
浅谈注射模制造成本控制方法
2022-07-27 03:07:50赵建刚
模具工业 2022年7期
0 引 言
当前模具市场受原材料价格上涨、人工成本增加的影响,再加之国际贸易的波动,使模具利润空间越来越小。如何在激烈的市场竞争中获得订单的同时,尽可能将模具的利润最大化、实现绿色制造,是每个模具企业都在思考的问题。注射模制造成本控制势在必行,成本控制在于有效花钱,而非无效节约。
在模具制造过程中,模具管理可以分为进度和交期管理、质量管理、成本管理、技术和人才管理及售后管理,其中成本管理是影响模具利润的关键因素。模具制造成本主要由材料成本、设计成本、加工成本、装配成本、试模成本、运输成本、维修成本、质量成本、进度成本、管理成本等组成,如图1所示。
成本控制需全员参与,模具工作人员成本意识的养成需要企业文化不断的宣导和渗透,加强成本意识培训,逐步建立人员的“成本”、“效益”意识。模具设计阶段的成本管控是整个模具制造成本管控的核心,模具设计是模具制造的第一步,设计过程中应强调成本的重要性,提高设计师对成本的敏感度。以下从预算控制和过程控制方面介绍注射模制造成本的控制方法。
1 成本预算控制
报价部门根据模具合同制作“模具制造成本预算表”(见表1),在模具制作周期中设计部门根据“模具制造成本预算表”进行每个环节的评估,超出预算时填写“设变预算单”并及时知会项目、营业部门负责人与客户进行沟通,同时更改“模具制造成本预算表”达到订单增值的目的,具体流程如图2所示。
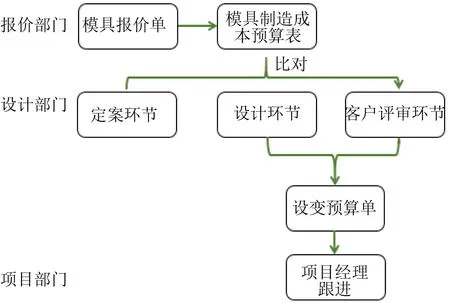

(1)定案成本控制环节。设计负责人在定案会议时根据“模具制造成本预算表”要求,控制模具尺寸在预算内。
(2)设计环节。设计负责人根据“模具制造成本预算表”核对成本,评估开模数据与报价数据是否相同,若有成本增加,向项目经理提出“设变预算单”申请。
(3)客户评审过程中成本控制环节。评估客户在评审过程中是否有加大模具尺寸和增加相关零配件等要求,若有则向项目经理提出“设变预算单”申请。
为了把我国建成“交通强国”,为了推进“一带一路”建设,我国铁路相关院校的大学生一定会响应习近平总书记今年5月2日在北京大学师生座谈会上发出的号召:“广大青年要努力成为有理想、有学问、有才干的实干家,在新时代干出一番事业。”(图为笔者为荣获2015年国家科技进步奖特等奖的梁建英总工程师颁发杰出校友奖杯,照片由同济大学老科协张宗桐提供。)
设计部门汇总当月所有“设变预算单”并形成“模具设变单汇总表”(见表2),于当月第一次试模前发给项目部门跟进追踪,项目部门每月反馈结果给设计部门。
本研究通过定量和定性相结合的方法,随机抽取山西大学商务学院2017级200名大一非英语专业学生进行问卷调查。 考虑到问卷结果的科学性,被测对象应该具备一定英语语言基础,所以以高考英语分数为标准,选取成绩介于80~110分之间的学生作为被测对象。 调查共设计26道选择题,内容分为两部分: 第一部分主要调查学生对自身英语语言能力及跨文化交际能力的评估与分析; 第二部分主要考察会对“非语言交际”和“超语言交际”产生影响的“一带一路”沿线国家的文化、习俗、宗教、礼仪等方面的相关知识。 本次调查共发放200份问卷,收回有效问卷195份,回收率为97.5%。 问卷采用匿名答卷方式,结果比较客观可信。

