两种型壳温度对DD9单晶涡轮叶片凝固组织的影响
2022-07-18 07:27薛燕鹏王效光赵金乾史振学刘世忠李嘉荣
材料工程 2022年7期
薛燕鹏,王效光,赵金乾,史振学,刘世忠,李嘉荣
(中国航发北京航空材料研究院 先进高温结构材料重点实验室,北京 100095)
DD9合金是我国研制的具有自主知识产权的第三代单晶高温合金[1]。相较被广泛应用于航空发动机涡轮叶片的DD6合金[2-8],DD9合金具有高于其30 ℃的承温能力。单晶涡轮叶片凝固过程中形成的定向凝固组织会影响其性能[9-11],因此为了获得性能优异的DD9单晶高温合金铸件,材料研究者们开展了大量的DD9单晶高温合金组织和性能研究[12-16]。高温度梯度定向凝固技术是获得优质单晶涡轮叶片的关键制备技术,在单晶涡轮叶片制备过程中,型壳温度、浇注温度和抽拉速率直接决定了叶片固液界面前沿温度梯度和枝晶生长速率,是影响叶片凝固组织的重要参数。例如,史振学等[17]研究表明,铸型温度升高,DD6单晶高温合金叶片枝晶间距减小,元素偏析程度降低,γ′相尺寸减小;熊继春等[18]认为,浇注温度的降低,会使DD6合金的一次枝晶间距增加,γ′相和γ-γ′共晶相尺寸增加;刘维维等[19]研究表明,随着抽拉速率增加,DD6合金的γ′相尺寸减小,γ-γ′共晶相尺寸增加;Wang等[20]认为,随着抽拉速率提高,CMSX-6单晶高温合金叶片枝晶间距减小,γ′相和γ-γ′共晶相尺寸减小,主要合金元素偏析程度降低。以上研究是基于第一代和第二代单晶高温合金开展的定向凝固工艺参数对单晶高温合金凝固组织的影响分析。然而,基于第三代单晶高温合金制备涡轮叶片的相关制备工艺参数及其对凝固组织的影响研究鲜有报道,因此,亟须开展相关研究工作,为第三代单晶高温合金涡轮叶片研制提供技术支撑。
为优化DD9单晶涡轮叶片凝固工艺,提高叶片晶体生长质量,本工作采用了高温度梯度真空感应定向凝固炉制备了DD9单晶高温合金涡轮叶片,研究了1500 ℃和1540 ℃两种型壳温度对叶片典型截面的枝晶形貌、γ′析出相尺寸和分散度、γ-γ′共晶尺寸、含量及形貌的影响规律。
1 实验材料与方法
实验材料采用第三代镍基单晶高温合金DD9,其化学成分如表1所示[1]。在高温度梯度真空感应定向凝固炉中利用螺旋选晶法制备[001]取向单晶高温合金涡轮叶片,叶片主要由叶身与榫头两部分组成,典型截面位置如图1所示。在单晶涡轮叶片铸造过程中,通过改变上下加热体的温度控制型壳温度,保温温度分别控制为1500 ℃和1540 ℃,保持其他凝固工艺参数不变。用劳埃法测定DD9单晶涡轮叶片晶体取向,单晶涡轮叶片的[001]生长方向与主应力轴的偏离均小于10°。

