Invar钢模具双曲板材展开方法及软件实现
2022-07-16 01:55:00李玉杨张礼康郭琪琪黄朝炎
航空制造技术 2022年10期
李玉杨, 季 文, 张礼康, 郭琪琪, 胡 勇, 黄朝炎
(1.中航西安飞机工业集团股份有限公司,西安 710089; 2.武汉理工大学,武汉 430063)
Invar钢具有热膨胀系数小、塑性和韧性高等特点,被大量应用于飞机复合制件模具的制作中[1–2]。其中,模具型面是由Invar钢中厚板通过压力机等弯曲设备预成形后焊接,再用数控机床加工而成[3]。模具型面形状一般较为复杂[4],有较多不光顺曲面和双曲度曲面,且曲面边界差别较大,从三边形到六边形不等,这给曲面的展开和准确下料带来了一定的困难。
曲面展开是将空间曲面映射到二维平面的过程,根据曲面能否被精确展开,可将曲面分为可展曲面和不可展曲面[5]。不可展曲面板材绝大部分由平面加工而成,其展开是必须解决的问题。展开是曲面加工的逆过程,与曲面加工工艺密切相关,由于加工工艺的不确定性及复杂曲面本身不可展,因此所有展开都是近似的,其准确程度主要取决于展开方法和对加工工艺的考虑程度。曲面展开在诸多领域有大量应用,故国内外学者所开发的展开方法也数量众多,依据其展开原理,大体可以分为以下3种。
(1)几何法[6–7]。将曲面划分成小曲面片,再基于一定的约束原则,如保形或保角等,将小曲面依次展开到平面上,由于展开中心、基准及展开原则不同,同一曲面的展开图并不唯一。
(2)力学法[8–10]。建立能量模型,确定弹力、变性能、位置及相关的精度控制的数学表达式。在此基础上展开曲面的初始位置,释放变性能,得到最终形状。
(3)几何–力学相结合的方法[11–12]。先用几何方法将曲面展开,得到初始二维平面展开图,由于初始展开平面中可能存在三角片的翻转、重叠、间隙、外轮廓不封闭等情况,再用力学方法对初始展开面进行修正。
以上方法在一定程度上提高了曲板展开的精度和效率,但由于未考虑板材加工工艺的差异性对展开结果的影响,故存在理论精度高却实际很少被应用的问题。如在几何法中,实际板材的形变并不保形;在力学法中,变形非常均匀,故展开前后,面积的变化小,在数学上精度高,但实际成形过程中,并不需要也无法做到变形均匀分布到每一点,而是通过某些加工线来实现板材的成形。本文在实际生产的基础上,重点考虑Invar钢模具型板成形加工工艺及变形分布特点,开发了一种基于小三角形的双曲度板材展开方法及软件,并用于实际生产,可将板材下料余量缩小至5~10mm。