2 成本过程控制
2.1 提高人均产出以提升企业的生产效益
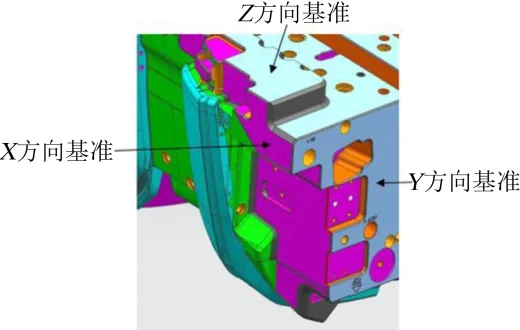
梯形流道尺寸应根据现有的刀具进行设计,圆形流道的直径尽可能按球刀大小进行设计,提高加工效率。模具分型面和避空面应尽量设计成平面,避免出现CNC无法加工的死角。工艺细化到每个工步,每个工步的加工基准和装夹位置提前设计好,尽可能减少加工装夹次数,如图6所示。
建立健全科学的质量保证体系,质量检测人员要熟悉客户标准及零件验收要求,在保证质量为前提下控制成本。
其一,人工智能程序的设计阶段。程序设计阶段的人工干预,有些情况下程度较深,有可能事先对人工智能创作结果的表达进行预定,这其实并非真正意义上的人工智能创作。通过对程序算法和数学模型的设计预设人工智能程序的创作功能,并不一定能具体预定计算结果的表达。例如,美颜相机程序对照片进行自动修正的算法就是预先设定的,操作者只能在预先设定的美颜算法中进行选择,而无法修改算法。
(3)鼓励技术人员参加或举办技能竞赛,激发其自主学习能力,提升个人技能。
工程整定法依赖于工程经验,不需要建立数学模型,直接在控制系统上进行参数整定,具有简便、便捷和应用范围广泛的特点。但是,实际控制系统中往往存在多个参数,且各个参数之间存在耦合关系,而工程整定法主要针对的是单个PID控制器的参数调整,无法同时调节多个参数,本身也不具备全局寻优能力,因此其应用具有局限性。
2.2 减少库存以减少资金占用
库存物料分为安全库存物料和呆料库存物料。安全库存物料是企业为了解决物料交期满足不了模具制造进度需求,而提前采购一定数量的应急物料,一般是行业标准件或企业标准件。除了交期外,企业出于集中采购的价格优势而批量采购的物料也归于安全库存物料,在满足企业正常运转下,同时将库存资金积压控制在合理的范围内。呆料库存物料是指因一些设计变更、制造或采购异常而产生的物料,这些物料具有再利用价值。
安全库存物料的有效使用:设计工程师完成BOM设计后,根据识别码自动与仓库系统关联,从安全库存列表中自动匹配规格型号。呆料库存物料的有效使用:设计工程师在设计阶段查找呆料库存物料信息,通过方案设计实时消耗库存呆料,激活资金。
2.3 以保证质量为前提下的成本控制
(2)通过定期组织不同形式的内部技术交流活动,为技术人员提供交流平台,分享技术人员在工作中的经验,提升团队综合能力。
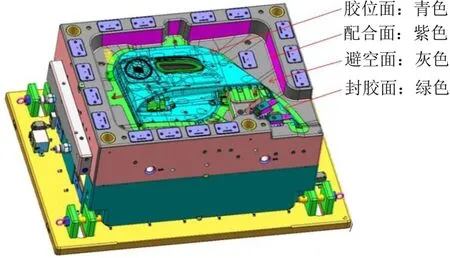
根据模具零件精度要求,以3D颜色管理方式向编程人员正确传达设计意图,如图7所示,提高加工效率。
(1)质量部门严格按图纸要求对所有来料进行全检。
“数学教育中的历史与认识论欧洲暑期大学”中的“认识论”主要是指(2)中的“历史认识论”,尤其强调数学知识建构中的问题、错误、猜想及“认识论断裂”这个概念的作用.
