
单挡减速器齿轮轴的结构及热处理工艺优化研究*
2022-07-05 05:31陆元三刘登发廖腾辉刘隆节
南方农机 2022年13期
尹 泉,陆元三,刘登发,廖腾辉,刘隆节
(1.湖南财经工业职业技术学院,湖南 衡阳 421002;2.衡阳风顺车桥有限公司,湖南 衡阳 421001)
单挡减速器总成中的齿轮轴是汽车减速器总成中非常关键的零件之一。在实际工作过程中,单挡减速器齿轮轴除受到较大的扭、弯、压、挤等交变载荷作用外,还要承受轴上齿轮、齿轮轴两端轴承运转时的摩擦力作用。不同的工作条件和受力形式产生了不同的失效模式,齿轮轴常见的失效形式有疲劳磨损、裂纹、表面点蚀、弯曲疲劳折断、冲击折断等[1-3]。因此,齿轮轴不仅需要具有高的疲劳寿命,高的抗弯强度,较好的韧性,良好的耐磨性,抗多次冲击的能力,高温下的高强度,还需要具有一定的精度。换句话说就是要具备较好的力学性能,良好的加工性能以及较好的综合机械性能。齿轮轴的性能好坏直接影响到减速器总成的传动效率和使用寿命[4-5]。由于人们对电动汽车整车性能的要求不断提高,作为汽车配件的减速器齿轮轴的性能要求也越来越高。齿轮轴的加工和热处理工艺的优化是改善金属材料综合性能的有效途径。课题组针对单挡减速器总成中的齿轮轴的结构和热处理工艺优化展开专题研究,目的就是改善和提升齿轮轴的综合性能,提高生产效率,使齿轮轴最大限度地发挥作用,从而更好地保障和提升单挡减速器总成的性能。
1 齿轮轴结构设计改进
产品的结构决定了产品的性能和寿命,通常减速器的齿轮轴会做成齿轮和轴一体式或部分齿轮与轴一体式的,也有将齿轮和轴分开制作,加工后装配成部件的[6-10]。齿轮轴通常设计成阶梯轴,这种阶梯轴具有结构简单、模具制作简便、加工容易、制作成本低等优点。由于轴和齿轮做成一体结构且轴为实心轴,所以轴和齿轮的重量大,且对于二级变速器来说,变速器内设置三根齿轮轴,这增大了变速器的空间。但是对电动汽车来说汽车底部要安装电池,底部空间本来不足,这使得变速器的安装更加困难。为了克服上述问题,课题组对减速器齿轮轴的结构进行了改进设计。
结构改进一:在满足其功能和性能要求的前提下,将减速器中间齿轮轴设计成空心形状,齿轮轴中间空心部分设置内花键,减速器输入轴的外花键插入到中间齿轮轴的花键孔内;电机输出端输出的扭矩通过离合机构传递到变速器的输入轴上,变速器的输入轴将扭矩通过与其配合的内花键传递到中间齿轮轴的齿轮上,中间齿轮轴上的齿轮再通过与其啮合的大齿轮将扭矩传递到输出轴,驱动两边的车轮工作。中间齿轮轴设计成空心形状,既减轻了齿轮轴的重量,节约了材料,又减小了减速器的体积,使齿轮轴上的齿轮和轴内部的花键在热处理中的硬度更加均匀,可以减少中间齿轮轴热处理过程中变形、内部裂纹等不良情况的发生。
结构改进二:针对中间齿轮轴在热处理过程中各台阶根部易产生裂纹的问题,课题组将中间齿轮轴各台阶根部及齿轮两侧的圆角值由原设计的R1~R3加大至R5~R8,避免齿轮轴因根部圆角R 过小产生裂纹等不良现象。
结构改进三:中间齿轮轴两端的外倒角由原设计的1.5×45°变为2×30°,改变的原因是原设计的中间齿轮轴两端的外倒角不方便安装油封,且易损伤油封的内部唇口;改进后方便油封装配,油封装入后没有出现唇口损伤等质量问题。
结构改进四:中间齿轮轴中间孔沿轴的轴向设置2 个以上的油孔,以利于轴内的齿轮油与外面的齿轮油的交换,加速齿轮轴运转中的热量交换,改善轴上齿轮和轴两端轴承的润滑条件,降低轴承处的温度,提升轴承、齿轮的传动效率和使用寿命。