1 外板展开方法
曲板展开是板材成形加工的逆过程,对于不同的成形方法应有相应的展开算法,因此在展开前必须分析曲板的加工工艺及其变形情况。本文的展开方法借鉴有限元思想,将曲面逐步分解为若干板条和小三角形,再对小三角形进行展开,接着按一定规则对小三角形进行拼接,形成板材展开后的整体形状。该方法的关键在于拼接方法和重叠、间隙的处理。展开步骤如图1所示。
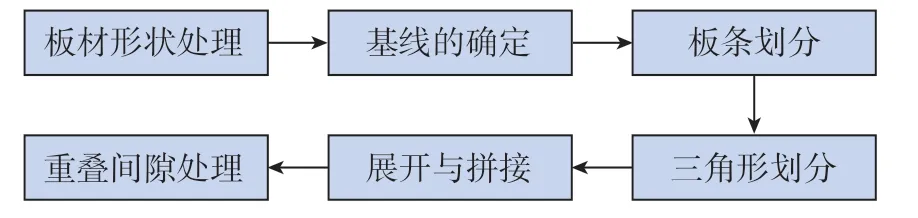
图1 曲面展开步骤Fig.1 Surface development steps
1.1 板材成形工艺
双曲度金属板材成形加工方法可分为热加工、冷加工及冷热加工结合等方法。其中,冷加工相较于热加工对金属材料的微观结构改变较少,可以适应不同材质的加工要求,被大量用于特殊材质的金属板材成形。为防止材料在冲压过程中因局部失稳产生皱褶,一般会增加或自然存在压延边,使得板材的变形基本以拉伸为主。对于厚度较大且纵横向曲率差别明显的板材,为提高冲压质量和效率,一般会分两步加工,首先,用辊弯机加工曲率较大的方向,板材变形以两端无约束的自由弯为主;再用整体模具、活络模具或压力机加工整体形状,工件往往存在较强约束,通过拉伸、弯曲变形相结合的方式成形。绝大部分Invar钢模具型板具有光顺、纵横曲率差较大等特点,故通常采用上述的成形加工方法时,工件中间层的变形具有两个特点: (1)拉伸变形为主; (2)拉伸变形一般沿曲率较小的方向。以上特点将反映到展开方法上。
1.2 曲面展开前处理
由于曲面一般是根据型表面或结构面给出,但是由于弯曲效应,板材的上下表面的拉伸压缩情况存在较明显差别,故在不考虑中性层偏移的情况下,用几何中间层进行展开较为准确。板材展开的数据是根据一定插值密度的空间点(型值点)给出,得到型值点后,将对各点进行偏移。假设Pij为各型值点坐标,则偏移后

其中,t为板材厚度。