(2)质量部门严格按图纸要求对加工过程中的零件进行质量检验,及时处理每一环节的问题。
(3)建立质量管理台账,记录每一次的质量异常与原因分析。
2.4 设计阶段成本管控
项目部门负责产品信息的共享,如产品量产、产品外观要求、精度要求、模具特殊要求、产品的装配关系等。采购部门共享物料单价及交货周期,如钢材价格、不同材料的交货周期、品牌标准规格材料尺寸等。信息共享有利于设计方案可扩展性。
2.4.1 模具尺寸设计
人行道托架螺栓等连接件的梁体挡砟墙外部分长期暴露在空气中,螺栓受日晒雨淋等环境影响极易产生锈蚀,导致其强度和承载能力不断降低,产生安全隐患。
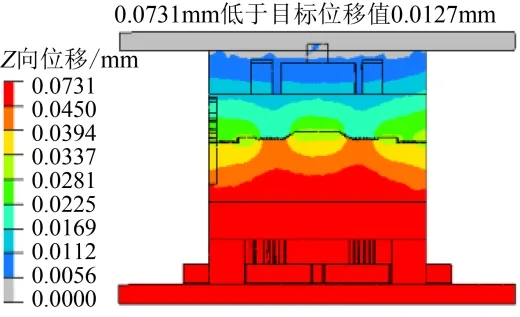
以“模具制造成本预算表”作为依据,结合客户标准和参考图纸,初步确定模具模板尺寸,设计负责人进行审核把关;定案评审会议上再与工艺、制模人员共同评估模具强度,如图3所示。超出预算时通知项目和营业部门,以便向客户争取让步或追加费用或采用其他补救措施,如优化结构、合理选择材料,确保模具整体制造成本控制在预算之内。
2.4.2 面向成本和工艺实现的设计方案
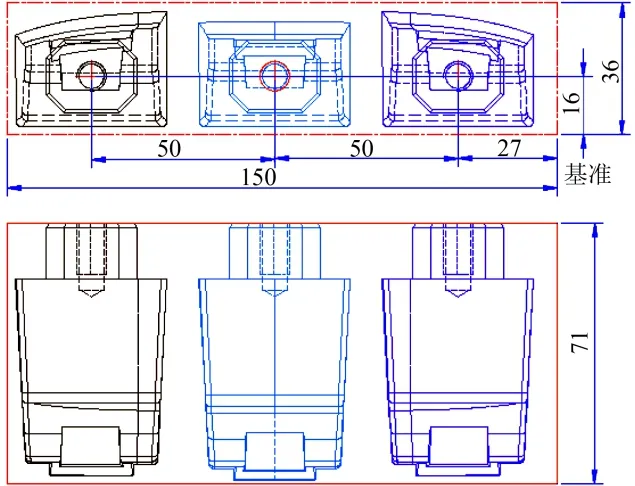
