
汽车尾灯灯壳注射模设计
2022-07-27 03:08石波,李强
模具工业 2022年7期
0 引 言
塑料因其比强度大、加工性能好的特点被用于成型结构多样化的功能构件,已广泛应用于汽车行业,使汽车功能构件能实现众多应用特征的集成设计
。汽车尾灯灯壳是车灯照明系统内部功能件,为非外观件,装配尺寸多,灯头孔、后盖孔等装配定位尺寸的精度要求高
,对其模具设计和制造要求也高。针对某车型尾灯灯壳,介绍了其注射模的设计要点,以供同类塑件模具结构设计借鉴。
1 尾灯灯壳结构分析
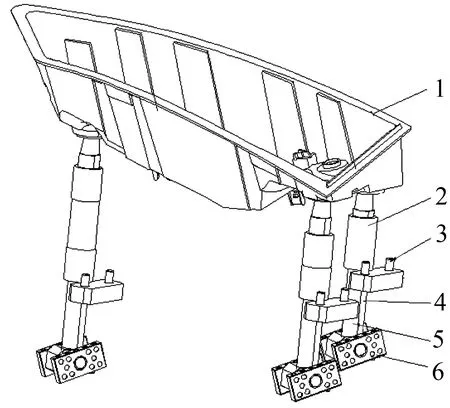
图1所示为某车型尾灯灯壳结构,材料为聚碳酸酯(PC)/丙烯腈-丁二烯-苯乙烯塑料(ABS),收缩率为0.5%,外形尺寸为337 mm×123 mm×156 mm,平均壁厚为2.2 mm,不能存在气泡、熔接痕等外观缺陷。
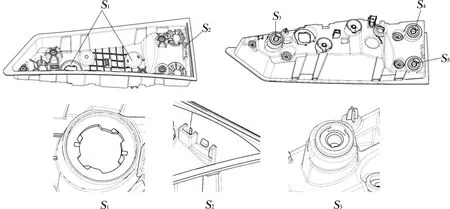
由于塑件为结构功能件,存在多处装配要求,
为灯头安装孔,可以正向脱模,但尺寸精度要求高;
为塑件内侧壁上的安装扣,是模具开模方向上的倒扣;
、
、