对偏移后的型值点进行重新拟合,则得到展开曲面。常见的Invar钢型板外轮廓为四边形,但也存在一定的三边形、五边形及少量的六边形。由于外板展开过程中,基线的选取、板条的分割与板材边缘轮廓密切相关,故不同外轮廓的板材形状需要统一起来。如图2所示,四边形、三边形、五边形分别被定义为ABCD、ABC、ABCDE。对于三角形板材,将在最短边相对的顶点处添加一顶点D,增加一条长度为0的边,因此,三角形就可以看作四边形ABCD。对于五边形板材,将最大内角相邻的两边合并成一边,如存在多个相等的最大内角,则优先选择较长边对应的最大内角,四边分别为AB、BCD、DE、EA。在作板条分割时,C点将必须作为板条的顶点,五边以上的形状用相似的方法处理。
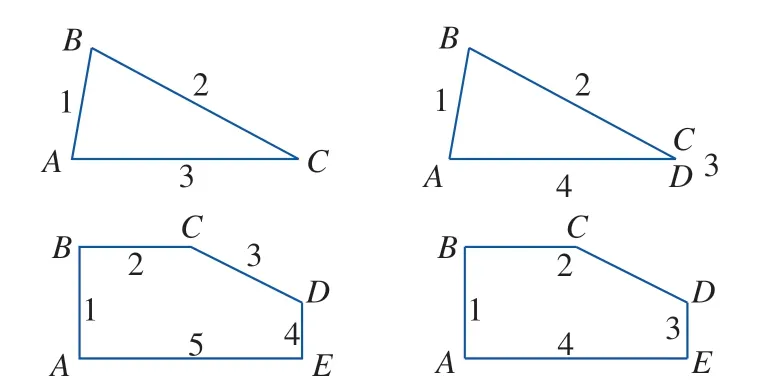
图2 三边形和五边形板的边缘处理Fig.2 Edge treatment of trilateral and pentagonal plates
将所有形状的板材都转化为四边形,假设四边形的4个顶点为V1、V2、V3、V4,定义曲面法向为

基线是板材展开和成形检验的基准,其选取的优劣直接影响到后续工作,下文以四边形板来说明基线的选取。假设S1、S2、S3、S4为四边形的边(含0边和合并边)。若
Max(|S1+S3|, |S2+S4|)≥2Min(|S1+S3|, |S2+S4|),则以两短边中点和曲面法向来确定基线;若
Max(|S1+S3|, |S2+S4|)< 2Min(|S1+S3|, |S2+S4|),则以曲率较大的相对边的中点和曲面法向来确定基线。假设两短对边(或曲率大对边)的两中点为P、Q,则基线截平面法向为

截平面方程为

基线为截平面与曲面的交线。
以上方法适用于绝大多数双曲度板材,该方法的优点在于计算方便,可以根据设定的误差限自动地选择展开的三角形单元的大小,提高计算效率。如图3所示,对于形状较为规则的板材,基线大致将板材分为上下相等的两部分,板条将尽可能垂直于基线主轴,这样对展开精度较为有利。这对于形状较为规则的板是易于实现的,将大型面划分为多块板材曲面时应考虑到这一点。但对于形状较为特别的板,上述基线选取方法会导致基线上下两部分面积差别较大,从而产生较大的展开误差。这通常出现在曲板某条边具有明显内凹的情况下,如图4所示。
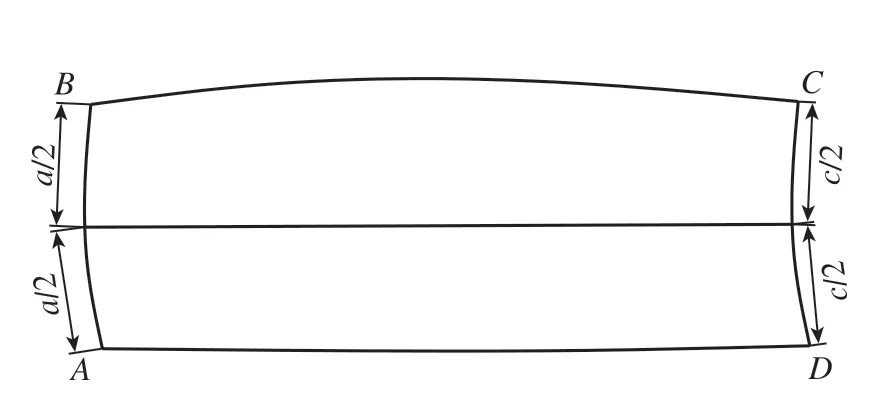