设计人员和编程人员对图档进行加工工艺评审,确定最终加工方法及思路。编程人员根据模具零件的加工精度制定不同的加工参数和选用刀具,在保证质量的前提下提高加工效率,降低加工成本。在设计阶段做好零件的加工工艺规划,设计人员了解工厂机床的加工能力,材料和尺寸形状相差不大的零件尽可能采用拼接加工工艺,如图4所示。
非胶位侧面
角参照表3中的“安全加工深度”设计,特殊情况再按“最大加工深度”设计,侧面
角越大越有利于加工。
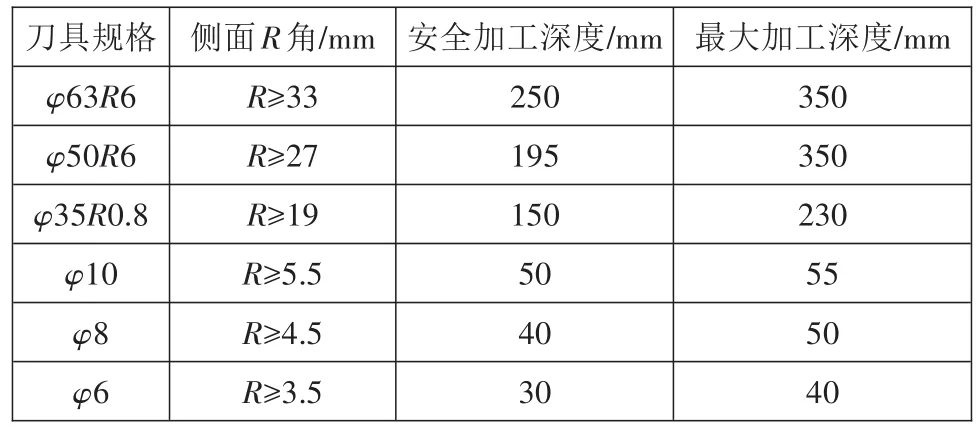
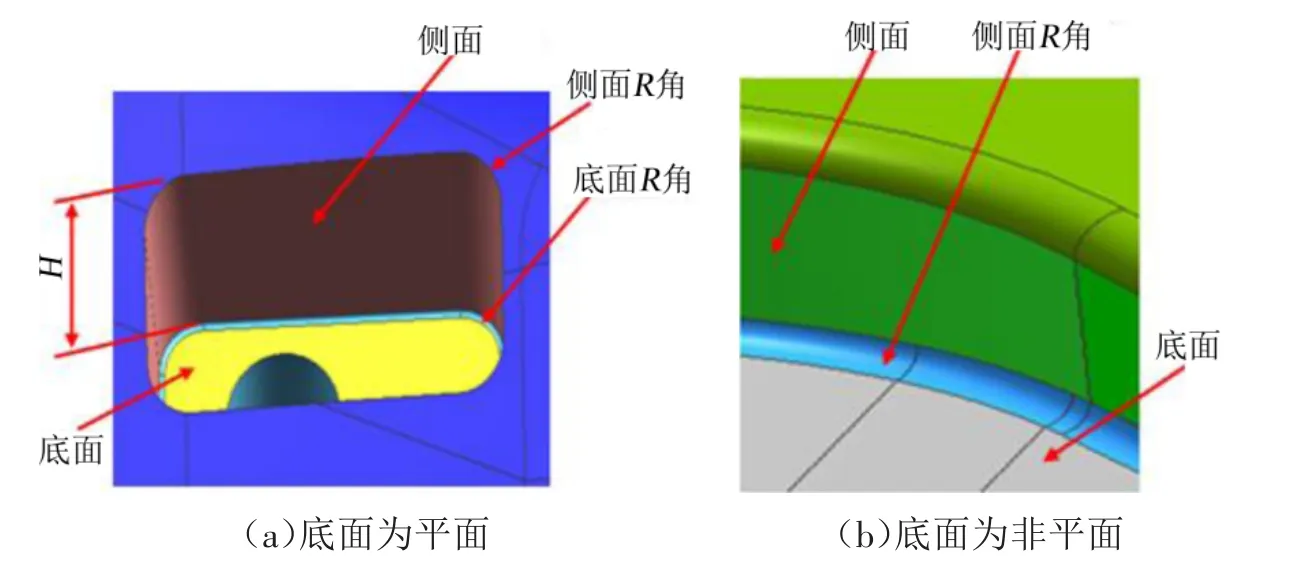
非胶位底面为平面时,底面
角可以为0,即设计成尖角,但最好设计成
1 mm或更大的圆角,如图5(a)所示。非胶位底面不是平面时,其侧面应设计成斜面,斜度≥3.5°,底面
角要尽量大,且尺寸规格应尽量少,以便用同一把刀具加工,如图5(b)所示。
(1)对新员工进行岗前培训,使其尽快熟悉公司的流程、标准、机床、加工方式、工具使用方法等。
采用SPSS 21.0统计软件进行分析,计量资料以均数±标准差表示,组间比较采用t检验,计数资料以频数及百分率表示,组间比较采用χ2检验,按α=0.05的检验水准,以P<0.05为差异有统计学意义。
1.到目前为止,世界上发现的最长的晶体就是奈卡水晶洞里的晶体。它长约12 米,相当于一辆公交车;它重55 吨,抵得上一辆大吊车!
