
天窗加强环冲压工艺优化与模具设计
2022-07-27 03:07赵月欣陈玉杰范海勤张延阳单慧云高兴福
模具工业 2022年7期
0 引 言
近年来国内汽车市场快速发展,汽车技术愈发成熟,自主品牌汽车百家争鸣,消费者对汽车的要求也越来越多样化。在满足代步需求的前提下,消费者更加注重造型的美观性、驾驶的舒适性、人机互动环境及整车安全性能等。小天窗虽已在国内各车型上普及,但其尺寸较小,与外界互动性较差,因此全景天窗应运而生。全景天窗不仅能保证车内阳光充足,而且使汽车动感十足,丰富了汽车的配置。全景天窗汽车未来的市场将更广阔,同时对外观造型提出了更高的要求,给冲压工艺和模具结构设计带来更大的挑战,现提出一种天窗加强环冲压工艺与落料拉深模的设计思路。
为匹配全景天窗造型设计需求,天窗加强环一般设计成中空的框架式结构,传统工艺均采用5道冲压工序成形。图1所示为某汽车天窗加强环零件,为了降低整车制造成本,通过工艺整改将天窗加强环成形的5道工序减少为4道。
好的。雷果子还告诉我说只有屎克郎有点惨,当兵头一年就上了南边战场,被敌人坦克辗死了,像辗一只屎克郎那样辗得骨头渣都没剩了,真是惨哩。我听后心里也怪不是味儿的。这样沉默了好一会儿,我说明我的来意,我说我已经在天地人大酒店君子兰厅订了一桌饭,请他、螃蟹、屁斑虫和茄子几个一起吃。他说可以,还说螃蟹、屁斑虫和茄子几个没忘了他这个小学老师,时常请他吃饭的。我说想请他以他的名义请他们几个。他问为啥。我说长时间没回来,他们几个不一定还认得我,还是他出面请为好。他狠想了想,答应了。我说声不见不散,然后告辞了。

1 成形工艺分析
1.1 原工艺方案设计