图3 基线的选取Fig.3 Selection of baseline

图4 特殊形状板Fig.4 Special shape plate
对于该类形状的曲面,直接在数据提取时,设定好提取点的数量,以中间行作基线。如假设提取点数量为65×65,那么以第33行数据作为基准线展开。该方式可适应任意形状的曲板,但计算量较大,且对插值取点有一定要求。
1.3 曲面划分
板条划分以基线为基准,用二分法对基线进行划分,假设将基线分为N段后,基线的端点和划分点依次为P0,P1, …,Pn–1,Pn,设误差限为ε,若|Pi–1Pi|+|PiPi+1|–|Pi–1Pi+1| <ε,则Pi–1至Pi+1之间的基线段不需要再分,若超过误差限,则需要进一步划分。最终的板条划分可能如图5所示。另外,为保证展开精度和加工实际,基线的允许相对误差要小于曲板展开的允许相对误差,且考虑到加工光顺性的要求,板条的宽度需要设定上限,数量需要设定下限。
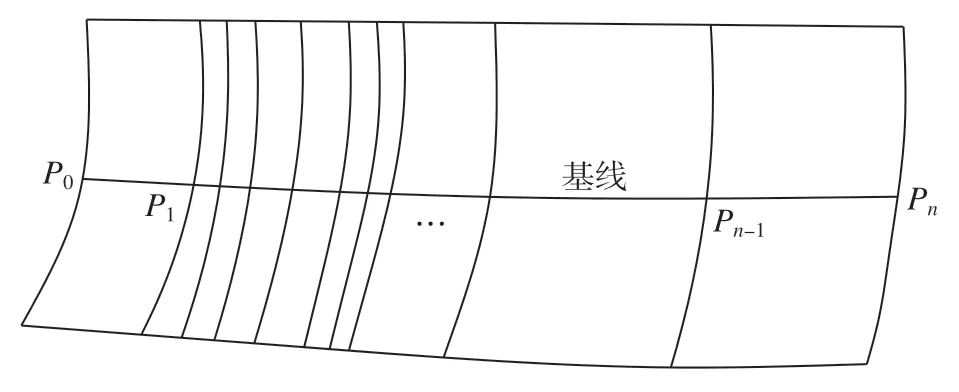
图5 板条划分Fig.5 Division into strips
曲面由NURBS参数曲面表示,一般而言,基线与u向近似平行。确定基线上的分割点后,反算出u0,u1, …,un–1,un,则以f=S(ui,v)(i=0, 1, …,N)作为板条的分割线。
板条分割完成后,需进一步对板条进行剖分,板条以基线为界分为上下两部分,之后左右两侧都用二分法进行划分,左右两边的分割点必须保持对应且满足精度要求。这样,板条被分割成一系列矩形,再用每个矩形的左上角到右下角的对角线将矩形分成2个三角形,如图6所示。
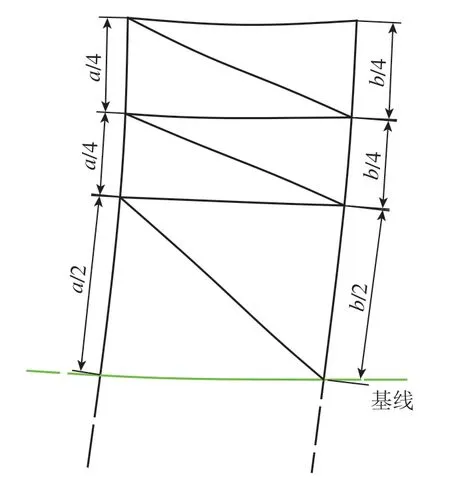
图6 三角剖分Fig.6 Triangulation
1.4 曲面展开与拼接
网格划分完成后,计算顶点间的距离,即计算小三角形每条边的弦长,用三边弦长组成的三角形代替原来的三角形即实现小三角形的展开,进而得到所有三角形的边长。如图7所示,将第i板条左、右边上的分割点从下到上依次编号为Qij、Rij(j=1,2,…,M),将Qi0置于原点,Ri0置于X轴,则可从下至上依次展开,即
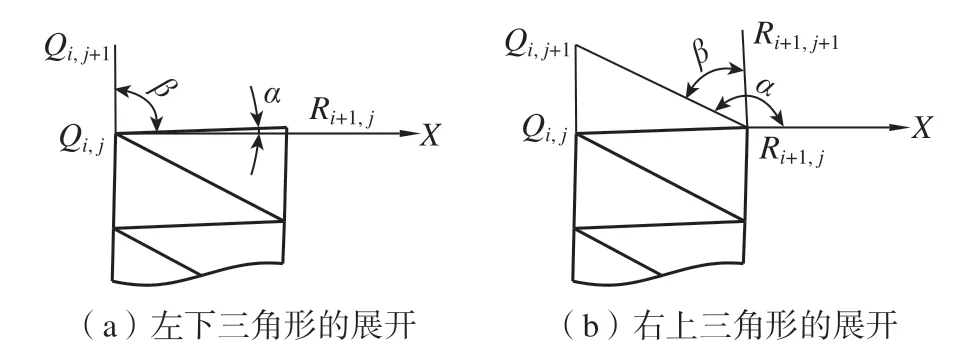
