
影响再生纤维素纤维梳理质量的因素分析
2022-05-18 09:44李霞龙杨巧云
棉纺织技术 2022年5期
李霞龙 杨巧云
[1.浙江朝隆纺织机械股份有限公司,浙江温州,325000;2.卓郎(常州)纺织机械有限公司,江苏常州,213200]
再生纤维素纤维作为一种环保绿色型纤维,具有极佳的吸湿性与透气性,被广泛应用于内衣、运动服和休闲服等制品中。其中,又以莫代尔和莱赛尔两种纤维使用量较大。为探索影响莫代尔和莱赛尔纤维梳理质量的因素,本研究从清梳工艺流程、梳棉针布和工艺配置等方面进行了系统性试验分析。
1 纤维特性分析
莫代尔纤维原料来自于大自然的木材,使用后可以自然降解。莱赛尔是以针叶树为主的木浆、水和溶剂混合后经除杂而直接纺丝形成的纤维。两者与棉纤维的物理性能参数对比[1]如表1所示。
在纺织学中,纤维之间静摩擦因数决定了纤维之间梳理的难易程度,纤维间动摩擦因数决定了纤维成网成条的难易程度。纤维与金属之间静摩擦因数决定了被金属针布抓取时纤维转移释放的难易程度,而纤维与金属之间动摩擦因数决定了纤维成网后出现缠绕的几率。分析表1 可知,莱赛尔纤维的梳理和转移相对于莫代尔纤维更容易一些,在梳理过程中锡林速度可稍低一些。莫代尔纤维与金属之间摩擦因数较大,梳理过程中不容易转移,可能会造成反复梳理、短绒增加、成纱纱疵增加等问题。因此,在针布配置、工艺设定方面需要同时兼顾梳理与转移。

表1 3 种纤维物理性能参数对比
质量比电阻可用来衡量纤维在受到打击、撕扯、摩擦等外在作用下产生静电的能力。一般情况下,纤维质量比电阻值越大,静电荷越容易积聚而形成静电,纤维越容易缠绕锡林;纤维质量比电阻值越小,纺纱过程中越不易产生静电,当质量比电阻值低于1.0×107Ω·g/cm2时,较容易纺纱,比如棉纤维。 而莫代尔纤维质量比电阻为2.18×109Ω·g/cm2,易积聚静电,因此,梳理过程中宜采用较大的锡林刺辊线速比(以下简称锡刺比),提高纤维转移率,减少纤维的重复梳理。莱赛尔纤维质量比电阻为7.08×108Ω·g/cm2,同样较易产生静电,并且纤维与纤维间动摩擦因数小,在牵伸状态下纤维容易滑移、掉网,配置胶圈导棉结构的梳棉机有利于生条的稳定输出。
2 莫代尔纺纱试验
2.1 工艺流程
莫代尔纤维长度整齐度好,含杂少,但有少量并丝和硬块,一般按化纤流程配置,流程中既要考虑充分混和、适当开松,又要尽可能减少纤维受打击次数,减少短绒产生。莫代尔纤维规格为1.0 dtex×38 mm,纺纱品种为莫代尔11.8 tex 赛络集聚纱,清梳联工艺流程:JSB002 型圆盘抓棉机→FA025 型多仓混棉机→JSB108 型精开棉机→JSC326 型梳棉机(×3)。
2.2 针布配置
为测试不同金属针布和附加分梳元件对莫代尔纤维梳理质量的影响,3 台梳棉机试验机台采用不同的针布配置,具体试验方案如表2 所示。机台1 和机台3 锡林针布配置为A 厂,机台2 为B厂,均为国产针布;机台1 和机台2 梳棉机固定盖板配 置为A 厂,机台3 为C 厂。

表2 梳棉机针布配置方案
2.3 工艺配置
3 台梳棉机工艺配置:生条定量22.0 g/5 m,出条速度100 m/min,活动盖板速度100 mm/min,后固定盖板锡林隔距0.61 mm、0.56 mm、0.51 mm、0.46 mm、0.46 mm、0.41 mm、0.41 mm,前固定盖板锡林隔距0.31 mm、0.25 mm、0.23 mm、0.23 mm、0.23 mm、0.20 mm、0.20 mm,活动盖板锡林隔距0.25 mm、0.21 mm、0.20 mm、0.20 mm、0.20 mm、0.20 mm,机台1 锡林速度330 r/min,机台2 锡林速度360 r/min,机台3 锡林速度320 r/min。
2.4 锡林针布对成纱指标的影响
3 台梳棉机在纺普通粘胶时,质量指标都比较稳定,成纱纱疵也很少,但在纺细特莫代尔时成纱A1 纱疵和+200%棉结较多。对此,依据细特纤维的特点,从减少纤维握持打击强度着手进行工艺优化。 首先,将给棉罗拉刺辊隔距由0.56 mm 放大到0.89 mm;接着将刺辊速度由840 r/min 降低到780 r/min,使锡刺比由2.2 提高到2.4[2]。工 艺 优化后,机 台2 成纱棉结 和A1 纱疵非常稳定,成纱质量较优,而机台1 和机台3 工艺优化效果并不明显。