设计改进后的单挡减速器齿轮轴剖面如图1所示。
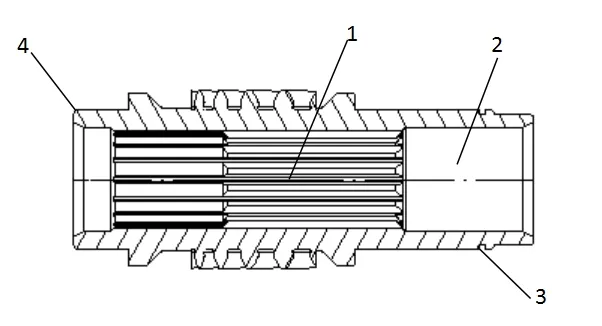
图1 单挡减速器齿轮轴结构(剖视)
2 单挡减速器齿轮轴的常规机械加工及热处理工艺
除了轴的结构之外,齿轮轴的材料选择、机械加工工艺流程和热处理工艺对其传动效率和使用性能也有非常重要的影响。
2.1 材料选择
汽车减速器齿轮轴的材料必须根据齿轮轴的受力情况、技术要求和工作条件进行确定。
汽车单挡减速器齿轮轴的设计对齿轮轴有如下的性能要求。
1)表面渗碳层的深度为0.8 mm~1.2 mm,表面硬化层的深度为1.7 mm~4.0 mm,表面硬度达到HRC55以上,以保证优良的耐磨性和接触疲劳抗力;
2)心部硬度为HV350~420,确保齿轮轴心部具有高的韧性和足够高的强度,若心部韧性不足,在冲击载荷或过载作用下齿轮轴在台阶处的根部容易产生裂纹或断裂;
3)有良好的热处理工艺性能,在高渗碳温度(900 ℃~950 ℃)下,奥氏体晶粒不易长大,并有良好的淬透性。
为满足齿轮轴以上性能特点,对齿轮轴的材料成分有如下要求。
1)低碳,碳的含量一般为0.15%~0.25%,使零件心部有足够的塑性和韧性;
2)加入提高淬透性的合金元素,常在材料中加入如Cr、Ni、Mn、B等;
3)加入阻碍奥氏体晶粒长大的元素,主要加入少量增强碳化物形成的元素Ti、V、W、Mo 等,形成稳定的合金碳化物。
根据齿轮轴的性能和成分特点要求,齿轮轴通常选用的材料有20CrMnMo、20CrMnV、20CrMnTi、40Cr、42CrMo 等,现以20CrMnMo 作为单挡减速器齿轮轴试件材料进行试验。该材料的化学成分如下:碳C0.17~0.23,硅Si0.17~0.37,锰Mn0.9~1.2,钼Mo0.2~0.3,铬Cr1.25~1.65,镍Ni ≤0.030,铜Cu≤0.030,允许残余硫S≤0.03,磷P≤0.03,其余为铁Fe。这种材料适合于受中等载荷、润滑条件较好和冲击力一般的单挡减速器中间齿轮轴和离合器齿轮轴,还适合于汽车油泵的拉杆轴。因其经过渗碳淬火和回火后,轴的表面硬度达到HRC55 以上,表面耐磨性也较好,其心部硬度在HV350~420 之间,20CrMnMo 钢还具有高强度,高韧性,良好的淬透性,经过热处理后有良好的综合机械性能,并具有较高的疲劳寿命极限和抗多次冲击的能力。此外,20CrMnMo 钢还具有淬火变形小等优点,高温时有高蠕变强度和持久强度,缺点是回火脆性大。
20CrMnMo 钢具有以上的优良特性,与钢中加入的合金元素Cr、Mn、Mo 有关。Cr、Mo 能增加渗碳的浓度,提高钢的淬透性,Cr 能促进钢的二次硬化,提高钢的渗碳层硬度和耐磨性。试验证明,当Cr 含量达到12%以上时,钢具有更好的高温抗氧化性和耐氧化性介质腐蚀的能力,20CrMnMo 钢经淬火回火后具有较好的综合力学性能,能在渗碳钢中形成含铬的碳化物,从而提高钢表面的耐磨性;Mn 在钢中易形成锰的氧化物,能够快速提升钢的强度和韧性,且能提升大断面齿轮轴的淬透性和回火的稳定性,使齿轮轴在较高的温度下回火,能消除机械加工和铸锻造应力,优化齿轮轴的塑性和韧性。
2.2 机械加工及热处理工艺流程
单挡减速器齿轮轴的结构简图如图2所示。