表1 DD9合金的名义成分(质量分数/%)[1]Table 1 Nominal composition of DD9 alloy(mass fraction/%)[1]
对DD9单晶涡轮叶片的典型截面位置切割并进行磨抛制备金相试样。然后采用100 mL H2O+80 mL HCl+25 g CuSO4+ 5 mL H2SO4配制的化学腐蚀剂浸蚀试样表面,各截面观察位置如图1圆圈区域所示。采用光学显微镜观察枝晶形态,并采用单位面积计算法测定一次枝晶间距(primary dendrite arm spacing, PDAS),采用扫描电子显微镜观察γ′析出相以及γ-γ′共晶形貌。
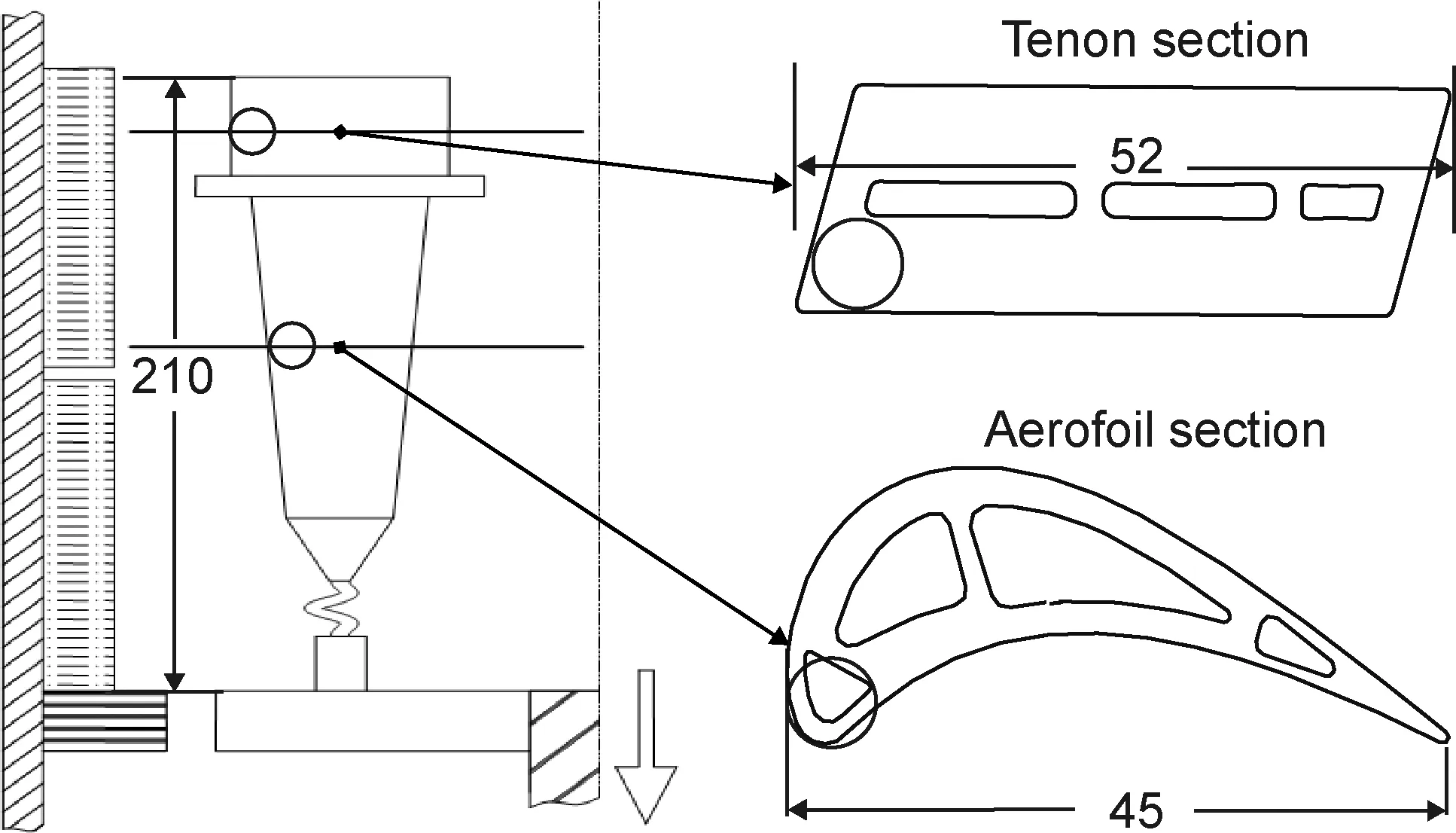
图1 单晶高温合金涡轮叶片在Bridgman定向凝固炉中典型截面位置示意图Fig.1 Schematic diagram of typical sectional positions at the single crystal superalloy turbine blade in a Bridgman furnace
2 结果与分析
2.1 枝晶形貌
图2为两种型壳温度条件下DD9单晶涡轮叶片叶身截面(aerofoil section, AS)位置和榫头截面(tenon section, TS)位置枝晶组织。从图2可以看出,随着型壳温度增加,单晶涡轮叶片叶身和榫头凝固组织的枝晶花样呈细小趋势,二次枝晶呈发达趋势。另外,在相同型壳温度下,与叶片榫头相比,叶身一次枝晶间距较小,如表2所示。这是因为在枝晶生长过程中,枝晶形貌与固液界面前沿温度梯度G和枝晶生长速率V相关,一次枝晶间距由G-1/2V-1/4决定,二次枝晶间距由(GV)-1/3决定[21]。在相同截面积下,当抽拉速率(相当于枝晶生长速率V)保持不变,型壳温度越高,固液界面前沿温度梯度G越大,一次枝晶间距越小,固液界面冷却速率越高,横向温度梯度增大,二次枝晶臂发达。