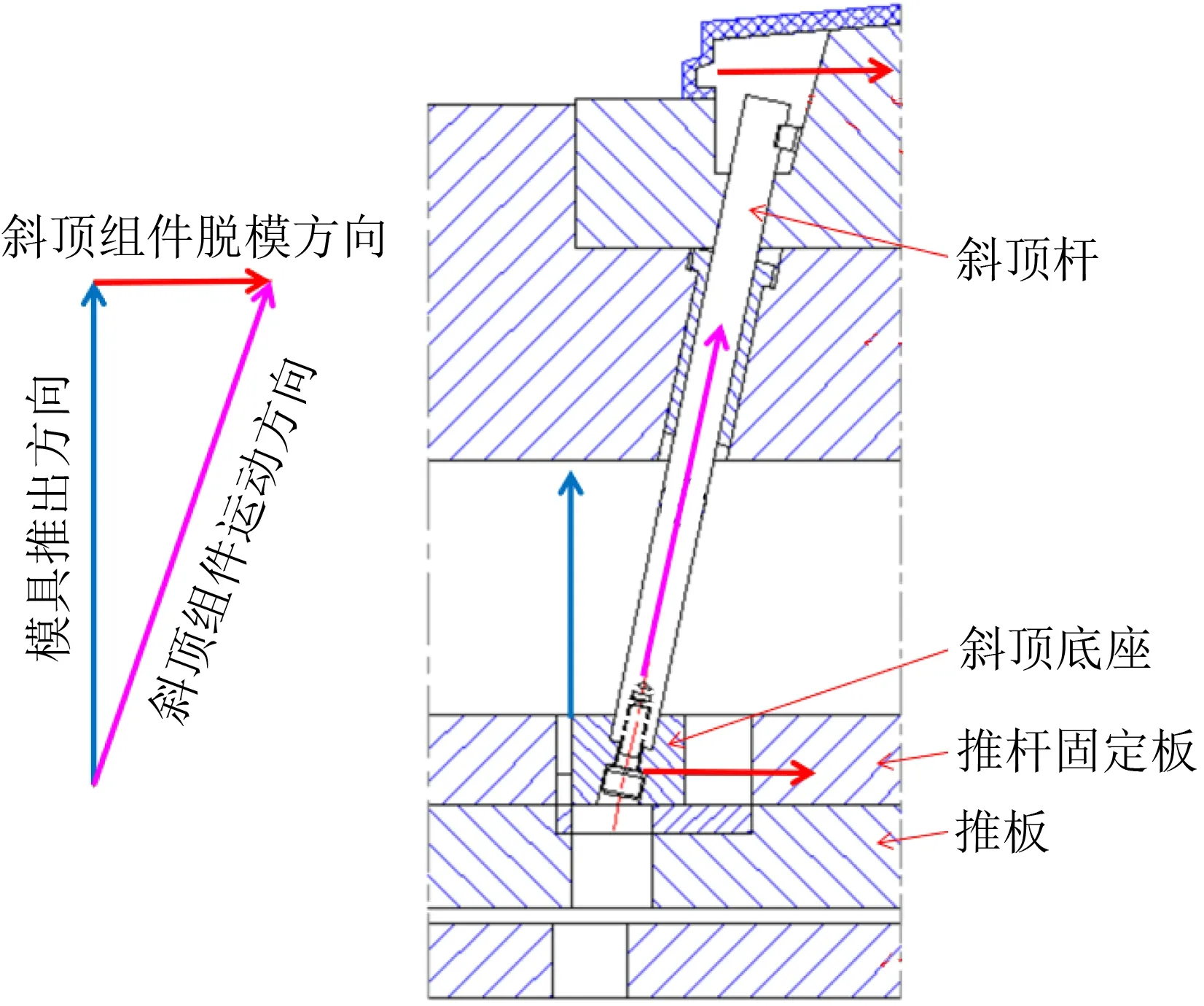
整副模具由不同的零件组成,特别是复杂的滑块和斜顶组件结构,需提前进行运动模拟,杜绝干涉,确保模具装配及运动稳定、可靠,如图8所示。
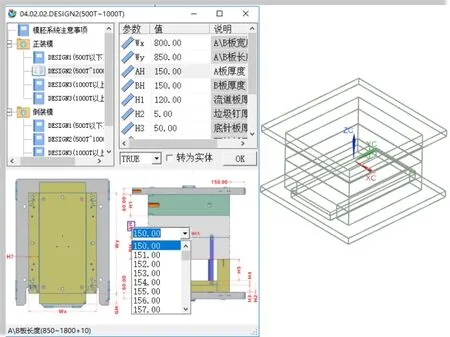
使用基于标准化、模块化的专家级模具快速设计工具,实现全3D自动化设计,提高设计效率,如图10所示。
模具大件材料以“模具制造成本预算表”作为依据确定,模具小件材料结合客户标准和公司标准合理选择钢材材料。当客户评审时提出更高材料要求以满足某些需求(如使用寿命、冷却效率等)时,应及时通知项目和营业部门向客户追加费用。其次,因自身对客户需求理解偏差出现的报价失误而无法向客户追加费用时,应采用其他补救措施,确保模具整体制造成本控制在预算之内。
2.4.4 模具标准配件选用及优化设计
热流道配件以“模具制造成本预算表”为准,其他标准件以客户设计标准或技术协议为准。尽可能在满足模具性能要求的前提下,征得客户同意将原装进口标准件改为国产标准件替代,如图9所示。合理优化模具设计方案,如将液压缸抽芯改为机械抽芯可避免使用昂贵标准件(液压缸、分流器等)、优化浇注系统来减少热喷嘴数量等。客户在评审过程中提出超预算的设计更改要求时,及时通知项目和营业部门,以便向客户追加费用。
2.4.5 使用数字化工具
2.4.3 模具零件钢材选用
算法具体流程见图3,其中:No和Po分别为插入-分段操作中插入点之前的集装箱集合与船舶贝内箱位集合,不参与分段搜索;Nr=N(t)No和Pr=PPo表示参与分段搜索的集装箱集合与船舶贝内箱位集合,需要重新为Nr中的集装箱指派Pr中的船舶贝内箱位;其他符号参见上一节的符号定义。