该汽车天窗加强环材料为B280/440VK,料厚1.2 mm,外形尺寸为1 685 mm×1 120 mm×51 mm,属于车身内覆盖件,年生产批量为20万件左右。冲压工序如图2所示,分别为落料、拉深、修边+冲孔、修边+冲孔、翻边+整形。

1.2 影响工序数关键步骤识别
通过前期工艺方案设计,如图2(a)所示的落料工序,综合考虑零件造型特征、原材料二次利用及冲压成形可实现性,必须在拉深工序之前将矩形坯料的中间区域分割一块较大的异形板料,以满足冲压成形及材料二次利用的需求,即落料工序的作用。
2 优化设计思路及实施效果
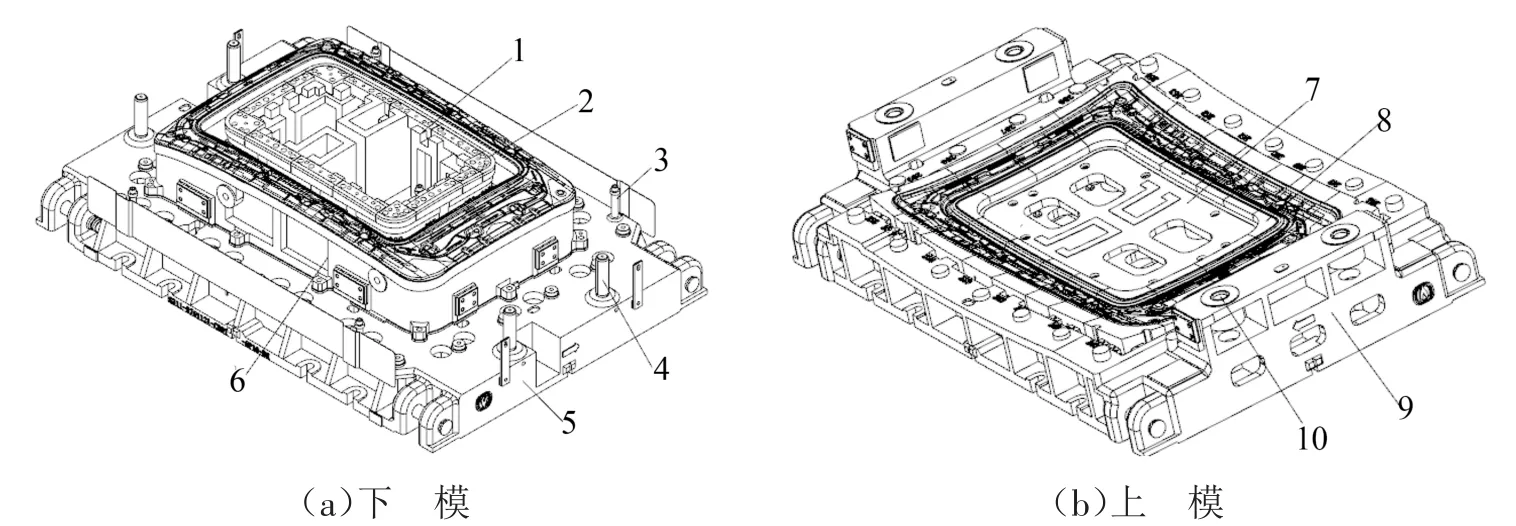
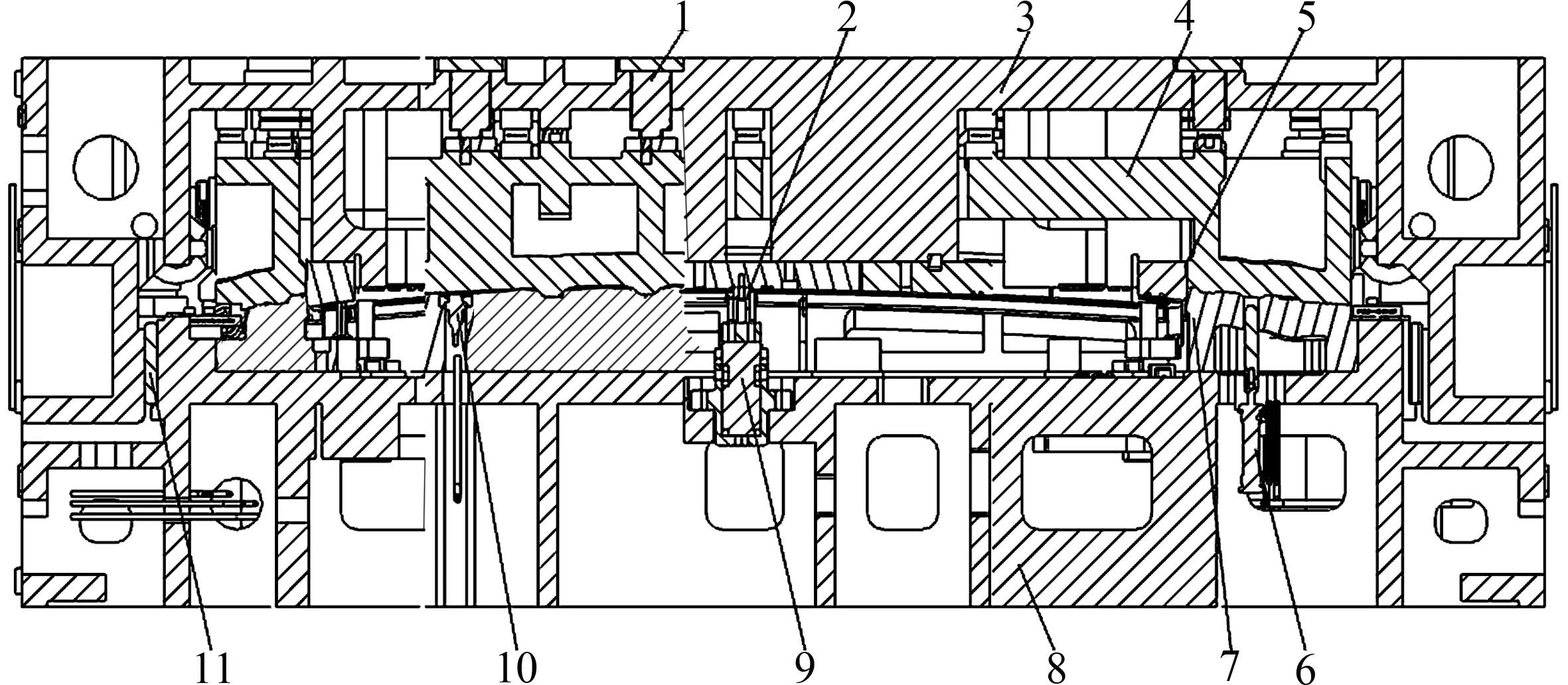
落料拉深模结构如图4所示,压力机气垫带动顶杆上行,将内压边圈6及外压边圈4顶起30 mm,机械手抓取矩形坯料放入下模,通过定位板定位,压力机滑块带动上模板2下行35 mm时压料芯1开始压料。上模下行至30 mm时,落料凹模镶件3与落料凸模镶件7完成落料,将矩形坯料分割成两部分,然后上模板2与内、外压边圈闭合开始拉深,上模下行至下止点时拉深完成。之后压力机带动上模向上运动至上止点,期间压力机气垫将内压边圈6(异形坯料位于其上)及外压边圈4(拉深件位于其上)顶起至30 mm,机械手取出拉深件和异形落料料片,将其移出压力机工作区,落料拉深工序完成。
班主任可以充分利用家长会的机会,开办家庭教育专题讲座。在家长QQ群分享一些教育专家的文章。经常通过QQ、微信、短信,电话和家长交流孩子近期的情况。
图7(c)给出了天然气中水露点的变化情况,对比周围环境平均气温和平均最低气温变化情况(见图8)。由图8可以看出,外输气中水露点常年高于当季的平均气温,说明外输天然气中水含量较高,在较低的环境温度时容易在管道内壁上析出[11]。
