
浅析Delta2全自动磨边机的使用及保养
2022-05-21 06:40王英丽
中国眼镜科技杂志 2022年3期
文 王英丽
1 结构介绍
作为一款集扫描、定中心以及加工镜片于一体的全能型磨边机,Delta2的设计节省了加工室的操作空间,它既可以单独使用,也可以与Tess扫描仪互联后一起使用,提升加工效率。高清彩色触摸屏管理操作系统作可实现加工任务,同时满足多种操作,在镜片加工过程中还可执行镜框图形扫描、中心定位等工作任务。自动定中心的功能可轻松实现开槽、倒边、光学扫描、对镜片的改形等操作。
1.1 外部结构示意图
依视路Delta2磨边机的外部结构如图1所示:

图1 外部结构
1.2 外部相关接口介绍
外部相关接口如图2所示:

图2 外部接口
对Delta2外部相关接口作进一步了解可知,电源线插座直接采用220V交流电;电磁阀插座可控制出水,由于PC镜片在高温环境下遇水容易分解,如果加了前水再进行加工PC片,会导致镜片边缘变得坑坑洼洼,因此在加工PC片时不需要前水,由电磁阀插座进行调节;在加工镜片的过程中,通过控制水泵插座保持后水流通,可以冲走磨片过程中产生的废屑,令舱门内部整洁干净;数据串行口用于传输数据以及指令等;通过网线接口可与TESS扫描仪联机使用;在使用过程中如有系统更新,可插入安装包U盘,通过USB接口即可完成更新;通过条形码扫码枪接口,插入扫码枪,可以直接扫描条形码加工镜片。
2 机械原理
Delta2全自动磨边机是集精密机械和微电子技术于一体的自动化仪器,其工作原理在于采用三维运动的扫描,对镜框、模板或镜框撑片进行三维扫描,在微电脑控制下进行数据计算,得出镜框的形状数据,并将此形状在屏幕上显示出来,传输到磨边机。它利用编码机器将机械扫描各方向运动的位移记录成数据,将数据组成虚拟的镜框图形,主机将扫描仪记录的数据经过整合后直观地显示出镜框各个参数,操作者可根据配镜处方和镜架类型,调整相应的加工程序和加工方式。然后将调整后的数据对各个动作电机进行驱动,包括镜片扫描、主砂轮驱动、镜片磨边位置调整、压力控制、进水控制等,也包括镜框的形状、大小、弧度、镜框瞳距等加工参数。