图2 两种型壳温度下叶片典型截面位置枝晶组织(a)叶身截面;(b)榫头截面;(1)1500 ℃;(2)1540 ℃Fig.2 Dendrite morphologies of the blade typical sectional positions at two mould temperatures(a)aerofoil section;(b)tenon section;(1)1500 ℃;(2)1540 ℃

表2 两种型壳温度下叶片典型截面位置一次枝晶间距Table 2 PDAS of blade typical sectional positions at two mould temperatures
另外,在相同型壳温度下,枝晶间距取决于凝固界面处的散热条件。在高温度梯度真空感应定向凝固炉中单晶涡轮叶片晶体生长的热量传递形式主要是辐射传热,由于叶片叶身截面积小于榫头截面积,横向辐射热量散失较快,凝固界面处散热能力较强,枝晶生长的纵向温度梯度比榫头要大,最终叶身比榫头一次枝晶间距要小。
2.2 γ′相组织
2.2.1 型壳温度变化对γ′相尺寸的影响

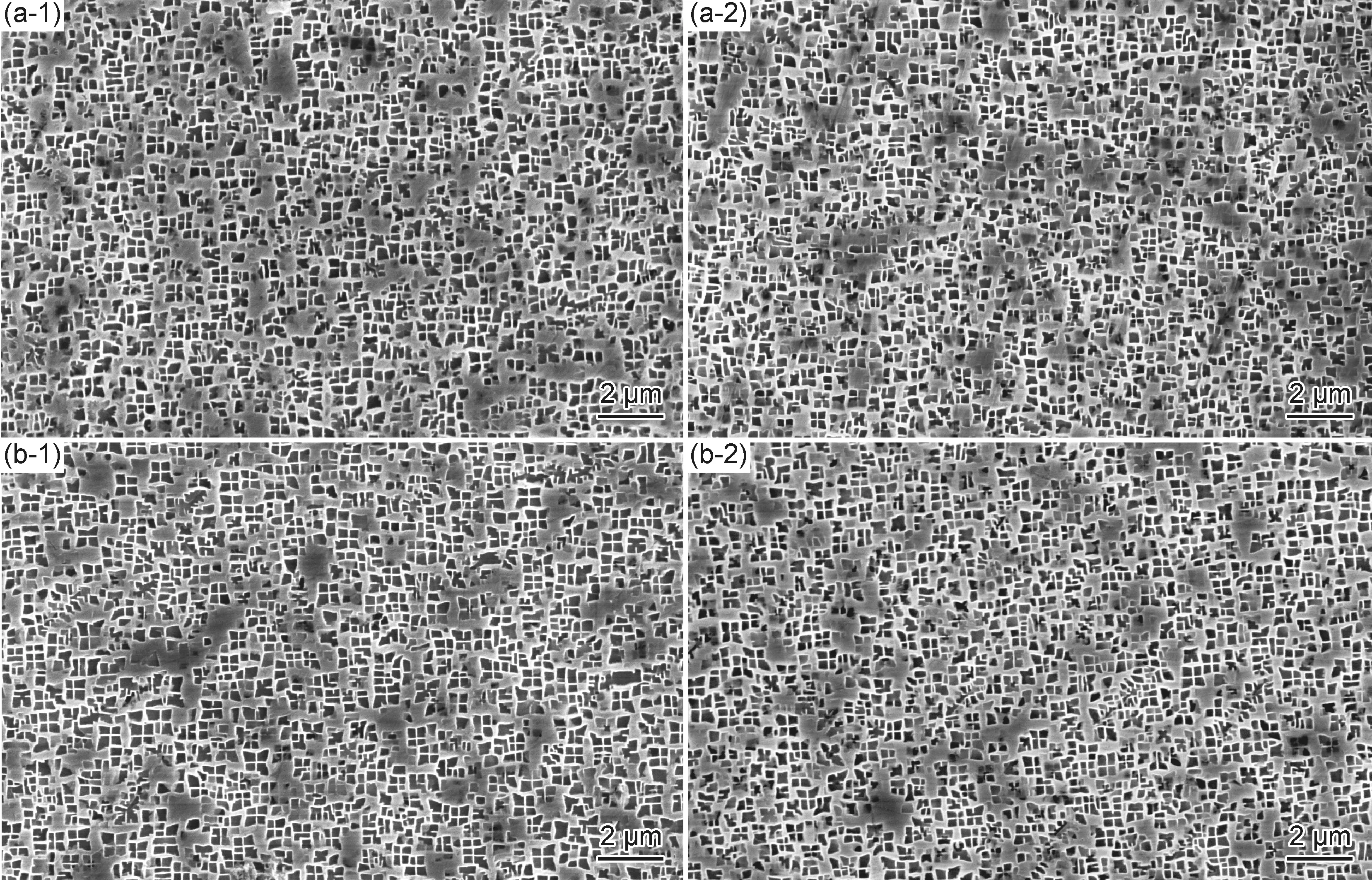
图3 两种型壳温度下叶片典型截面位置枝晶干区域的γ′析出相组织(a)叶身截面;(b)榫头截面;(1)1500 ℃;(2)1540 ℃Fig.3 Microstructures of γ′ precipitates in the dendritic cores of the blade typical sectional positions at two mould temperatures(a)aerofoil section;(b)tenon section;(1)1500 ℃;(2)1540 ℃