3 落料拉深模结构设计
3.1 落料拉深模结构介绍
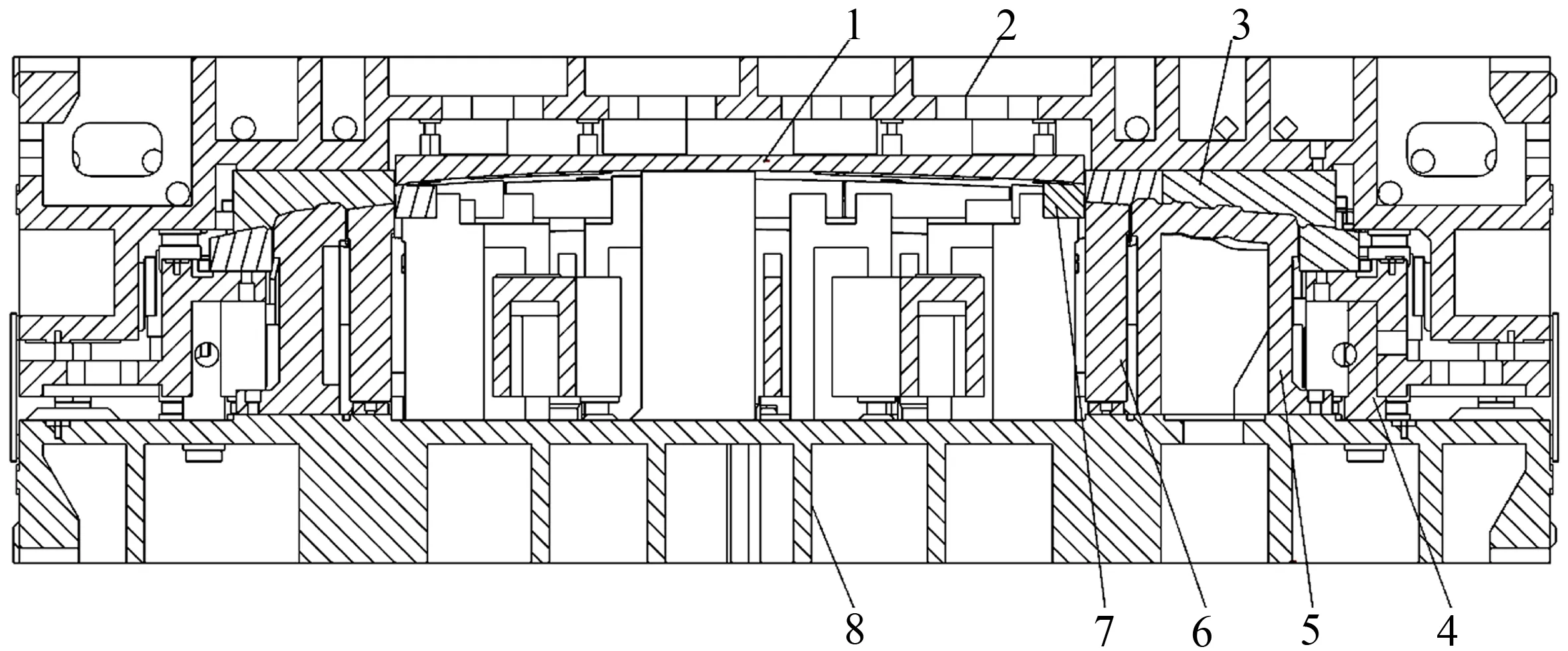
修边冲孔模结构如图5所示,首先机器手将拉深件放至下模,通过型面定位,感应器10感应拉深件到位后,压力机滑块带动上模向下运动,下行至距离下止点280 mm时导板15开始导向,距离下止点200 mm时导套17与导柱16精确导向,距离下止点30 mm时压料芯修边镶件6开始压料,下行至距离下止点7 mm时上模外圈修边镶件7、上模内圈修边镶件2分别与下模外圈修边镶件9、下模内圈修边镶件14接触开始修边,同时凸模1与凹模套13接触开始冲孔,直至模具闭合到下止点位置,修边动作完成。然后压力机滑块带动上模上行至上止点,顶料元件11将工序件顶起,机械手将其移出压力机工作区,修边冲孔工作完成。
3.2 落料拉深模工作原理
落料工序必须在拉深工序前完成,故将落料工序与拉深工序合并,通过控制相关模具零件的工作时序实现2个不同的冲压工序内容,最终成形天窗加强环的冲压工序数控制在4道,优化后工艺方案为落料+拉深、修边+冲孔、修边+冲孔、翻边+整形。
一年后,温衡因为工作努力被升为领班,她很快适应了魔都,适应了社会,适应了没有陶小西的生活。只是在午夜梦回,梦见还是孩子的陶小西时,她会觉得无比想念他。她不知道陶小西的自行车座上后来是否有坐过其他女生,不知道陶小西考去了哪所大学,又是否有了喜欢的姑娘,因为这一切的不知道令她沮丧,甚至到无法正常工作,所以她决定回去一趟。
4 修边冲孔模结构设计
要实现以上工艺方案,需要在传统拉深模的下模座上集成落料凸模镶件1和镶件安装座2,如图3(a)所示,在上模座上集成落料凹模镶件8和压料板7,如图3(b)所示,这样理论上能实现落料和拉深工序在同1副模具完成。