在三维运动扫描方式下,对于两眼形状相同或不同的镜框均可以扫描,扫描后的形状与实际形状完全一致。
中心定位仪的工作原理较为简单,分为手动定位和电动定位两种类型,系统由定位臂和投影系统组成,用于未加工的镜片的准确中心定位。通过吸盘定位在镜片的加工中心点,根据扫描的镜框图形,增加一条加工辅助线,在窗口上显示出待加工镜片的图形,调整镜片的光学中心位置,确定位置后将吸盘附着在镜片上。
目前,中心定位方式有光学中心和几何中心定位两种选择。
磨边机的工作方式由于不同的生产厂家而有所不同,其基本工作原理为根据扫描机传输的镜框三维数据,经过自动磨边机微电脑控制器进行计算,选择相应的磨边程序,对镜片进行三维加工,通过机头或砂轮马达的移位完成加工过程,不需要任何的人工再加工。
Delta2全自动磨边机之所以能完成镜片磨边等一系列相关工作,主要取决于其内部的各种机械机构以及电气结构。
对全自动磨边机进行机壳拆卸后的内部机构,如图3所示。
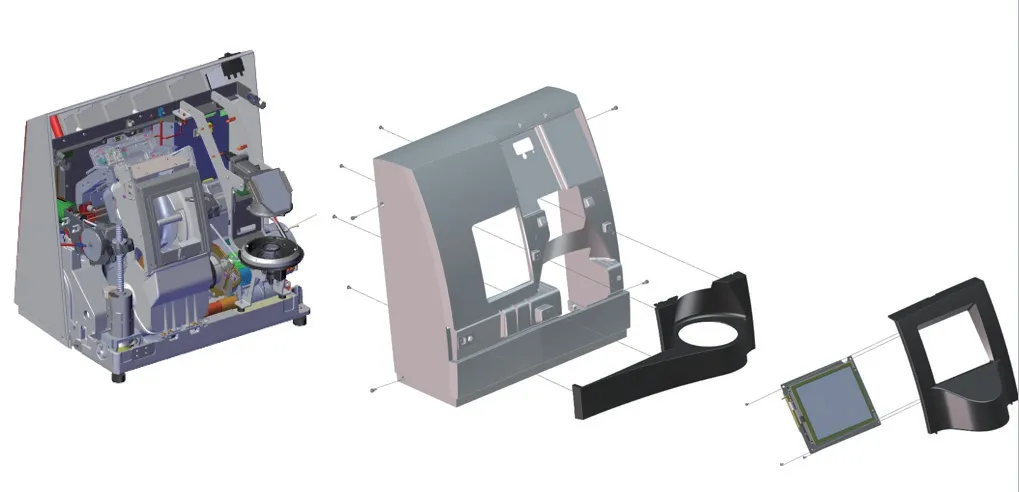
图3 外机壳拆解后的内部机构
对全自动磨边机的扫描件进行拆卸,如图4所示。

图4 扫描件拆解图
对扫描件进行拆卸后的内部结构,如图5所示。
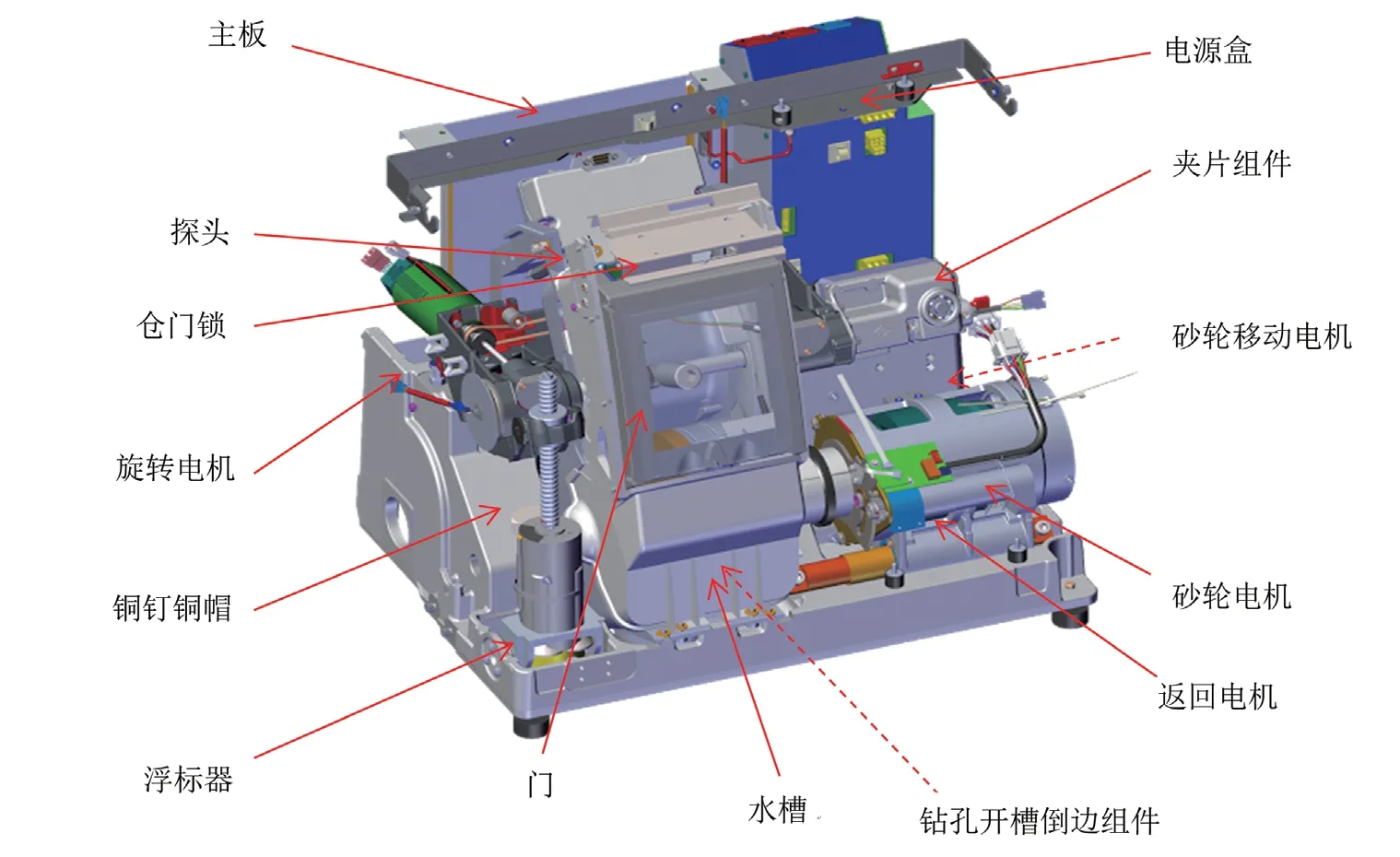
图5 内部结构图
通过将机壳与扫描件拆解后,了解内部设备的结构以及相关作用——主板是机器的大脑,所有的电机均由主板供电;舱门电机和锁系统锁门:开门位置由磁铁决定;在任何电机工作前,必须手动关门,否则仪器会显示舱门报错,如图6所示。
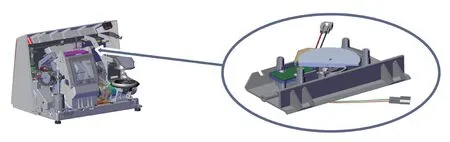
图6 仓门锁系统
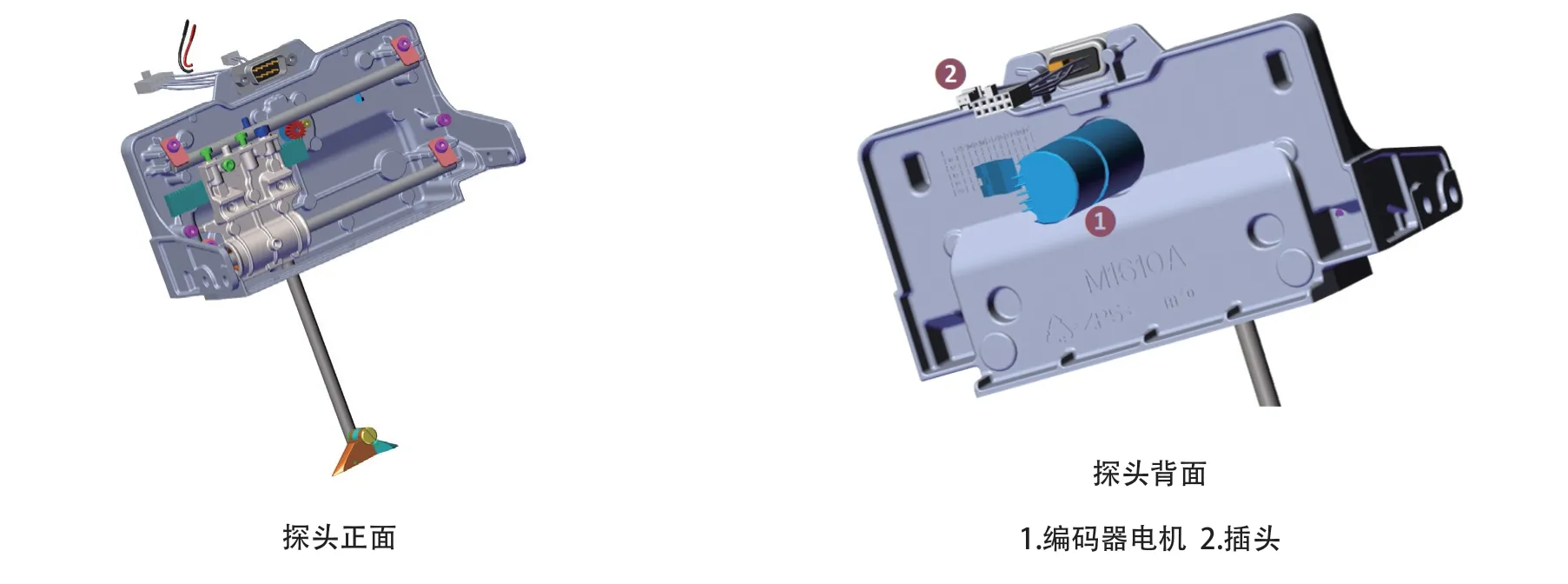
图7 探头组件
探头主要用于确定镜片的厚度(如图7);定位镜片落位;检查夹头是否正确;检查是否一线双光片。
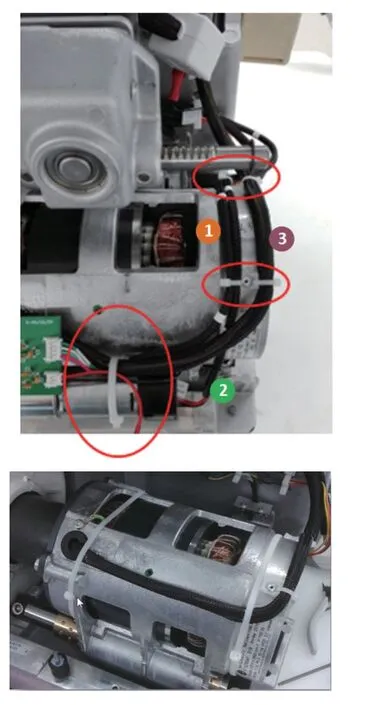
图8 电机