为固定车身钣金的安装孔,其脱模方向与模具开模方向不一致,这些特征都增加了模具的设计难度。
2 尾灯灯壳注射模设计
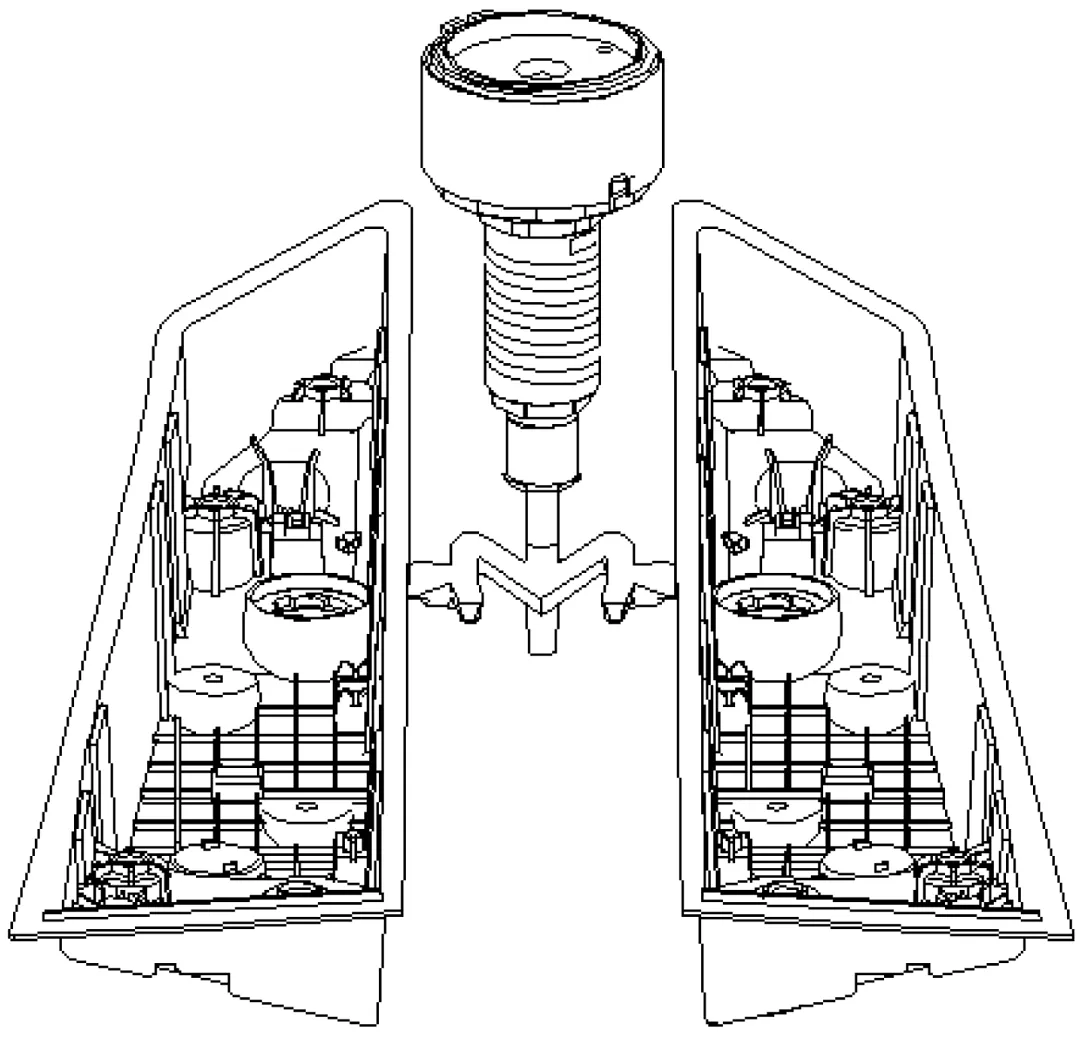
2.1 浇注系统设计
尾灯灯壳注射模采用1模2腔布局,分别成型左、右尾灯灯壳。热流道浇注系统如图2所示,采用单点开放式热流道和侧浇口,浇口尺寸为20 mm×1.2 mm。
我被东洋兵搡到一排青砖房子的西头。他们打开个房门,一脚把我踹进去,哐当一声就把门给锁上了。我爬起身,使劲拍着门板,大声叫唤着:“门打开,门打开!我有话跟你们说!”
2.2 模具脱模机构设计
2.2.1 镶件结构
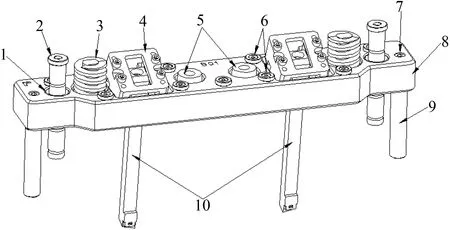
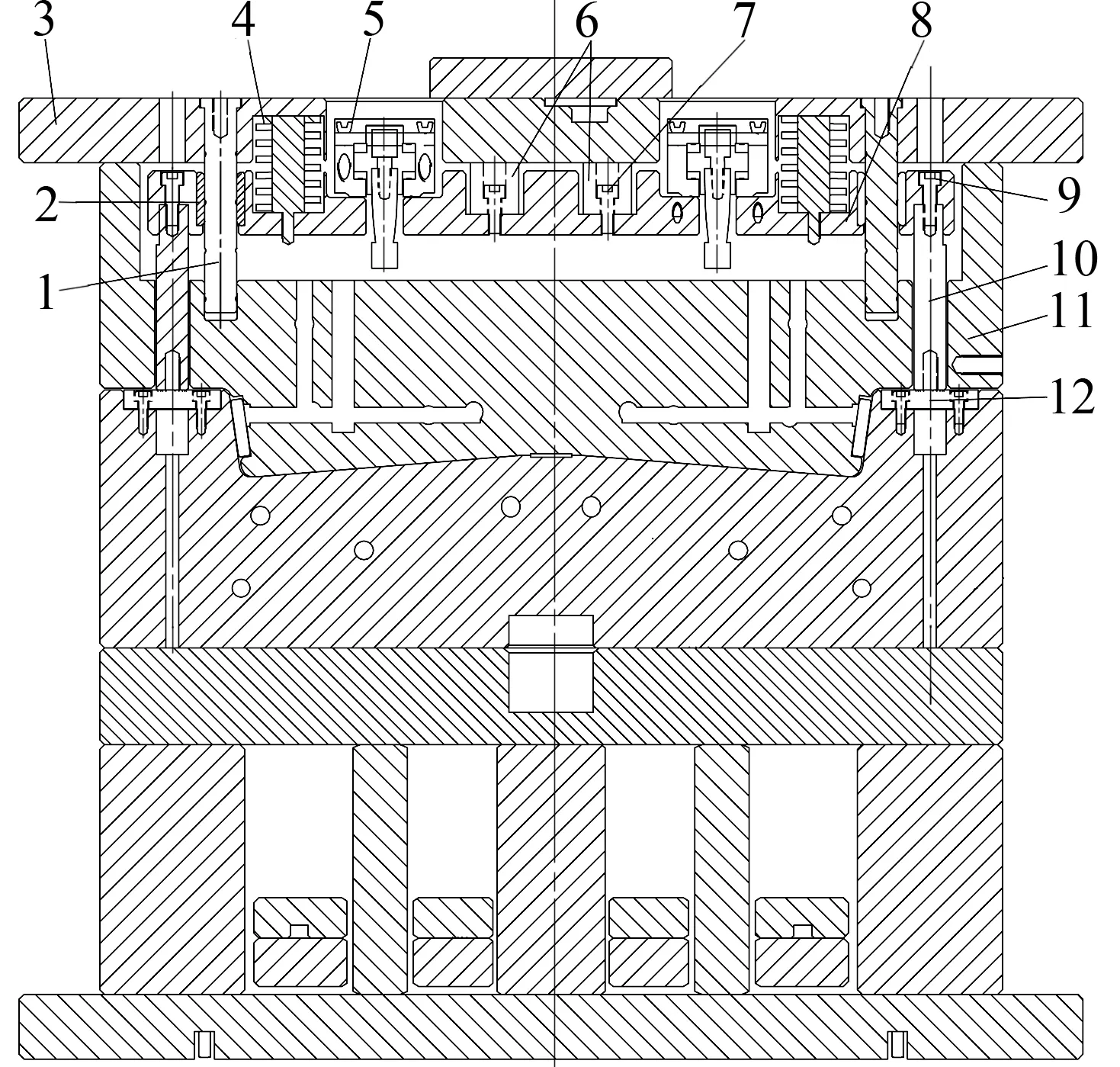
该型芯托板抽芯机构在模具上的装配关系如图7所示,抽芯杆上端成型塑件的安装孔倒扣,下端与滑动座连接,滑动座固定在型芯托板上,利用型芯托板带动抽芯杆运动。抽芯杆穿过导滑套,导滑套为抽芯杆的运动提供润滑及导向。防转块通过螺钉固定在型芯上,防转块与抽芯杆的防转平面间隙配合,其作用是防止抽芯杆转动。
(3)动、定模分别接模温机,动、定模温度独立控制。
