在役动车组空心车轴材质缺陷探伤标准研究*
2022-07-15 03:42胡祺昆黄永巍张澎湃李立凡
铁道机车车辆 2022年3期
胡祺昆,黄永巍,张澎湃,吴 毅,毕 超,李立凡
(1 中国铁道科学研究院 研究生部,北京 100081;2 中国铁道科学研究院集团有限公司金属及化学研究所,北京 100081)
车轴是动车组转向架走行部的关键部件,在运行过程中的使用性能至关重要。在车轴的制造过程中有一定概率产生内部材质缺陷,该种缺陷使车轴面临萌生裂纹并扩展失效的风险,威胁着动车组的运行安全。由于动车组在世界铁路史上应用时间不长,空心车轴尚未出现规律性的缺陷疲劳扩展规律[1-2],而我国从本世纪初开始从国外引进动车组,对于关键部件探伤缺乏自主标准。由于历史原因,现行标准主要借鉴于德国、日本、法国等国。上述国家的轮轴探伤标准主要基于实心轮轴探伤的经验,应用于现役动车组车轴探伤则存在3 个重大问题:(1)内部材质缺陷探伤标准;(2)外表面疲劳裂纹的探测方法和标准;(3)不同材质的空心车轴探伤灵敏度的统一。
基于以上问题,以全尺寸轮轴疲劳试验台(型号+F02,精度等级U=0.1%)为主要试验设备,对含有材质缺陷动车组空心车轴进行了超高周疲劳试验。采用工业CT 扫描、VG 软件复原、金相观察的方法对缺陷形貌及裂纹萌生扩展行为进行了表征。为动车组空心车轴超声探伤规程的优化提供了实践和数据支撑。
1 内部材质缺陷疲劳扩展试验方案
1.1 试验依据
EN 13261-2009+A1-2010《铁路应用—轮对和转向架—车轴—产品要求标准》和EN 13260:2009《铁路应用—轮对与转向架—轮对—产品要求》对动车组EA4T 车轴疲劳力学性能做出了规定,其中所有疲劳极限均以疲劳周期为1 000 万周次定义,目标值见表1。

表1 EA4T 型空心车轴疲劳极限目标值 单位:MPa
表1 中:F1为轴身疲劳极限;F2为内孔疲劳极限;F3为压装条件下实心车轴疲劳极限;F4为空心车轴除轴颈外的安装部分(轮座)疲劳极限;F5为空心车轴在轴颈的安装部分疲劳极限。