2.5 加工阶段成本管控
(1)生产排程。先根据程序工艺单的模拟时间,同时考虑工件的装夹时间评估加工工时,再根据程序工艺单要求和机床性能合理分配机床加工,充分发挥机床的优势,以提高机床利用率。
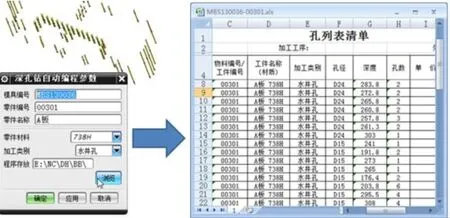
(2)优先采用自动编程。深孔钻加工采用自动编程,如图11所示,每月总成本可通过连接的电脑自动核算,通过这些数据评估同类型模具的深孔钻加工价格及机床利用率。
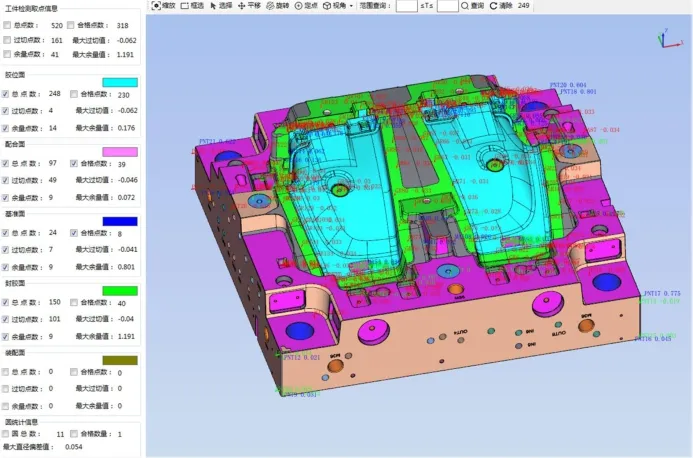
(3)3D自动检测报告。根据3D数模一键生成点特征,根据规划的检测方案进行自动编程,检测完成后自动生成3D检测报告,如图12所示,工程师可在三维软件或浏览器直接查看,提升了零件检测效率,减少重复工作。
表面上看,对象的表达式(专名)不带有空位是因为对象不是函数或概念,因而没有“洞”,但是同样,如果不借助于语言上的特征,我们根本无法设想一种有“洞”或无“洞”的实体。
2.6 物料采购成本管控
物料采购成本管控原则是保证项目物料成本在模具制造成本预算范围内,在保证质量的前提下,尽可能降低采购成本。采购负责人根据“模具制造成本预算表”核对成本,评估采购价格是否超出预算,若超出则向设计部门反馈。物料采购成本管控措施如下。
(1)杜绝加急采购,针对采购周期长的物料,提前进行规划。
(2)项目组成员能在系统上即时查询每项物料的采购进程,及时了解工作进度,节约沟通时间。