2.2.2 斜顶脱模机构
为了实现尾灯灯壳型腔侧
倒扣的成型及脱模,模具设计了斜顶脱模机构,如图4所示。
1.1 一般资料选取2017年1月~2018年1月我院收治的64例慢性重症乙肝患者进行研究,将其分为对照组和实验组,对照组32例。对照组:男性患者14例,女性患者18例;年龄范围22~67岁,平均年龄(44.52±4.67)岁,文化程度为初中以下10例、高中12例、大专8例、本科2例;实验组:男性患者21例,女性患者11例;年龄范围23~68岁,平均年龄(45.24±4.42)岁,文化程度为初中以下9例、高中12例、大专8例、本科3例。对比两组患者的一般资料,无显著差异(p>0.05),有可比性。
该斜顶脱模机构在模具上的装配关系如图5所示,斜顶座固定在推杆固定板上,斜顶杆一端固定在斜顶座上,另一端用于成型
倒扣结构。推杆固定板通过导柱导套进行导向,聚氨酯弹簧通过螺钉安装在推杆固定板上,弹簧安装在推杆固定板及定模座板的盲孔内,弹簧及聚氨酯弹簧为斜顶机构提供驱动力。限位钉固定在推杆固定板底部,与定模座板接触,对推杆固定板起支撑作用;复位杆通过螺钉固定在推杆固定板上,其作用是驱动斜顶机构复位。