从 表1 可 知,F1和F4适 用 于 本 试 验,而F1远 大于F4,从最严苛控制角度出发,本试验选取F1作为试验应力。
1.2 试验样轴加工
根据先期探伤结果,选择了一根车轴,车轴材质为EA4T,轴号LE16010760057,内孔φ30 mm,在轴身部位有1 处材质缺陷。试验时缺陷位置应尽量靠近外表面以增加缺陷处应力,但考虑到超声探伤有一定始脉冲盲区,所以将缺陷加工至距离车轴表面3 mm。加工后的样品车轴如图1 所示,长度为1 600 mm,缺陷距离根部45 mm,距离轴端295 mm。
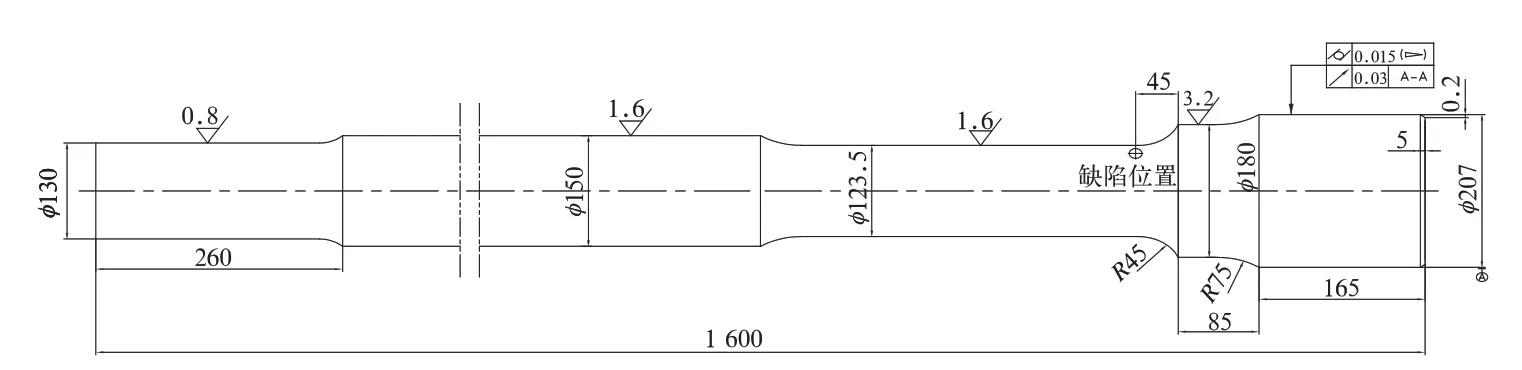
图1 内部材质缺陷疲劳试验试样轴
1.3 缺陷部位试验应力计算
对于图1 中所示试验试样,缺陷位置对应的轴身直径为φ123.5 mm,距离轴身表面3 mm,缺陷位置对应直径φ′为117.5 mm,σ值(后续计算中应力符号用σ代替F)取240 MPa,按照经典材料力学梁理论[3],缺陷部分试验应力σ′为式(1):

即当缺陷位置对应轴身表面应力为±240 MPa时,缺陷位置承受的试验应力为±228.3 MPa。
1.4 试验步骤
(1)用应变片实时监测缺陷处外表面试验应力,确保在EN 13261 中F1应力水平(±240 MPa),每隔一定周期采用超声探测仪测量一次缺陷当量。
(2)用工业CT 对缺陷部位进行断层扫描并用VG 软件对缺陷形貌进行三维复原。
(3)金相观测缺陷实际形貌,判定是否萌生裂纹。
1.5 超声检测器材及测试方法
超声波探伤仪(型号KW-4C)、超声波探头(型号5 MHzφ10FG5)、对比试块(人工缺陷为φ3 mm平底孔,深度4.0 mm)、耦合剂(机油)。将超声仪器测距调整,然后分别将对比试块φ3 mm 平底孔和空心轴上自然夹杂缺陷的反射波调为荧光屏满刻度的80%,记录各自的深度、仪器衰减器读数,以缺陷与平底孔的波高差值表示缺陷当量的变化。