式中:E为环氧值(mol/100 g);V1为滴定空白样消耗的NaOH的体积(mL);V2滴定试样所消耗的NaOH的体积(mL);m为反应混合物的质量(g);C为NaOH的浓度(mol/L)。
据中正舆情中心博客提供的数据显示,该事件舆论发酵的路径经历了从自媒体介质到传统媒体平台的过程。 事件起始,微信平台开始流传事件消息,内容为死者母亲见到尸体哭泣、当日下午拍摄的诉说“孩子在学校没有人身安全”的视频片段与截图、T中学群众聚集的照片等。 这些内容随后迅速扩散到网络空间,传播内容以赵某“被校霸打死的‘内幕’”为主,甚至出现了多种针对政府部门包庇凶手的流言。 自媒体的极速传播迅速带动了传统平面媒体的介入,包括人民网、中国新闻网、中国青年网、中国经济网、中国广播网、澎湃新闻、腾讯、网易、搜狐、新浪等众多新闻网站都对该事件进行了报道。[4]
(3)在保证产品质量的前提下,通过批量采购方式,分别要求供应商送往不同的仓库,合理利用资源,降低采购成本。
(4)质量部门和采购部门寻求高质量、长期合作的标准件供应商。
2.7 试模阶段成本管控
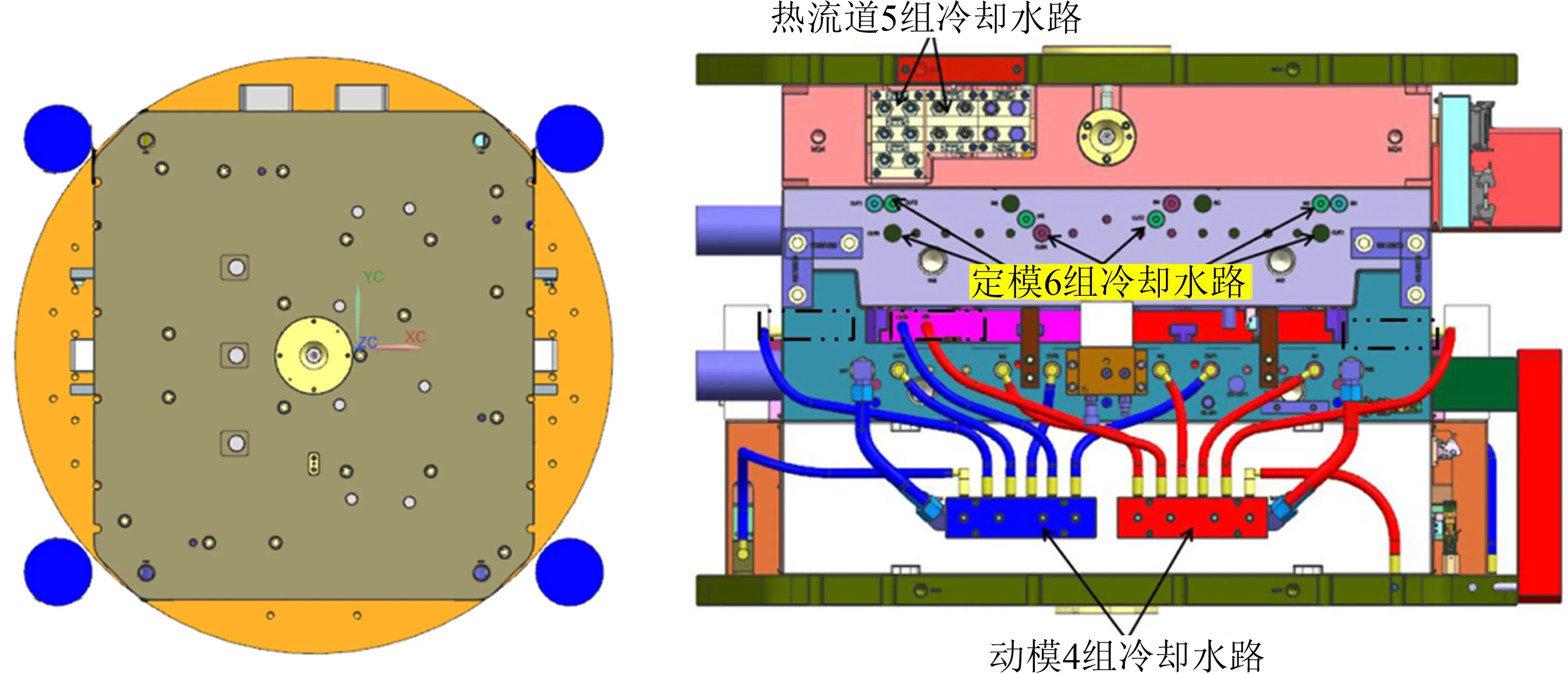
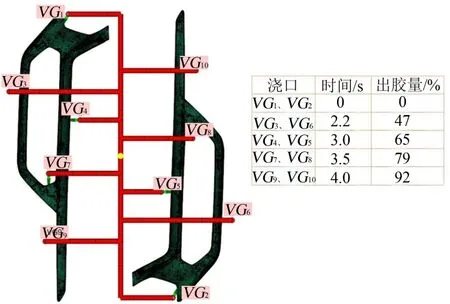
试模阶段成本管控措施如下:①合理安排试模机床,尽可能按模具量产要求搭建试模环境,如水、油、气连接等,如图13所示;②严格控制试模次数,降低模具试模成本;③按模流分析报告参数进行试模,如图14所示,提高试模效率;④最终注射成型合格产品的工艺参数由工程师重新进行模流分析验证,同时记录原因及分析,加入模流分析数据库中,作为下次生产同类型产品的参考依据。
3 模具制造成本核算