图7 板条展开Fig.7 Strips development


从下到上,依次可确定各点的坐标,进而得到板条的外轮廓。
板条展开完成后,计算板条基线上下的4个夹角,即αi、βi、γi、δi,如图8所示。相邻板条拼接时,第i个板条基线右端点和第i+1板条基线左端点重合。旋转右端板条,旋转角度为εi+1=(δi+βi+1–γi–αi+1)/2。
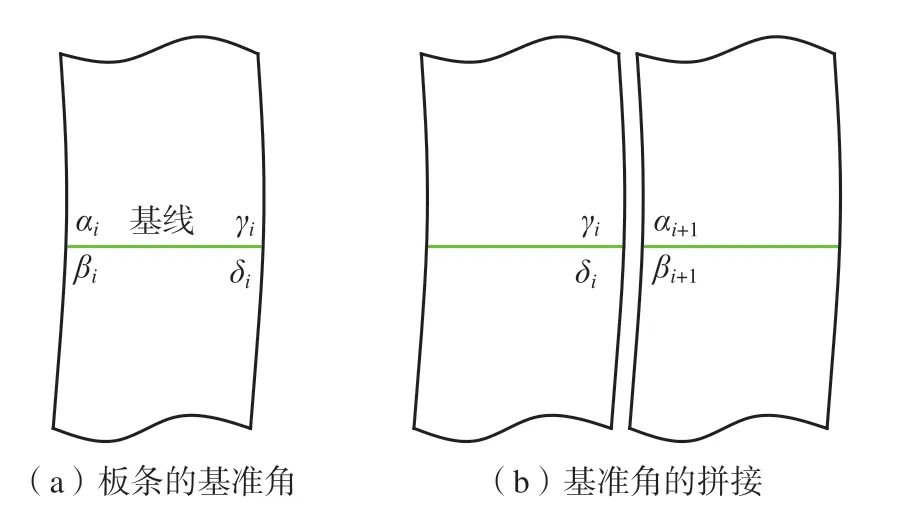
图8 板条拼接Fig.8 Strips splicing
板材按上述方法由双曲度曲面展开得到平面,高斯曲率为正的曲面或区域(如帆形),板材之间必定存在缝隙,高斯曲率为负(如马鞍形),则存在重叠。这些缝隙或重叠区域即需要成形加工的部分。如采用收缩加工,则允许存在间隙而不能重叠;若采用拉伸加工,则反之。本文的加工方法以拉伸加工为主,故只允许板材存在重叠。上述的旋转方法可以使相邻板条上下部分的重叠和间隙均匀,旋转完成后,若不存在间隙,则板条间的拼接完成;若存在间隙,则右侧板条将沿Rn+1Qn向量方向移动最大间隙距离。拼接后,板材上下边相邻的板条未展开时的分割点在展开后成为不重叠的两点,取两点的中点作为拟合点,拟合得到板材的边缘形状,完成曲板展开,如图9所示。
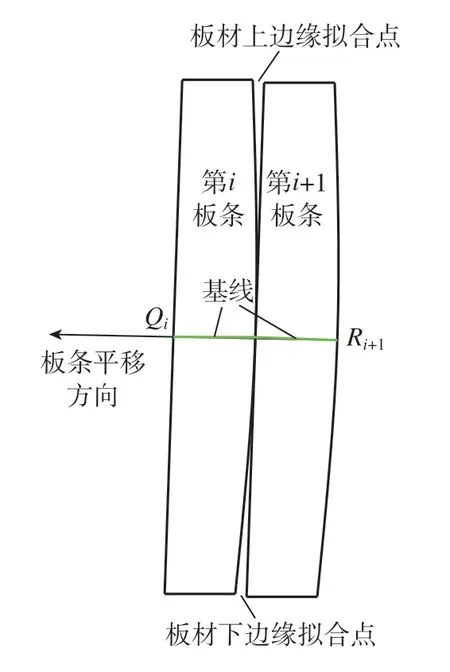
图9 间隙及边缘处理Fig.9 Gaps and edges treatment
本文展开及拼接方法的另一优势是,不同板条之间的展开精度没有影响,即板条K的展开精度提高或者降低,并不影响板条K之外的区域的展开精度。而在其他展开方法中,通常会导致累积差。
2 软件实现
在展开理论研究的基础上,对CATIA软件进行了二次开发,采用适合于Invar钢模具材料特性和生产方式的展开算法和内部结构映射算法,可提高展开的精度和材料的利用率,降低生产成本。本软件原则上可根据控制精度展开任意曲面,但展开光顺曲面的精度和效率更高。展开时,可选择板材成形方式(热加工或冷加工),以适应不同的加工方法。
软件主要包括三维数据点读取、曲面和结构线展开及展开数据表达显示等3个模块,如图10所示。
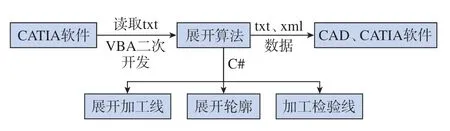