2 试验结果及分析
2.1 超声测试数据及分析
疲劳试验前对带有人工缺陷的对比试块和试验样品分别进行超声探伤,均调整至80%波高记录仪器读数,作为第一组测量数据。而后完成了108次的超高周疲劳周期试验,期间进行了25 次测量,共26 组数据,见表2。曲线当量测试值变化趋势如图2 所示。
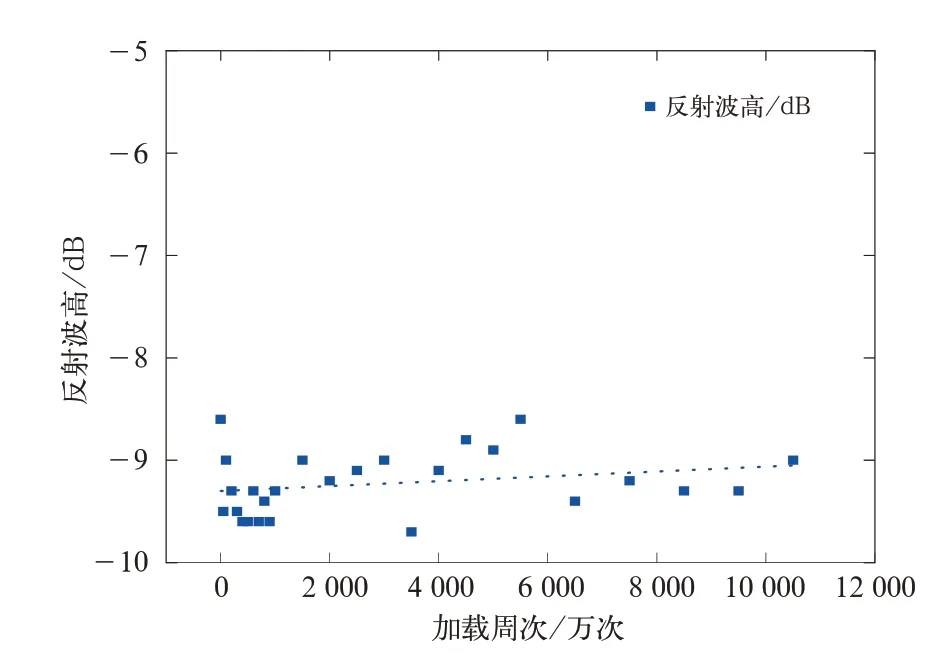
图2 测试值变化曲线图
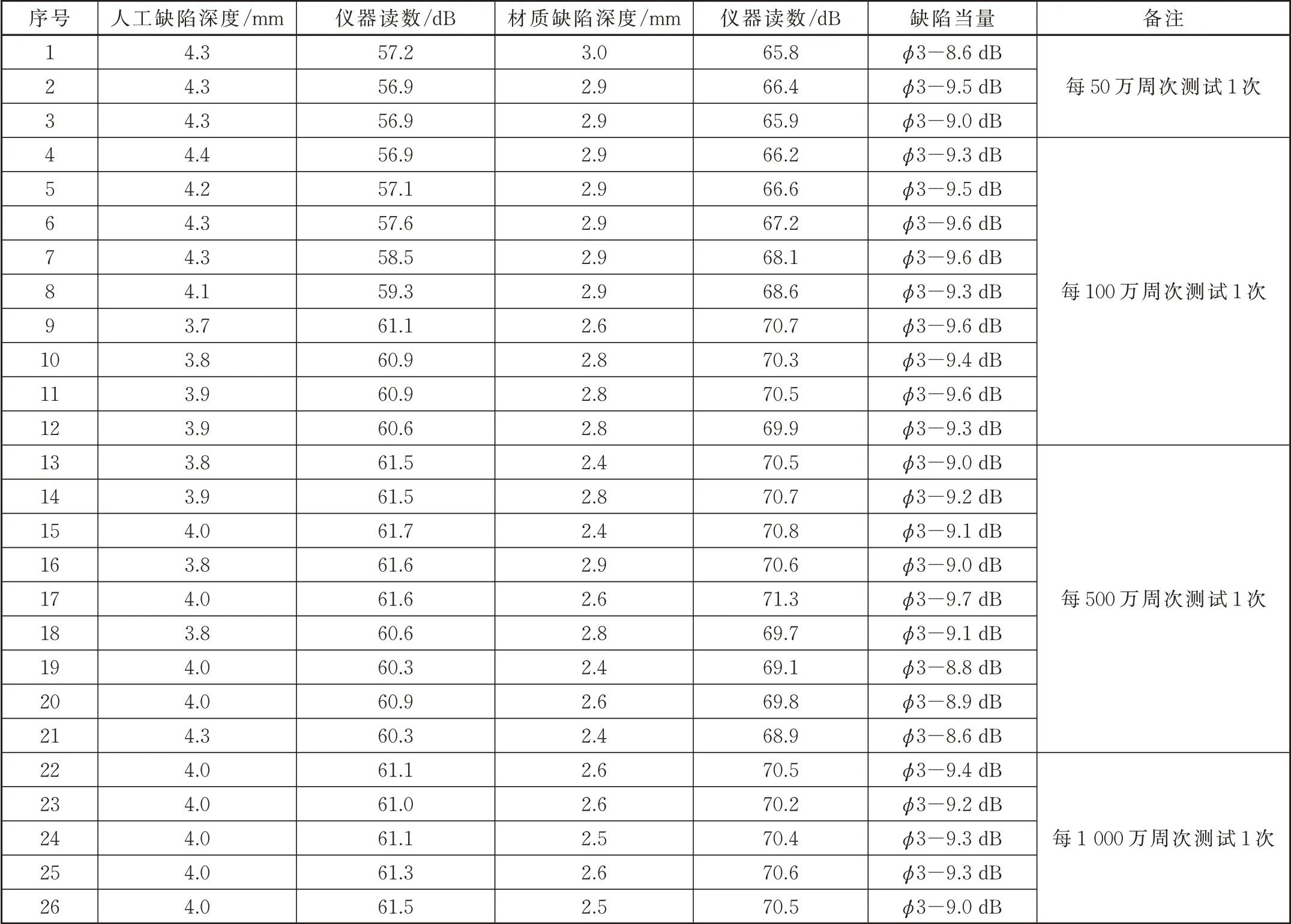
表2 空心车轴内部材质缺陷疲劳试验记录表
由于试验过程中没有测量到明显当量变化,所以进行了4 次测量周期的调整,从每50 万周次测量一次最后增加到每1 000 万周次测量一次,均没有明显缺陷疲劳扩展迹象。26 次测量数据极差为1.1 dB,平均值为φ3-9.23 dB,计算标准差s为式(2):

标准差s为一较小数值。对这26 个数据进行线性拟合得到线性回归方程为式(3):

该回归曲线的斜率2.38e-5也为一个很小的数值。
将每个测量值和对应回归曲线上的拟合值差的平方加和,得到残差平方和3.415e-27(计算过程略)为一极小数值,表明回归具有高度的可信度。
根据上述数据分析结果认定,该缺陷当量值无变化。即从超声检测的角度,缺陷没有扩展。
2.2 CT 检测结果
为确定内部材质缺陷空间分布状态。将包含材质缺陷的空心轴切割成条块状试样,尺寸为长60 mm,高40 mm,厚10 mm。采用工业CT 检测系统对该试样每隔0.1 mm 进行一次扫描形成一幅断层图像,结果如图3、图4 所示。
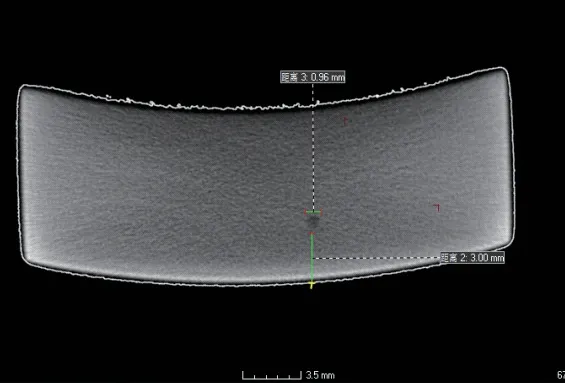
图3 上下方向(z 轴)的断面
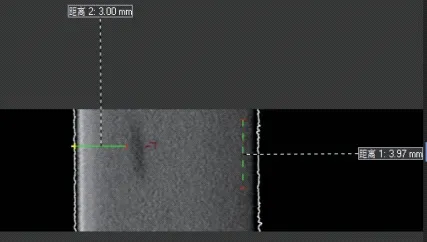
图4 左右方向上(x 轴)的断面