对3 台梳棉机的梳理效果差异分析如下:机台1 和机台2 除锡林针布采用不同厂家外,其他针布配置均相同,且工艺配置基本一致,但机台1成纱质量指标波动性较大;机台3 的锡林和道夫针布规格、固定盖板生产厂家与机台1 和机台2均不同,且机台3 的质量指标总是最差。通过用放大镜观察锡林针布发现[3],即使锡林针布型号相同,生产厂家不同,针布细节处理也不同。图1为3 台梳棉机锡林针布的针齿截面图[4]。
从图1 可以看出,机台1 和机台2 锡林针布齿形的R值不同,工作面长度不同;机台3 锡林针布齿深最大,锡林针布工作面长度更大。因此,3 台梳棉机的锡林针布释放能力不同[5]。在机台1 上进行不同锡林速度对比试验发现,提高锡林速度后成纱质量指标严重恶化,说明锡林针布握持能力强,纤维经过反复梳理的可能性大;降低锡林速度后快速试纺,成纱质量指标达到标准要求,经过反复试验测试成纱指标稳定。对于机台3,无论提高还是降低锡林速度,成纱质量指标依然较差,我们只能考虑从其他因素入手去解决问题。
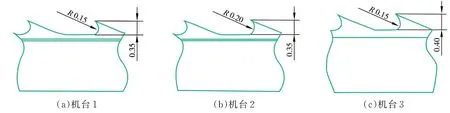
图1 梳棉机锡林针布齿形
2.5 活动盖板针布对成纱指标的影响
活动盖板平整度对细特莫代尔的梳理影响很大,活动盖板平整度好,锡林与活动盖板之间纤维的交替梳理均匀、纤维梳理充分。如果活动盖板平整度差,活动盖板与锡林隔距一致性差,就会存在漏梳纤维,生条梳理状态差异大,成纱质量会受到影响。检查活动盖板平整度,发现根差、台差存在差异。经机下机上平磨后,质量指标有所改善,但梳棉机出条速度低、产量不高,与目标值有较大差异。我们将活动盖板更换为进口针布,上机后质量明显稳定。另外,活动盖板锋利度与锡林针布的锋利度不匹配,也会影响锡林与盖板之间纤维的交替梳理。如果锡林针布控制纤维能力差,活动盖板释放能力会减弱,盖板花增厚[6],纤维的均匀混和作用及制成率会受到较大影响。如果活动盖板锋利度差,穿刺纤维能力弱,锡林针布控制纤维能力强,活动盖板抓取能力差,纤维同样不能被充分梳理,成纱指标依然受到影响。
2.6 道夫针布对成纱指标的影响
由于机台3 的锡林道夫针布配置与机台1、机台2 不同,我们从道夫转移率的角度去考虑改善机台3 成纱指标差的问题[7]。通过对锡林道夫三角区的观察发现,与机台1 和机台2 相比,机台3上已经转移到道夫上的纤维有被锡林针布带回锡林的趋势。初步判断,道夫转移率对质量指标的影响为主要因素,遂将道夫针布更换为AD4530×01870。经过快速试纺,在锡林降速情况下成纱指标有较大改善,但与机台1 和机台2相比,质量指标仍有差距。分析原因可能是锡林针布不同导致指标差异。机台3 锡林针布密度较小,每根纤维上受梳齿数的差异影响了梳理效果。
2.7 前固定盖板针布对成纱指标的影响
基于机台3 的质量指标情况,分析对比其他不同点,以求质量指标突破。拆下固定盖板[8],观察固定盖板的使用情况,发现机台3 前固定盖板的锋利度不如机台1 和机台2。另外,通过用放大镜观察针布齿形,发现不同厂家的针布产品差异较大。在考虑到后固定盖板仅起预梳理作用,且在工作角相同的基础上,决定对前固定盖板进行更换。更换后生条指标得到显著改善,快速试纺,成纱质量指标也达到了产品要求。为了避免偶然性,经过3 次反复快速试纺,成纱指标稳定,完全可以满足质量要求。
2.8 成纱指标数据对比
经过反复工艺调整,最终测试的莫代尔11.8 tex 赛络集聚纱的成纱指标如表3 所示。

表3 莫代尔11.8 tex 赛络集聚纱质量指标
3 莱赛尔纺纱试验
3.1 工艺流程
清梳联工艺流程:JSB002 型圆盘抓棉机→EN-1 型混开棉机→JSC230 型梳棉机(×5)。莱赛尔规格1.3 dtex×38 mm,纺纱品种为莱赛尔11.8 tex 喷气涡流纱。
3.2 清棉流程对成纱指标的影响