对电机进行进一步了解可知(如图8),夹片电机可以通过编码器的数值变化,确定夹紧马达是否停止,另外,镜片夹紧压力可根据镜片材料和加工模式进行设定、检测和调整。Delta2磨边机的砂轮马达线必须绑紧在砂轮马达外壳上。翻转电机作为直流电机,它的作用在于加工时设定开槽倒边组件的上和下,通过打孔角度设定板获得相应的角度,在校准过程中设定开槽倒边组件的上和下,它的机械停机位安装在主马达上,决定高位和低位,高位对应于开槽倒边位置,打孔的位置在中间。砂轮左右移动电机由步进电机、传感器、检测板三个部分组成,它能够移动砂轮和开槽倒边组件到合适的位置,设定钻孔角度以及在探测镜片厚度时设定落位。镜片旋转电机由直流电机、传感器、检测片、皮带、齿轮、铜钉铜帽几个部分组成,是加工过程中用来控制镜片旋转动作的主要部件,与机头配合以完成镜片轮廓加工。
另外,浮标器上还有直流电机、编码器、刹车、机械停止位、传感器、机头零位检测片,其作用在于可以控制机头上下,决定机头零位(机头参考点)和加工镜片的大小和形状。铜钉铜帽用于黄金镀层的机械接触,同时参与机头上下和镜片旋转运动,可以确保加工镜片尺寸大小,校准过程中确保接触安全以及磨片过程中确保镜片安全。电源盒可以提供32V电压到主板,220V或者110V电压到砂轮电机、电磁阀等,主要为砂轮电机、电磁阀和水泵、主板、主开关直接供电。
3 故障维修及保养
3.1 常见故障及维修
当前,由于全自动磨边机在眼镜店的普及率并不算高,许多操作者对于机器工作原理的了解不够,在操作上难免出现失误,引起机器故障甚至对人体产生伤害。现将设备使用过程中常见的故障及维修解决方案介绍如下:
3.1.1 扫描探针脱落
在加工弧度较大、跨距较长的镜框时,扫描探针容易从镜框上滑落。
解决方案:加工前应适当调整镜框的弧度和镜框摆放位置。
3.1.2 镜片加工后边缘出现鼓包或缺角
由于探针的形状不同,出现的深浅角度不同,在为镜框扫描和撑片扫描时也不相同。
解决方案:扫描镜框应注意镜框是否锁紧或槽中是否有杂物,扫描撑片时应注意撑片边缘是否平整。
3.1.3 扫描仪镜架固定夹不能够自动开合
扫描仪镜架固定夹不能够自动开合,吸盘摆臂不灵活,主要原因在于皮带出现问题,弹簧疲劳,或是摆臂主轴因锈蚀不灵活。