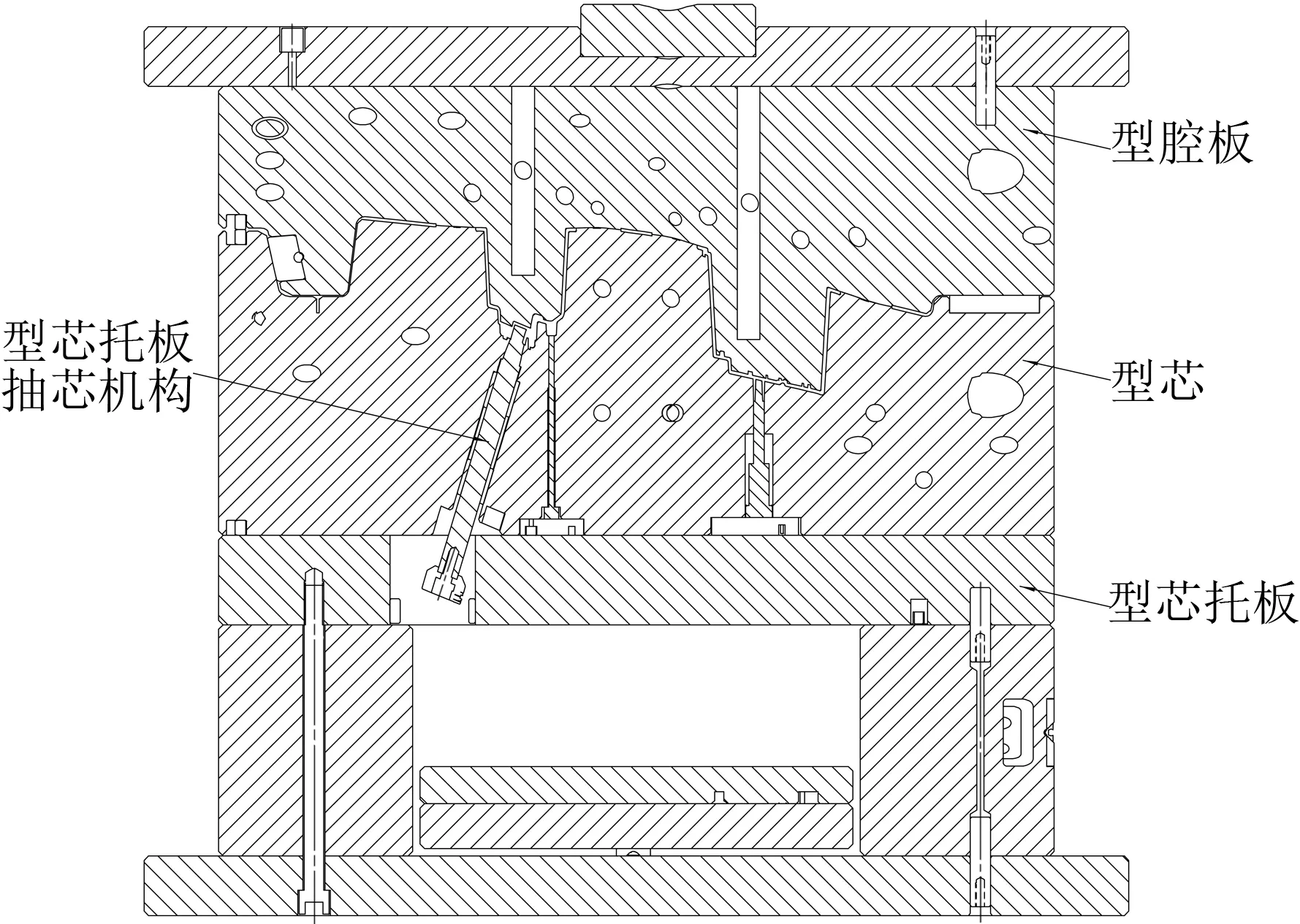
2.2.3 型芯托板斜抽脱模机构
(2)冷却水路直径为
11 mm,水井直径为
18 mm,相邻水路之间间距为45 mm,水路距离塑件表面距离为20~25 mm。
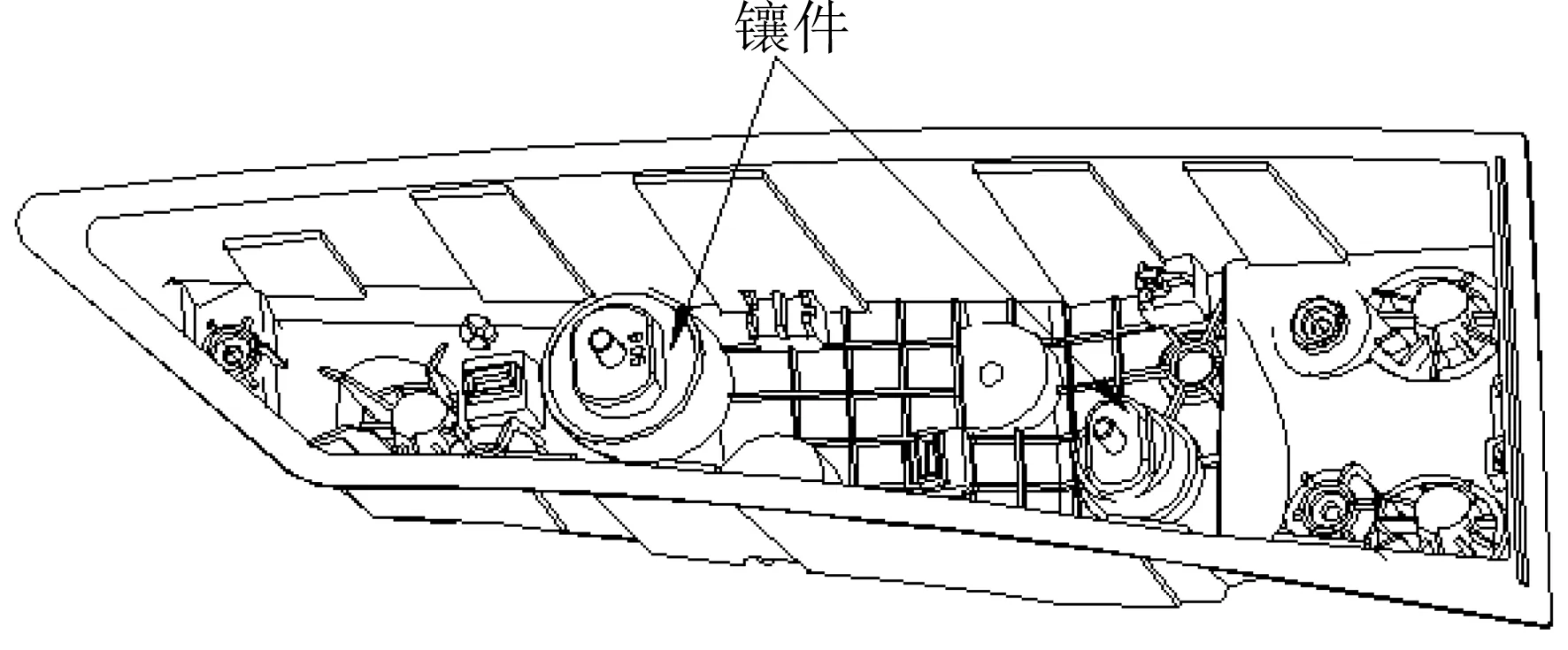
为了便于控制尾灯灯壳
灯头安装孔的成型精度,在模具型腔中设计了镶件结构,如图3所示,有利于车灯灯头安装尺寸的调整控制。
2.3 推出系统设计
模具推出系统设计如图8所示,采用推杆推出塑件,推出距离为40 mm。
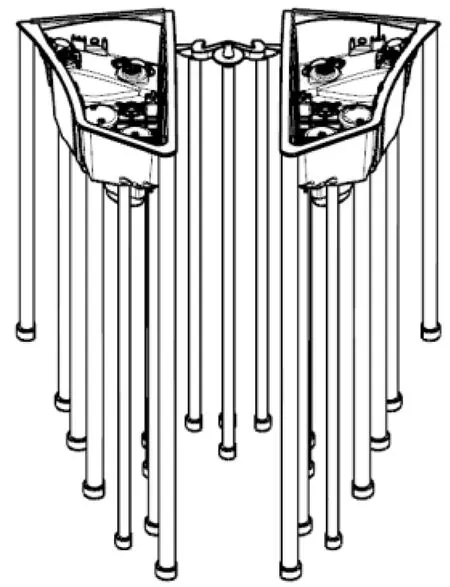
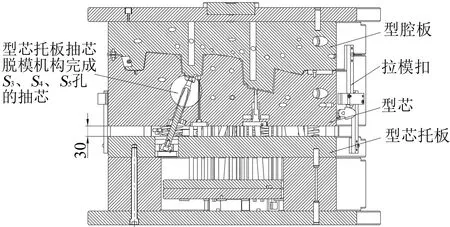
(1)模具完成注射填充后进行开模,型芯托板与型芯先分离,型芯托板抽芯脱模机构进行抽芯运动。当型芯托板与型芯分离30 mm后停止运动,型芯托板斜抽脱模机构完成对塑件
、
、
车身钣金安装孔的抽芯脱模,型芯托板斜抽脱模机构运动终止状态如图10所示。
2.4 冷却系统设计
为避免塑件冷却不均导致成型周期偏长或塑件产生翘曲变形,该模具动、定模水路设计特点如下。