模具交付后由专业的成本会计人员对其成本进行核算,并组织模具各工序负责人与报价负责人进行总结会议,与最初报价单进行对比,总结问题产生原因与预防措施,为后续制造同类型模具时能根据市场动态快速给出合理的报价。
4 结束语
通过将成本意识作为企业文化,培养企业员工的成本意识,使其认真对待模具开发过程,再结合各种提高设计效率和质量的管控方法,落实成本过程控制中的每个环节,从根本上有效控制模具的制造成本,提高模具质量,实现绿色环保制造。
[1]陈 平,杨本伟,尧 军.浅谈模具数字化设计与制造技术[J].航空制造技术,2015(9):49-52.
[2]李 芳,贾宇霖,黄清刚.基于Moldflow的汽车门板塑件模流分析[J].模具工业,2017,43(8):10-14.
[3]伍世锋,黄清刚,陈敏通,等.塑料密集簧片注射模设计[J].模具工业,2016,42(2):43-47.
猜你喜欢
中老年保健(2022年5期)2022-08-24 02:36:10
娃娃乐园·综合智能(2022年8期)2022-07-28 05:35:42
河南电力(2021年5期)2021-05-29 02:10:00
模具制造(2019年10期)2020-01-06 09:13:10
模具制造(2019年4期)2019-06-24 03:36:38
电影(2018年12期)2018-12-23 02:18:48
童话世界(2017年8期)2017-05-04 04:08:34
湖南农业(2016年3期)2016-06-05 09:37:35
现代工业经济和信息化(2016年7期)2016-05-17 05:36:51
少儿科学周刊·少年版(2015年3期)2015-07-07 21:01:29