5 修边冲孔模设计
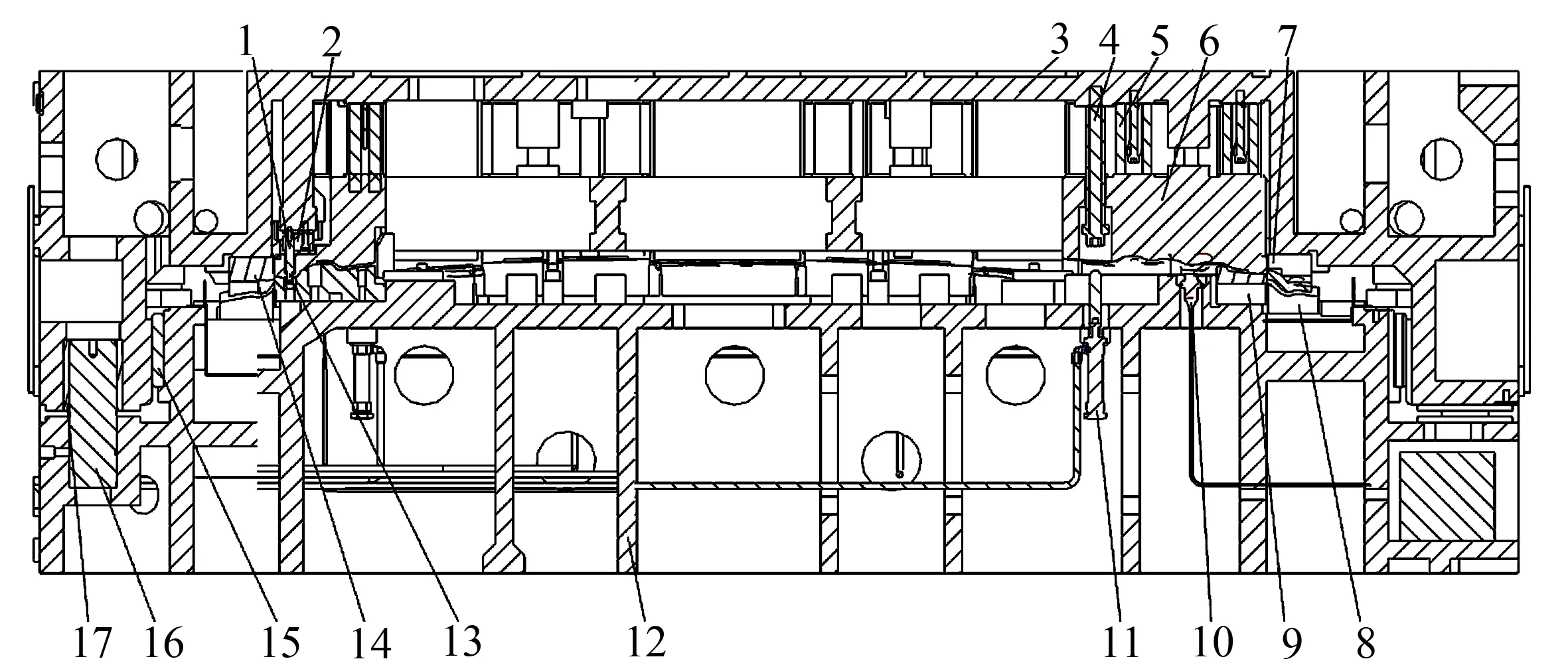
修边冲孔模结构如图6所示,机器手将前工序件放入下模,通过定位销定位,感应器4感应零件到位后,压力机滑块带动上模向下运动,下行至距离下止点160 mm时导板11开始导向,距离下止点130 mm时导套13与导柱12精确导向,距离下止点30 mm时压料芯3开始压料,下行至距离下止点7 mm时上模修边镶件2与下模修边镶件6、废料刀7接触开始修边,同时凸模与凹模套接触开始冲孔,直至模具闭合到下止点位置,完成修边同时将中间废料一分为二,使废料从下模两侧分别滑入废料坑,既保证了模具结构强度又解决了废料对角线长度过长而无法滑入废料坑的问题。然后压力机滑块带动上模上行至上止点,顶料气缸8及顶料架10将工序件顶起,机械手将其移出压力机工作区,修边冲孔工作完成。
6 翻边整形模结构设计
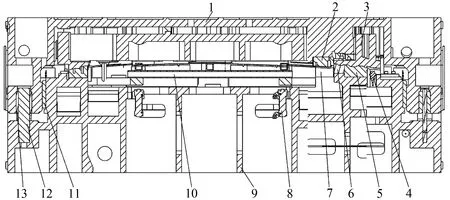
翻边整形模结构如图7所示,机械手将前工序件放至下模,通过定位销定位,感应器10感应零件到位后,压力机滑块带动上模向下运动,距离下止点60 mm时顶料器压杆2与翻边顶料器9接触,下行至40 mm时压料芯4与下模翻边镶件7开始压料,继续下行至距离下止点10 mm时上模翻边镶件5与前工序件接触开始翻边,直至模具闭合到下止点位置,翻边、整形动作完成。然后压力机滑块带动上模向上运动50 mm时,翻边顶料器9与零件翻边位置接触,继续向上运动使翻边区域脱离下模翻边镶件7,最后顶料元件6将零件顶起,机械手将其移出压力机工作区,翻边整形工作全部完成。