(1)动、定模水路冷却系统采用“水路+水井”的设计方案,如图9所示,冷却系统整体沿塑件形状设计随形水路,局部冷却不均的区域设计水井冷却,以保证塑件冷却均匀。

为了实现尾灯灯壳
、
、
车身钣金安装孔的成型及脱模,模具设计了型芯托板斜抽脱模机构,如图6所示,主要由抽芯杆、导滑套、防转块与滑动座组成。
游学的跨文化体验教学模式正得到全球的认可,对于我国而言,能有效吸引外国大中小学生来华留学、游学,这不仅是外国人了解中国、传播中国形象、讲好中国故事最直接的途径,而且能形成一种文化产业。如何在短时期内让游学生系统、形象地了解中国历史文化、社会经济、风土人情及人民生活等之现状,需量身定制课程类出版物,且必须有全新的思路或模式。
高校开展资助育人工作,不仅仅需要做好经济层面的资助以外,还需要加强对贫困学生的引导和教育,但是,高校在进行资助育人工作中,对于困难大学生自身综合能力的提升有极大的限 制。由于贫困学生在思维模式固定、生活条件所迫和个人解决问题的能力缺失,对资助学生的综合能力提升有很大的限制。高校在进行资助教育时,组织的教育活动与学生注重的专业严重分离,从而导致资助工作和学生的教学工作无法正常衔接,阻碍贫困学生的学习能力的提升。此外,高校需要不断的提高贫困大学生解决困难的能力,将培养学生的综合能力作为高校资助育人的重要工作。