解决方案:用专用钥匙打开机器外壳,找到扫描仪镜架固定夹,将皮带从带轮上拆下,更换新的皮带并重新安装好。用机器专用的钥匙打开机器外壳,找到扫描仪吸盘臂,将弹簧从吸盘臂中取出,更换一个新的并重新安装好。用机器专用的钥匙打开机器外壳,找到扫描仪吸盘臂,将摆臂主轴上的锈蚀和污渍清理干净。
3.1.4 中心定位仪使用注意事项
a.在中心定位仪的使用过程中,手动上吸盘时应注意压力大小,避免镜片破损。
b.采用外置灯源照明的中心定位仪,在取放镜片时还应注意灯源附近的部件,测试其温度高低,以免烫伤。
3.1.5 主机使用注意事项
a.在磨边机使用一段时间后,由于砂轮的磨损,镜片加工尺寸一般偏大,边缘出现不平整,此时可根据误差情况,修整砂轮并调整设定加工默认尺寸。
b.加工框架眼镜时,在镜片加工完成时装入镜框,确定镜片大小是否合适,此时不要移动吸盘在镜片的位置,以便镜片进行二次加工。
c.在加工移心量较大或大散光镜片时,务必使用大吸盘,调整镜片夹紧压力,以避免轴向的偏差。
3.2 维护保养
全自动磨边机在结构方面比其他视光设备要复杂些,需要对设备进行定期的维护,以保证设备正常工作。
a.加工玻璃镜片后会生成玻璃碎片,这些玻璃碎片不但会损坏镜片表面,而且也会对机器的磨边仓室产生磨损,所以应当及时使用清水冲洗镜片夹轴和砂轮等部位。
b.按时清洗水箱,更换清水。尤其是使用循环供水方式,避免加工粉末浓度和水温过高对镜片磨削的不利影响与机器机械部位的活动。
c.定期对机器内部的灰尘清理,在条件允许的情况下,使用吸尘器对机器内部的机械部位进行清理,保持机器内部的清洁。
猜你喜欢
超硬材料工程(2022年3期)2022-10-19
毛纺科技(2021年12期)2022-01-06
现代仪器与医疗(2021年5期)2021-12-02
金刚石与磨料磨具工程(2021年5期)2021-11-06
天津理工大学学报(2021年1期)2021-02-25
失效分析与预防(2020年1期)2020-06-17
幸福(2018年3期)2018-03-13
青春期健康(2017年7期)2017-08-03
幸福·婚姻版(2017年3期)2017-03-24
中国科技纵横(2014年24期)2014-12-11