图4 两种型壳温度下叶片典型截面位置枝晶间区域的γ′析出相组织(a)叶身截面;(b)榫头截面;(1)1500 ℃;(2)1540 ℃Fig.4 Microstructures of γ′ precipitates in the interdendritic regions of the blade typical sectional positions at two mould temperatures(a)aerofoil section;(b)tenon section;(1)1500 ℃;(2)1540 ℃
随着γ′析出相的不断长大,γ基体的过饱和度基本被耗尽,γ′析出相开启粗化进程。型壳温度较低时,凝固过程相对趋缓,为了降低γ′/γ界面能,大尺寸γ′析出物会以吞噬周围细小γ′析出物的方式粗化,而那些远离细小γ′析出物的大尺寸γ′颗粒则不具备动力学条件,无法完成粗化过程,仍保持原有尺寸。相反,型壳温度较高时,高冷却速率迫使凝固过程远离平衡状态,γ′析出物没有时间完成粗化过程。因此,随着型壳温度的增加,冷却速率提高,γ′析出相尺寸分散度减小,并且γ′析出相尺寸分布遵循正态分布规律,如图5所示。

图5 两种型壳温度下叶片典型截面位置γ′析出相尺寸分布(a)枝晶干区域;(b)枝晶间区域;(1)叶身截面;(2)榫头截面Fig.5 Size distributions of γ′ precipitates in the blade typical sectional positions at two mould temperatures(a)dendritic cores;(b)interdendritic regions;(1)aerofoil section;(2)tenon section
2.2.2 枝晶区域变化对γ′相尺寸的影响
从图3和图4可以看出,在同一枝晶区域内γ′析出相尺寸在枝晶干和枝晶间区域存在显著差异。两种型壳温度下,叶片典型截面位置的枝晶干和枝晶间区域γ′析出相的平均尺寸如表3所示,枝晶干和枝晶间区域γ′析出相各截面总体平均尺寸分别为0.273 μm和0.705 μm,因此在枝晶干区域的γ′析出相平均尺寸相较枝晶间区域减小了61%。叶片枝晶干和枝晶间的多组分偏析对γ′析出相尺寸差异起到重要作用,其中Co,W,Re等负偏析元素会偏析到枝晶干区域,而Al和Ta等正偏析元素会富集于最后凝固的枝晶间区域,并促进γ′析出相的形成[22-23]。因此,γ′析出相尺寸在枝晶间区域大于枝晶干区域。
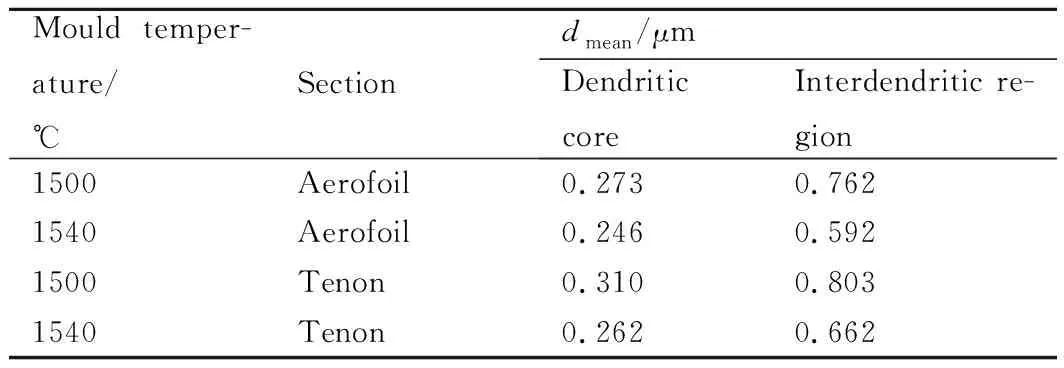