3 尾灯灯壳注射模工作原理
推荐理由:“回弹力”是人们在面对困扰、挫败和威胁时所表现出的生存能力。芬兰焦点解决大师本·富尔曼用真实故事和积极心理学,写作了《回弹力》。在书中,他梳理了人类智慧的多种生命资源,比如人与人的关系、对意义的追寻、有意识地选择改变视角等,从而能有意识、有目的地使用自身的生命资源找到走出困境的契机。
此外,传统方法中一般是将对A阵完成消元计算后的A(n-1)′阵中的对角元素取倒数后的系数矩阵A(n-1)″作为因子表,以减少后续对F阵前代计算中的除法,从而提高计算速度。而规格化计算更是大量用对角元素去除对角元素左侧的各个元素。因此,如果在规格化每行元素之前就将对角元素取倒数,然后用对角元素的倒数值去乘对角元素左侧的各个元素来完成规格化计算,则可减少更多的除法计算,进一步提高计算速度。此时对A阵完成消元计算后所得到的是A(n-1)″阵而不是A(n-1)′阵,可直接作为因子表。
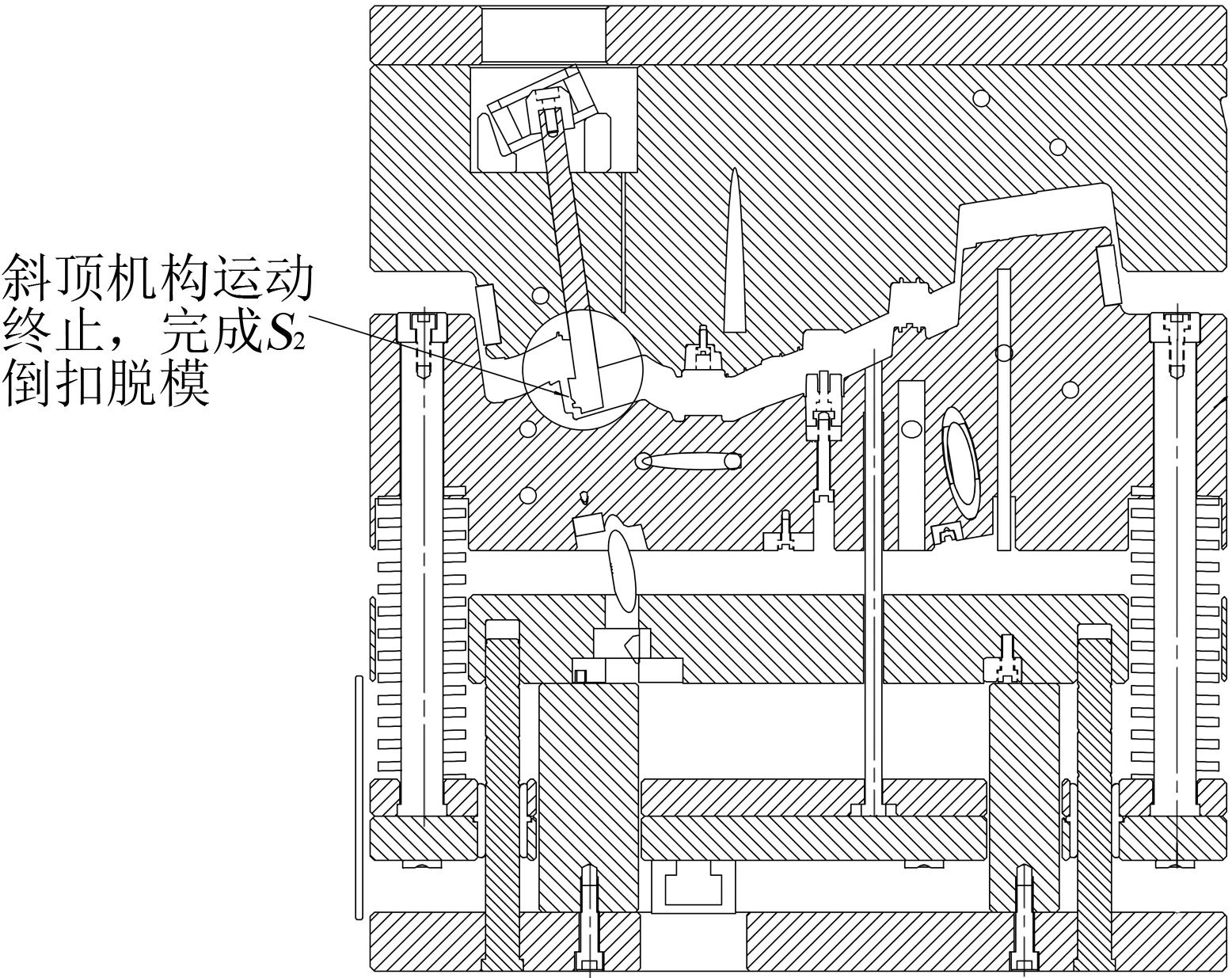