采用VG 软件进行逆向工程三维复原,可初步确定该缺陷(红色部分)长约3.97 mm(距离1),距离外圆面3.0 mm(距离2),中间部分最大直径0.98 mm(距离3),两端直径趋于0,呈纺锤条状。如图5 所示。
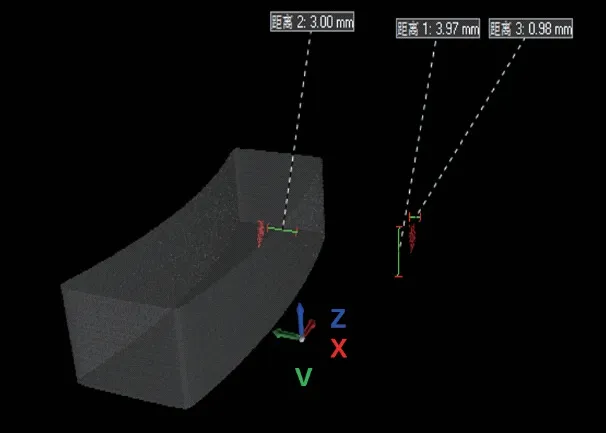
图5 缺陷三维模型
2.3 金相检验结果
对该内部材质缺陷线切割观察金相,判断缺陷类型为夹渣。缺陷横向剖面尺寸为531 μm×240 μm,边缘未发现疲劳微裂纹,证明该内部材质缺陷横向边缘未发生疲劳扩展,如图6 所示。
对该内部材质缺陷纵向线切割观察,双侧金相结果如图7、图8 所示,其中一端长度1 241 μm,另一端951 μm,两端边缘均未发现微裂纹,证明该内部材质缺陷纵向尖端同样未发生疲劳扩展。
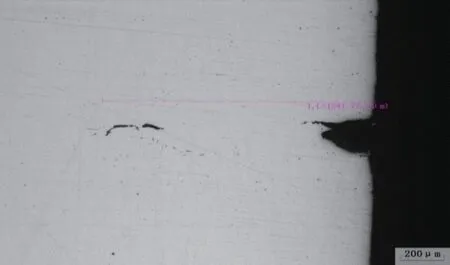
图7 内部材质缺陷纵向截面金相(一侧)

图8 内部材质缺陷纵向截面金相(另一侧)
2.4 等效里程计算
S-N曲线是疲劳性能评估的基础数据,关于车轴S-N曲线拟合,可以参考GL 规范《Guideline for the Certification of Wind Turbines Edition 2003》[4]进行。在试验应力σf为±240 MPa、试验循环为108次的试验条件下,全尺寸车轴轴身部位S-N曲线可描述为式(4):

选取许用应力σe时,按照非动力车轴评定准则EN 13103-2009《轨道交通—轮组和转向架—非主动轴—设计方法》第7 节“Maximum permissible stresses”即最大许用应力的规定,当车轴轴身试验应力为±240 MPa 时,对应许用应力σe为±180 MPa。此时被测试车轴对应的等效服役寿命NS(周次)与试验循环次数NT(周次)的对应关系为式(5):
式中:σf为试验应力,MPa;σe为许用应力,MPa。
等效里程LS(万km)和试验里程LT(万km)的关系为式(6):