图10 曲面展开软件及其功能Fig.10 Surface deployment software and its functions
2.1 三维数据点读取模块
通过VBA编程,开发交互式的模型处理及数据读取模块 (图11),通过该模块,可以实现曲面的分割与合并,选取将要展开的板及其相关加工线、检验线等,并可进行批量处理。提取时,可以设定数据点的密度,并可根据板厚完成中心层偏移。
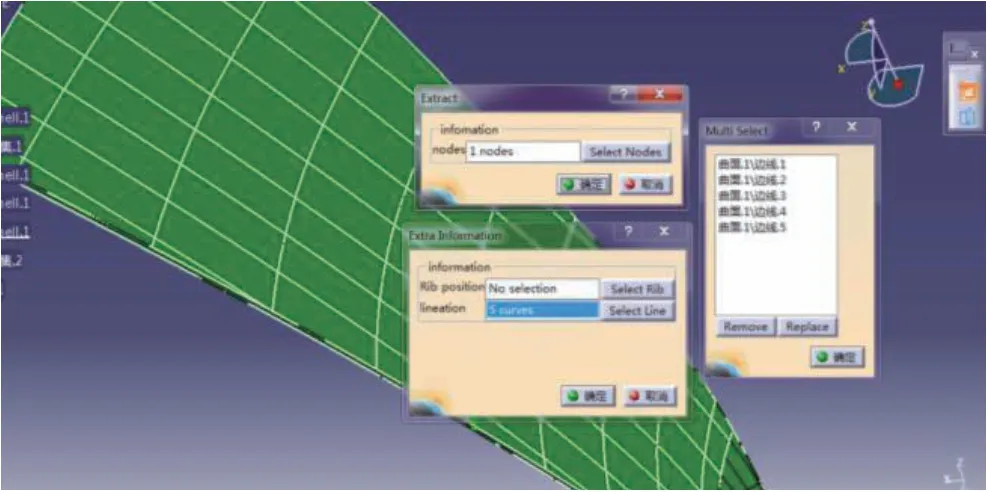
图11 数据提取模块对话框Fig.11 Data extraction module dialog box
2.2 曲面展开模块
该模块为展开软件的主体,主要包括板轮廓展开,加工线如辊扎线、定位线展开,检验线如框架线、定位剖线展开等,展开后输出为xml和txt两种格式的数据文件。
2.3 曲面展开数据显示模块
曲面展开后输出的xml数据可以实现与CATIA软件的交互,作为下料、套料和检测的依据;txt文件可实现与CAD的交互,方便使用者出相关的加工图纸,如图12所示。

图12 曲面展开及加工检验线图(mm)Fig.12 Development and processing inspection line drawing (mm)
3 展开结果分析
采用给定解析式的三角球面、帆形面和马鞍形面、圆筒面来检验展开结果的准确性,曲面方程如下。
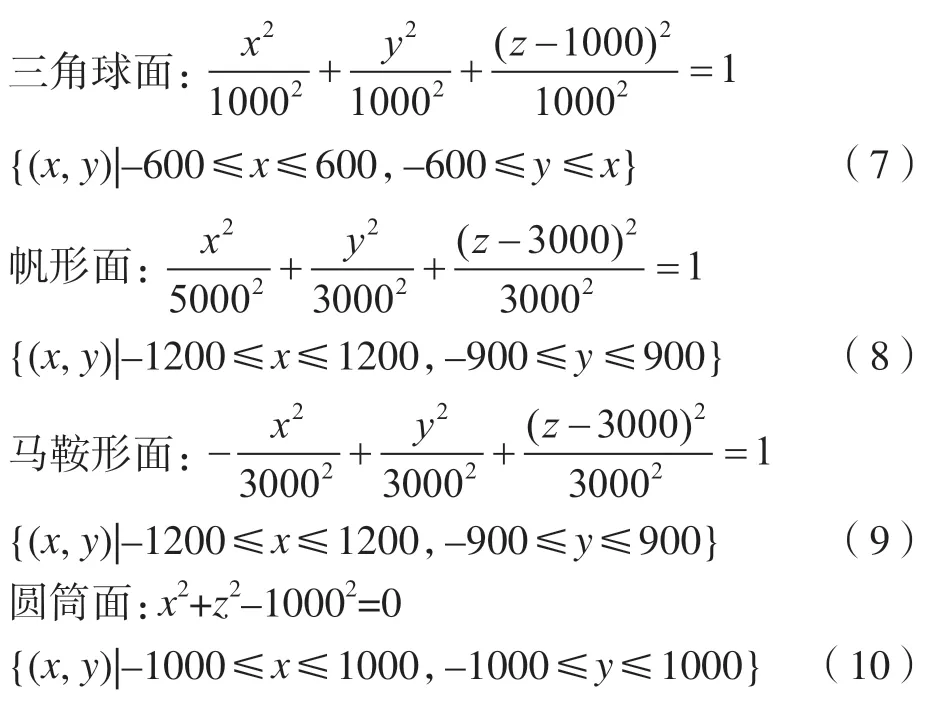
展开结果如表1所示。在本算法中,左右边线展开前后等长,故不考虑。表1中所示伸缩量即该曲线上的间隙或重叠的绝对值和,是伸缩量的理论值。实际加工过程中由于影响因素众多,伸缩量存在偏差,故需加放一定的余量,根据加工经验,上边线、下边线、极限最大伸缩量不大于50mm时,加5mm余量;伸缩量大于50mm时,加10mm余量。展开结果对型面的分块也有参考价值,当总收缩量与上下边线或基线的比大于5%时,成形比较困难,该型板需要进一步分块。
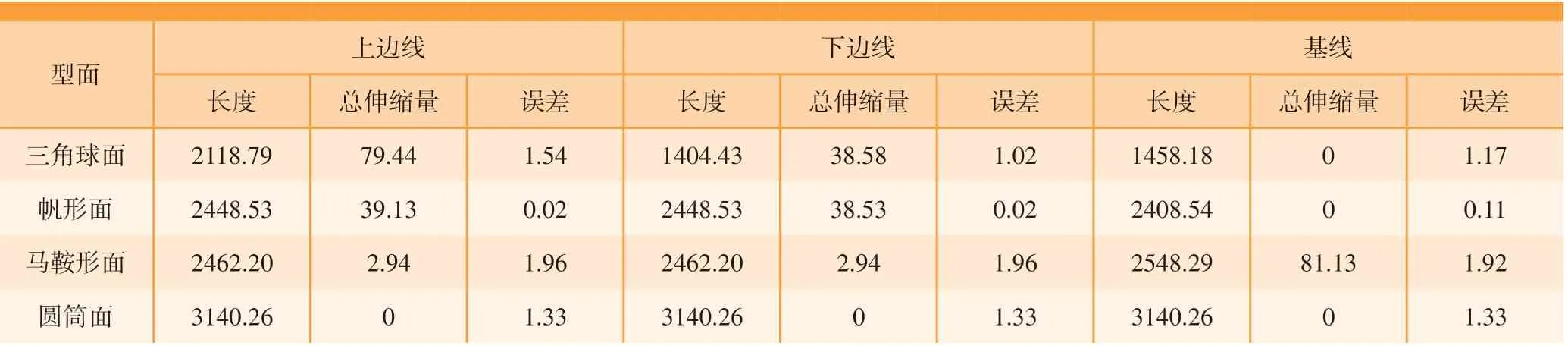
表1 解析曲面展开结果Table 1 Analytic surface expansion results mm