图2 单挡减速器齿轮轴的结构(外形)
用20CrMnMo 钢制作单挡减速器齿轮轴时,其普遍采用的加工工艺路线如下:下料→锻造→毛坯粗、半精加工→渗碳→淬火→高温回火→齿轮高频淬火→磨削。齿轮轴试样在渗碳后直接出炉油淬,即淬火温度与渗碳温度一致。渗碳淬火和回火等热处理工艺能大大提升了20CrMnMo 汽车减速器齿轮轴的综合机械性能。因此,对渗碳淬火和回火工艺过程进行优化可以提升齿轮轴的质量水平,从而提升单挡减速器总成和整车的性能。
1)下料。根据待生产轴的功能和受力情况计算出轴径,并选择相应尺寸的圆钢棒料到锯床或切割机上切成短棒料,方便锻打。
2)锻造。将短棒料放入电炉中加热到1 180℃±10 ℃,取出采用模锻锻打成所需要的毛坯,终锻温度为1 130 ℃。
3)毛坯粗、半精加工。将上一工序锻造好的毛坯安装到数控车床上,粗加工一端外圆及端面,半精加工外圆、内孔及端面;再掉头粗车另一端外圆、内孔和端面,换刀精车另一端外圆、内孔和端面;加工粗糙度值为Ra3.2,外圆单边留磨量0.15 mm~0.2 mm;在滚齿机上加工齿轮。
4)渗碳淬火。将粗加工好的齿轮轴装入箱式淬火炉内,齿轮轴采用垂直吊挂方式装入炉内,将炉内温度加热到925 ℃,并调整炉内碳气氛的含量,渗碳时间约3 h,取出用油淬火并冷却至室温。
5)高温回火。将已经淬火的齿轮轴装入井式回火炉内,将待处理的齿轮轴加热至550 ℃,保温2 h后开炉空冷至室温。
6)齿轮高频淬火。在高频淬火机上对已加工好的齿轮进行高频淬火处理。
7)磨削。在外圆磨床上磨削加工齿轮轴的轴承挡、油封挡外圆。
改进前的热处理工艺图如图3所示。
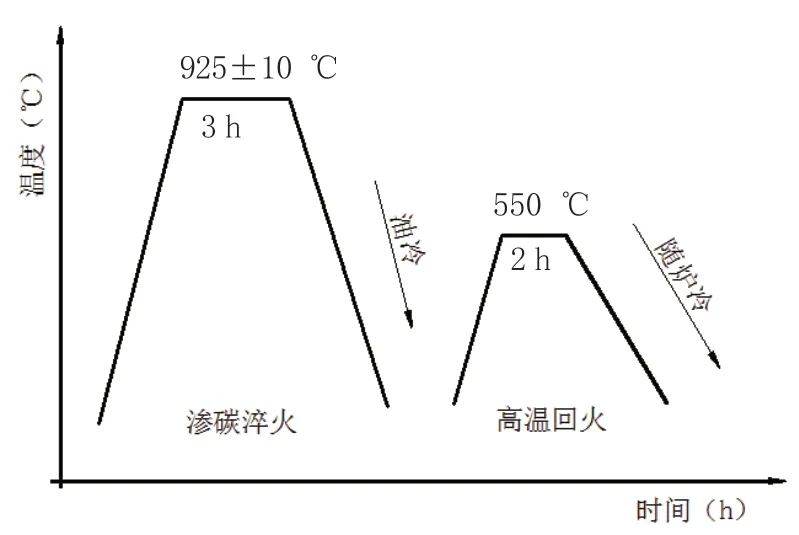
图3 改进前的热处理工艺图
统计用户反馈的信息,采用以上机械加工和热处理工艺生产的齿轮轴在实际使用过程中存在下列问题。
1)经过锻造的齿轮轴在粗加工时存在表面和心部硬度不均匀的情况,刀具磨损快,易于打刀等;
2)齿轮轴在热处理或使用过程中在台阶轴的台阶过渡处出现裂纹,造成齿轮轴在工作过程中,台阶过渡圆角处易出现裂纹或断裂现象,从而缩短了齿轮的使用寿命,隐藏的裂纹不容易被发现,易带来潜在的安全隐患;
3)齿轮轴的承载能力不够,在运行中易出现弯曲、扭转变形,甚至断裂的现象。
3 减速器齿轮轴热处理工艺优化措施
针对以上问题,课题组从齿轮轴的机械加工、热处理工艺流程方面开展分析研究,对机械加工、热处理工艺流程和热处理工艺参数进行优化,解决了上述问题。
3.1 机械加工和热处理工艺流程的优化措施
将原机械加工和热处理工艺流程变更为:下料→锻造→正火→毛坯粗、半精加工→制齿→渗碳→分级淬火→低温回火→齿轮高频淬火→精磨。正火工艺优选为870 ℃×35 min后空冷的快速正火处理;渗碳工艺优选为925 ℃×2 h+850 ℃×1 h的分级渗碳工艺;分级淬火工艺优选为840 ℃×1 h+560 ℃×0.5 h的分级淬火油冷工艺;低温回火工艺优选为160 ℃×1 h的低温回火空冷工艺。改进后的热处理工艺图如图4所示。
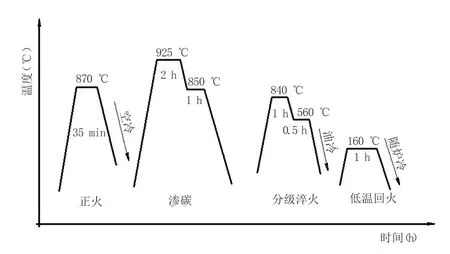
图4 改进后的热处理工艺图
3.2 试样试验结果及讨论
3.2.1 力学性能试验结果