表3 两种型壳温度下叶片典型截面位置γ′析出相平均尺寸Table 3 γ′ precipitation average sizes of the blade typical sectional positions at two mould temperatures
2.2.3 叶片截面积变化对γ′相尺寸的影响
另外,在相同型壳温度下,叶片叶身γ′析出相尺寸比榫头更细小,如图6所示。同一叶片不同截面的γ′析出相尺寸差异与截面积密切相关。叶片叶身和榫头截面积对比如图1所示。榫头截面尺寸明显大于叶身截面,是叶身截面积的4.6倍,叶片凝固过程中叶身的横向辐射散热较快,冷却速率较大,γ′析出相形核时过冷度较大,长大时间较短,最终γ′析出相尺寸较小。

图6 两种型壳温度下叶片典型截面位置γ′析出相尺寸(a)枝晶干区域;(b)枝晶间区域Fig.6 γ′ precipitation sizes of the blade typical sectional positions at two mould temperatures(a)dendritic cores;(b)interdendritic regions
虽然截面积大幅减小会使γ′析出相变小,但这种相关性与型壳温度小幅升高对γ′析出相变小的影响相比并不显著,如表4,5所示。这是因为在工业定向凝固炉的抽拉速率相对稳定情况下,型壳温度升高会直接作用于提高纵向冷却速率;而型壳温度不变,截面尺寸减小,型壳侧向散热能力虽然有所增强,横向温度梯度增大,但炉内存在的少量热对流限制了纵向冷却速率的增加。

表4 型壳温度变化对应γ′析出相平均尺寸变化关系Table 4 Mould temperature changed vs γ′ precipitation average size changed
2.3 γ-γ′共晶组织
在相同截面位置下,随着型壳温度的增加,γ-γ′共晶尺寸和含量减小,并且其形貌以葵花状和光板状两种形式存在,如图7所示。当单晶高温合金以树枝状界面非平衡凝固时,固液界面处存在糊状区,凝固过程中枝晶向凝固前方和侧向排出溶质。当枝晶间残余液相中富集的Al和Ta等正偏析元素使最后凝固区达到共晶成分时,随着温度进一步下降,该区域就形成共晶组织。因此,共晶尺寸主要受单晶高温合金最后凝固区域成分偏析程度的影响。当型壳温度较高时,横向辐射散热较快,糊状区较窄,一次枝晶较小,二次枝晶臂发达,这使得枝晶间成分偏析程度得到抑制,枝晶间最后凝固区达到共晶成分的残余液相减少,共晶成长空间减小,共晶组织细小。