表1中的误差是曲面上曲线的误差,是衡量曲面展开准确性的指标之一,可通过进一步的细化三角单元来提高。考虑到加工过程中,需要根据对样情况确定加工线,故曲面展开时,间隙或重叠均匀且排列有序对加工较为有利,因此间隙或重叠的分布情况更为重要。本展开方法的重叠和间隙沿板条两侧分布(图13),与水火弯板或冷压的加工线是一致的。
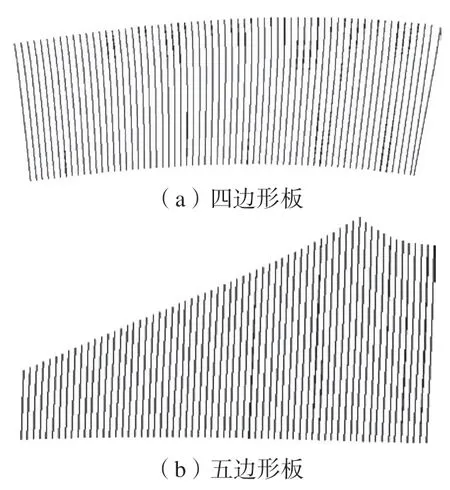
图13 曲面展开伸缩量分布情况Fig.13 Expansion and contraction distribution results
使用该展开方法及编制的软件,对32套Invar钢模具的121块型板进行展开,展开型板形状有比较规则的四边形板,也有形状比较特殊的异形板,相关工件通过数控弯板机和油压机成形加工,装配检验结果表明,该展开方法只需要留5~10mm余量,远小于传统展开方法所需要的20~40mm的加工余量,可显著地减少材料浪费和后续机加工工作量。
4 结论
本文基于Invar钢冷加工成形的加工工艺特点,提出了一种基于小三角形的曲板展开方法,并进行了软件实现。指出双曲度板材展开不可避免地存在重叠和间隙,并非由展开误差导致,而是板材加工中应有的伸缩量,其分布应有加工线一致。通过对32套模具的121块型板进行展开加工检验,证明该方法可以适应不同形状的光顺型板的展开,并有较好的展开精度。
猜你喜欢
金属热处理(2022年8期)2022-09-05 08:38:30
数学年刊A辑(中文版)(2019年1期)2019-01-31 02:35:28
数学物理学报(2018年5期)2018-11-16 05:49:44
激光与红外(2018年3期)2018-03-23 09:23:33
国际木业(2016年4期)2017-01-15 13:54:26
浙江大学学报(工学版)(2016年10期)2016-06-05 09:20:56
国际木业(2016年6期)2016-02-28 10:26:55
印制电路信息(2015年6期)2015-12-30 12:57:48
女友·家园(2014年3期)2014-11-26 22:24:31
华东师范大学学报(自然科学版)(2014年1期)2014-04-16 02:54:52