根据莱赛尔纤维的特点,纺纱试验初选锡林速度320 r/min,刺辊速度680 r/min,发现成纱纱疵及+200%棉结很难保证。我们又进行了不同锡林速度、相同产量成纱对比试验。试验结果发现:锡林速度由320 r/min 提高到340 r/min 时,A1、B1 纱疵有很大改善,但A2 和B2 纱疵反而有所增加。对此分析整套工艺流程,EN-1 型混开棉机中只有一个打手进行开松,而常规流程中FA025 型多仓混棉机的角钉帘对纤维具有撕扯开松作用,JSB108 型精开棉机对原料可实现精细开松。显然,EN-1 型混开棉机对纤维的开松明显不足,导致筵棉中存在未开松充分的硬块和并丝。限于流程配置,只能从清梳联棉箱和梳棉机工艺方面来提高纤维开松度。对于纤维素纤维纺纱,锡林速度不宜过高,否则短绒会增加,成纱纱疵随之增加。为此,我们打破锡刺比2.4 的传统工艺[9-10],采取提高棉箱打手速度和刺辊速度的措施,来提高对纤维的开松度。棉箱打手速度提高到1 400 r/min,锡刺比由2.4 调整为1.9。调整后做快速试纺,质量指标有突破性改善,完全满足用户需求。具体梳棉工艺:出条速度140 m/min,锡林速度340 r/min,刺辊速度920 r/min,活动盖板速度120 mm/min,后固定盖板锡林隔距0.46 mm、0.46 mm、0.41 mm、0.41 mm、0.36 mm、0.36 mm,前固定盖板锡林隔距0.25 mm、0.23 mm、0.21 mm、0.21 mm、0.18 mm、0.18 mm,活动盖板锡林隔距0.23 mm、0.21 mm、0.18 mm、0.18 mm、0.18 mm、0.18 mm。
4 结语
(1)梳棉机梳理中金属针布分梳和转移的平衡是差异化纤维纺纱的关键。相同锡林速度,出条速度一致,定量一致,单位时间内锡林表面纤维量一致,纤维离心力相同。但由于不同厂家针布设计、生产工艺的不同,针布工作面握持纤维的能力不同。锡林与活动盖板之间纤维反复交替梳理的状态不同。机台1 和机台3 锡林握持能力大于机台2,释放能力小于机台2。握持能力大,锡林针布表面束状纤维就多,锡林与活动盖板之间纤维束的离散程度大,纤维的梳理差异大,部分纤维过度梳理,部分纤维欠梳理。降低锡林速度后,纤维离心力减小,锡林与活动盖板之间束状纤维减少,纤维梳理相对均匀。AC1830×01740 型锡林针布与AC2030×01550 型锡林针布由于针高的差异,工作面差异大,AC2030×01550 型锡林针布对纤维的握持能力大于AC1830×01740 型锡林针布,因此,机台3 的锡林速度更低。锡林速度降低后,锡林与活动盖板之间纤维的梳理和转移较为平衡,纤维束的均匀性提高,纤维的单纤化反而提高,成纱指标改善。道夫针布密度对转移率的影响也直接影响到成纱的A1 纱疵。道夫针布密度小,对纤维的控制能力差,纤维在锡林盖板区域重复梳理次数多,使纤维受伤或断裂,成纱A1纱疵也随之较多。尤其对高密活动盖板和高密锡林,梳理完成后纤维一定要充分转移,否则,纤维反复梳理会影响成纱纱疵。
(2)对于差异化纤维,前固定盖板的梳理作用不容小觑。相当长一段时间,行业内普遍认为前固定盖板对纤维仅起到整理作用,但随着技术进步和研究的深入,前固定盖板影响梳理效果的观点慢慢被接受。固定盖板作为附加分梳元件,其针布设计、制造一直沿用工作角5°~10°。近年来针布厂家在齿形设计上进行了大胆创新,比如鹰嘴设计,增加工作角度,增加纵向齿距,减少横向齿距等。对于差异化纤维,前固定盖板针布不存在嵌杂问题,且能够将细小未梳理开的纤维进一步梳理成单纤维状态,这是提高成纱质量的关键。10°~20°工作角对纤维的穿刺能力强,阻挡作用强,针齿工作面能够与锡林针布共同作用完成对纤维的拉伸、撕扯、梳理。该工作角的固定盖板对差异化纤维的梳理效果有显著影响。
(3)纺纱原料相同,但清棉流程配置不同,进入梳棉机的筵棉状态也不同。在既有清棉流程中,分析成纱质量的影响因素,调整梳棉工艺以便达到合理的梳理效果。纤维开松不足,清棉需提高开松效率,梳棉工艺不仅要提高开松除杂效果,还需兼顾梳理质量和短绒问题。
猜你喜欢
电脑报(2022年12期)2022-04-06
建材发展导向(2022年1期)2022-03-08
交通科技与管理(2021年13期)2021-09-10
时代汽车(2021年4期)2021-04-02
湖北函授大学学报(2016年21期)2017-10-25
科技创新与品牌(2017年3期)2017-04-27
东方教育(2016年18期)2017-01-16
山东工业技术(2016年23期)2016-12-23
考试周刊(2016年95期)2016-12-21
科技与创新(2016年1期)2016-01-19
