置将试样压至平行间距157.7 mm 时,焊缝及其他位置均无裂纹; 压至管壁贴合时, 母材没有出现分层现象, 焊缝无裂纹, 这表明材料焊接性良好, 焊缝性能优良。
3)泛雅平台很有效地解决了一刀切教学模式下,无法掌握每个学生的学习情况,通过平台的作业完成情况以及课程浏览情况,结合每单元结束后的测试,能够充分了解学生对课程的掌握度。但是学生们无法掌握自己相对于其他同学的学习情况,平台可以发布课程完成度榜单以及教师给学生评价系统以激励学生努力学习,提高效率。

3.6 接头实物性能
试制的Φ244.48 mm×11.05 mm N80 BC 螺纹直缝高频焊套管在室温下进行极限载荷试验, 试验结果见表5。 由表5 可以看出, 试制的直缝高频焊套管抗滑脱性能、 抗内压至失效强度均超出标准要求13%以上, 确保了工程所需的性能要求。

4 结 论
(1) 采用高频焊+全管体调质热处理工艺制造的N80 钢级套管的几何尺寸、 理化性能和全尺寸实物性能均满足相关标准要求。
(2) 经全管调质处理后, HFW 套管的焊缝、热影响区和母材组织性能差异较小, 组织为回火索氏体+少量铁素体, 基本实现了焊缝与母材“等韧性” 匹配。
(3) HFW 焊接套管尺寸精度高, 性能均匀,且具有良好的抗挤毁性能。
[1] 张作贵,董晓明,田青超,等. N80 ERW 套管调质前后焊缝组织演变的EBSD 研究[J].电子显微学报,2010,29(1):98-103.
[2] 美国石油协会. 套管和油管规范(第10 版):API SPEC 5CT [S]. 华盛顿:美国石油协会出版业务部,2018.
[3] 张始伟. ERW 石油套管的应用及市场分析[J]. 焊管,2008,31(1):12-19.
[4] 侯庆平. 直缝ERW 石油套管N80 的研制[J]. 金属世界,2009(1):7-9.
[5] 介升旗, 刘永平. 国内ERW 焊管发展现状及其质量控制[J]. 焊管,2006,29(6):74-79.
[6] 郝庆乐. 中小口径高频焊管无缝化技术与装备开发研究[D]. 北京:北京科技大学, 2018.
[7] 张晓磊,刘妍,袁晓鸣,等. N80 级ERW 石油套管用钢的组织转变及性能[J]. 包钢科技,2021,47(4):50-53.
[8] 聂向晖,王滢,刘小峰,等. HFW 焊缝结构参数对其冲击性能的影响[J]. 热加工工艺,2012,41(15):8-11,15.
[9] 肖绍嵩. 石油套管及钻杆生产现状及发展趋势[J]. 石油矿场机械,2002,31(6):19-22.
[10] 刘法涛,张始伟. 由新日铁ERW 套管看我国高钢级ERW 套管的发展[J]. 焊管,2006,29(2):5-9.
[11] 李记科,齐玉钗,高建忠. 国内ERW 钢管生产情况[J]. 焊管,2006,29(6):63-67.
[12] 美国石油协会. 套管、油管和管线管螺纹加工、测量和检验:第16 版:API SPEC 5B[S]. 华盛顿:美国石油协会出版业务部,2017.
[13] 美国材料与试验技术委员会. 钢产品机械性能试验的标准试验方法和定义:ASTM A370[S]. 西康舍霍肯:美国材料与试验学会,2017.
[14] 美国材料与试验技术委员会. 金属材料缺口冲击试验的标准试验方法:ASTM E23[S]. 西康舍霍肯:美国材料与试验学会,2018.
[15] 美国石油协会. 套管或油管的性能计算 (第17 版):API Technical Report 5C3[S]. 华盛顿:美国石油协会出版业务部,2018.
猜你喜欢
装备环境工程(2022年3期)2022-04-09
煤气与热力(2022年2期)2022-03-09
理论与创新(2020年11期)2020-07-26
石油研究(2019年12期)2019-09-10
山东工业技术(2018年23期)2018-12-27
智富时代(2018年7期)2018-09-03
智富时代(2018年7期)2018-09-03
西部论丛(2018年7期)2018-08-31
食品界(2017年7期)2017-08-24
中学化学(2016年12期)2017-02-05