(2)型芯托板斜抽脱模机构运动完成后,在拉模扣的作用下,型芯与型腔开始分离,斜顶脱模机构的推杆固定板在弹簧与聚氨酯弹簧的共同作用下向下运动,推杆固定板带动斜顶杆运动,实现
倒扣的脱模。当型腔板与型芯分离28 mm,即推杆固定板向下运动28 mm时,斜顶脱模机构运动终止,如图11所示,塑件
倒扣完全脱模。
(3)斜顶脱模机构运动终止后,型芯与型腔板继续分离,直至整个开模动作完成。
(4)型芯与型腔板分离完成后,推出机构推出40 mm,然后机械手进行取件。
(5)取件完成后模具进行合模复位,合模动作顺序与开模顺序相反,型芯与型腔板先复位合模,然后斜顶脱模机构复位,最后型芯托板斜抽脱模机构复位,等待下一个注射成型周期。
4 结束语
根据尾灯灯壳注射模的设计过程,得到如下结论:①采用镶件结构实现了尾灯灯头安装孔尺寸的优化调整控制;②采用斜顶脱模机构解决了尾灯灯壳型腔侧倒扣的成型及脱模问题;③采用型芯托板斜抽脱模机构解决了与模具开模方向不一致的固定安装孔的脱模问题;④采用“水路+水井”的水路设计方案保证了尾灯灯壳模具的冷却效率及塑件成型质量。该尾灯灯壳注射模经批量生产验证,模具结构稳定可靠,脱模顺畅,塑件质量得到了保证,达到了预期的设计效果。
[1]张建卿.汽车送风机前罩壳多行位注塑模具设计[J].塑料,2016,45(3):112-116.
[2]闫竹辉,刘 斌.汽车灯罩壳体注射模设计[J].模具工业,2020,46(12):64-67.
[3]刘晓飞.汽车前大灯灯壳复杂侧抽芯注塑模具设计[J].工程塑料应用,2021,49(11):99-103,108.
[4]费晓瑜,郑 伟.汽车车灯边框薄壁件多向侧抽芯注塑模具设计[J].工程塑料应用,2020,48(10):80-85.
[5]石世铫.注射模具设计[M].北京:化学工业出版社,2017:68-72.
猜你喜欢
金山(2022年2期)2022-03-15
汽车与驾驶维修(维修版)(2020年10期)2020-11-11
汽车实用技术(2020年9期)2020-06-03
扬子江(2019年3期)2019-05-24
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
青春(2017年1期)2017-02-09
科技创新导报(2016年4期)2016-11-19
科技资讯(2016年5期)2016-08-13
演艺科技(2016年9期)2016-05-14