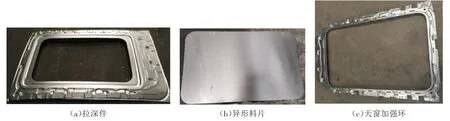
落料拉深模工作稳定,生产的拉深件和异形落料料片分别如图8(a)、(b)所示,最终成形的天窗加强环质量良好,如图8(c)所示,说明优化后的工艺合理可行。
7 结束语
通过对天窗加强环的工艺及结构进行优化设计,实现了落料与拉深在同1副模具上完成,减少1副落料模,降低了工装开发投入及生产制造成本,缩短了制造周期,提高了生产效率,并获得品质稳定的天窗加强环。
[1]刘建超,张宝忠.冲压模具设计与制造[M].北京:高等教育出版社,2004:74.
[2]史茂华.冲压模具设计过程中的关键要素[J].汽车工艺与材料,2011(3):44-58.
[3]向小汉,汤耀年.汽车冲压零件材料成本控制的应用与探索[J].模具工业,2012,38(1):45-49.
[4]赵 丹,基于Adams的汽车发动机盖外板二次切断废料滑落模拟应用[J].模具工业,2016,42(3):6-9.
[5]现代模具技术编委会.汽车覆盖件模具设计与制造[M].北京:国防工业出版社,1998:79-82.
猜你喜欢
汽车实用技术(2022年11期)2022-06-20
机电信息(2022年9期)2022-05-07
作文周刊·小学四年级版(2021年4期)2021-01-13
发明与创新·中学生(2020年10期)2020-10-26
小溪流(画刊)(2018年10期)2018-03-18
科技创新与应用(2017年9期)2017-04-26
科学与财富(2016年34期)2017-03-23
数字技术与应用(2016年11期)2017-02-09
中国科技纵横(2015年4期)2015-04-14