试验试样在完成108次的超高周疲劳周期试验后仍未出现裂纹。车轮使用过程中的维修方式为旋修,会导致车轮直径减小直至下限后报废。新轮滚动圆直径d1=920 mm,磨耗到限时动力转向架车轮直径d2=830 mm[5]。对应里程计算如下:
(1)以新制车轮直径计算试验里程为式(7):
按照式(6)计算等效里程:
(2)以动轮磨耗到限直径计算试验里程为式(8):
按照式(6)计算等效里程:
可以推断:实际运行里程介于二者之间,以平均值来说,该试验车轴能够安全运行约(110.0+121.8)/2=115.9 万km 而不出现材质缺陷产生的裂纹。
3 结论及建议
3.1 结论
(1)轴身内部距外表面3 mm 处存在材质缺陷,对应缺陷处外表面加载应力±240 MPa,经计算缺陷位置的最大应力为±228.3 MPa,加载108周次后(等效里程约为115.9 万km),采用超声探伤和金相检验未发现缺陷疲劳扩展。
(2)虽然试验样本只有1 个,但超高周试验数据能够说明,内部材质缺陷不易萌生裂纹,实际使用中车轴在更低应力(表面约50~80 MPa)条件下更不易萌生裂纹。
3.2 建议
现役动车组空心轴内部材质探伤灵敏度标准为φ2 mm 平底孔当量。根据以上结论,对EA4T 型动车组空心车轴超声检测给出2 种优化方案:
(1)在现有探伤灵敏度(φ2 mm 平底孔当量)基础上延长探伤周期,日常不探伤,在高级修阶段探伤。
(2)保持现有探伤周期不变的基础上,降低探伤灵敏度(如φ3 mm 或φ4 mm 平底孔当量)。
猜你喜欢
科学导报(2022年6期)2022-02-06
科学家(2021年24期)2021-04-25
科技研究·理论版(2021年20期)2021-04-20
科技研究·理论版(2021年20期)2021-04-20
汽车世界·车辆工程技术(中)(2020年1期)2020-07-09
财会学习(2018年18期)2018-08-22
科学与技术(2018年8期)2018-04-26
科学与财富(2017年18期)2017-07-09
企业文明(2009年10期)2009-11-09