试验结果如表1 所示。从表中可看出,与改进前热处理工艺相比,采用改进后的热处理工艺后的单挡减速器齿轮轴在25 ℃和320 ℃两种不同的条件下,其热处理后表面渗碳层的组织为合金渗碳体+回火马氏体+少量残余奥氏体组织,抗拉强度分别提高了8%和42.96%,其屈服强度分别提高了7.76%和64.97%,拉断后伸长率分别提高了31.07%和59%。

表1 试验结果
3.2.2 耐磨损性能试验检测结果
采用改进的热处理工艺后,20CrMnMo 汽车变速器齿轮轴的磨损体积减小,20CrMnMo 汽车变速器齿轮轴的耐磨损性能得到明显提高。将其与改进前热处理工艺相比,采用改进的热处理工艺后的20CrMnMo 汽车变速器齿轮轴25 ℃磨损体积从70×10-3mm3减小至35×10-3mm3,减小了50%;320℃磨损体积从200×10-3mm3减小至80×10-3mm3,减小了60%。此外,采用未改进的热处理工艺的20CrMnMo 汽车变速器齿轮轴在320 ℃磨损试验后,表面出现较多的起皮、脱落现象,磨损较为严重。采用改进的热处理工艺后的20CrMnMo 汽车变速器齿轮轴在320 ℃磨损试验后,表面无明显的起皮、脱落现象,仅有细小的磨痕;与采用改进前热处理工艺的试样相比,磨损量明显减少。由此可以看出,改进的热处理工艺使得20CrMnMo 汽车变速器齿轮轴的耐磨损性能得到明显提高。
4 分析及结论
课题组通过对20CrMnMo 汽车单挡速器齿轮轴的结构改进,机械加工与热处理工艺流程的优化,热处理工艺参数的优选,使得20CrMnMo 在经过正火、渗碳淬火、低温回火后获得的显微组织表面为细马氏体、残余奥氏体和碳化物,心部组织为回火索氏体。改高温回火为低温回火,既能消除淬火时产生的残余应力,又能降低钢的脆性,防止齿轮轴的变形和开裂,调整了轴的强度、硬度、塑性和韧性,并稳定了钢中的显微组织和工件尺寸,使其达到了使用性能和工艺要求,为单挡减速器齿轮轴的设计、制造加工提供了科学合理的工艺方案。研究结果如下。
1)单挡减速器齿轮轴最佳结构如图2所示。
2)齿轮轴机械加工和热处理的最佳工艺流程:下料→锻造→正火→毛坯粗、半精加工→制齿→渗碳→分级淬火→低温回火→齿轮高频淬火→精磨。得出齿轮轴最佳热处理工艺参数。
3)热处理工艺参数的优选:870 ℃×35 min后空冷的正火处理,925 ℃×2 h+850 ℃×1 h的分级渗碳工艺;840 ℃×1 h+560 ℃×0.5 h的分级淬火油冷工艺;160 ℃×1 h的低温回火工艺。
受时间和成本等因素的制约,以上热处理工艺参数的优化只选取了一些特殊点的参数进行试验,试验范围存在一定的局限性,也就是说以上的热处理工艺还有优化的空间。此外,分级淬火的冷却液可以选用乳化液代替油淬,以降低材料成本并减少油淬对环境的污染。这两点可以在今后的研究中进一步探索改进。
猜你喜欢
汽车实用技术(2022年13期)2022-07-19
锻压装备与制造技术(2022年3期)2022-07-18
金属热处理(2022年4期)2022-04-19
内燃机与配件(2021年7期)2021-09-10
时代汽车(2021年16期)2021-08-23
中国金属通报(2020年13期)2021-01-04
商品与质量(2020年53期)2020-11-27
科技风(2019年23期)2019-10-21
电力与能源系统学报·中旬刊(2019年3期)2019-09-10
军事文摘(2018年24期)2018-12-26