图7 两种型壳温度下叶片典型截面位置γ-γ′共晶组织(a)叶身截面;(b)榫头截面;(1)1500 ℃;(2)1540 ℃Fig.7 Microstructures of γ-γ′ eutectics of the blade typical sectional positions at two mould temperatures(a)aerofoil section;(b)tenon section;(1)1500 ℃;(2)1540 ℃
2.4 分析与讨论
型壳温度是影响单晶高温合金叶片固液界面前沿温度梯度的重要工艺参数。在工业定向凝固炉制备单晶叶片条件下,枝晶生长速率可等同于抽拉速率,当抽拉速率V保持恒定,增加型壳温度,相当于直接增加固液界面前沿温度梯度G,最后增大了冷却速率R(R=G·V)。因此,受型壳温度直接作用的固液界面前沿冷却速率最终决定了叶片凝固组织特征。
由前述枝晶形貌分析结果可知,一次枝晶间距和二次枝晶间距均与冷却速率负相关,当型壳温度增加时,冷却速率相应增大,对应叶片典型截面凝固组织一次枝晶间距减小,如表2所示,冷却速率增加对应横向散热能力增强,导致二次枝晶生长发达,局部长出三次枝晶,如图2所示。
γ′相是镍基单晶高温合金中重要的沉淀强化相。在单晶高温合金凝固过程中,γ′相从γ基体中共格析出长大。γ′相析出行为主要受到γ′相从γ基体析出形核过冷度以及γ基体中γ′相形成元素过饱和度两个因素影响[24]。较高的冷却速率增加了γ′析出相形核过冷度,促使大量γ′相从γ基体中形核析出,但是由于冷却速率较高,γ基体中γ′相形成元素没有足够的热激活能和时间扩散到周围γ′相中,从而限制了γ′相尺寸。而γ′相尺寸在叶片枝晶干和枝晶间区域的差异主要受到元素偏析的影响,由于Al和Ta等γ′相形成元素富集于枝晶间区域,使得枝晶间区域γ′相尺寸整体大于枝晶干区域。
在相同凝固工艺条件下,由于几何形状的显著差异,如表5所示,相对叶片榫头位置,叶身部位糊状区较窄,数值模拟结果如图8所示。这表明型壳移出挡板时叶片叶身的横向辐射散热能力相对较强,冷却速率较高,因此,叶片叶身比榫头枝晶和γ′相尺寸更细小。

表5 截面积变化对应γ′析出相平均尺寸变化关系Table 5 Sectional area changed vs γ′ precipitation average size changed

图8 DD9单晶叶片叶身和榫头糊状区数值模拟Fig.8 Numerical simulation of mushy zones in the aerofoil and tenon section of DD9 single crystal blade
γ-γ′共晶相是镍基单晶高温合金以树枝晶生长过程中,枝晶间最后凝固区由Al和Ta等正偏析元素富集达到共晶成分而形成。因此,γ-γ′共晶尺寸取决于枝晶干和枝晶间元素偏析。凝固过程中,较高的冷却速率抑制了元素扩散速率,使元素偏析程度得到缓解,从而减小了γ-γ′共晶尺寸和含量。
3 结论
(1)当采用1500 ℃和1540 ℃型壳温度时,随着型壳温度的增加,DD9单晶涡轮叶片凝固组织的枝晶花样呈细小趋势,二次枝晶呈发达趋势。相同型壳温度下,相对榫头位置,叶身部位枝晶更细小。
(2)当采用1500 ℃和1540 ℃型壳温度时,随着型壳温度的增加,枝晶干和枝晶间的γ′析出相尺寸和分散度均减小,并且γ′析出相尺寸分布遵循正态分布规律。相较枝晶间区域,枝晶干区域的γ′析出相的平均尺寸减小了61%。相同型壳温度下,叶身γ′析出相尺寸比榫头更细小。与截面积变小相比,增大型壳温度会使γ′析出相变小更显著。
(3)当采用1500 ℃和1540 ℃型壳温度时,随着型壳温度的增加,γ-γ′共晶尺寸和含量减小,γ-γ′共晶组织呈现葵花状和光板状两种形貌特征。
猜你喜欢
铝加工(2022年1期)2022-11-24
世界地震工程(2022年3期)2022-08-04
材料研究与应用(2022年2期)2022-05-23
储能科学与技术(2022年3期)2022-03-23
科学技术与工程(2021年35期)2022-01-11
中国科技纵横(2021年22期)2022-01-08
上海金属(2021年4期)2021-07-28
航空制造技术(2020年7期)2020-07-01
西安工业大学学报(2020年1期)2020-03-07
竹子学报(2019年1期)2019-09-12