
双露点送风技术在纱线加湿处理中的应用
2022-05-18 09:44赵楠楠王素英周义德王朝根
棉纺织技术 2022年5期
赵楠楠 王素英 周义德 王朝根 张 超
(1.郑州经贸学院,河南郑州,451191;2.中原工学院,河南郑州,450007;3.恒天永安新织造有限公司,河南商丘,476400)
在织造过程中,除了纱线条干、纱疵等质量指标外,纱线强力指标直接影响织造过程中的断头、设备停台,从而影响生产效率。而影响纱线强力指标的主要因素有配棉质量,混和、牵伸、加捻过程中的均匀度,以及纱线的回潮率。在既定配棉等级和加工工艺参数条件下,提高成纱回潮率和纱线性能稳定性,是提高纱线强力,进而提高用户满意度的最有效途径[1]。本研究通过对纤维吸湿放湿机理及其影响因素的分析,利用温湿度控制基本理论,提出了采用双露点送风控制加湿区域,达到提高加湿区域水分子浓度和水蒸气分压力、增加纤维吸湿量、提高纱线回潮率的技术措施。实践表明,采用双露点送风控制加湿区域,对成纱进行再加湿、定形处理,具有加湿效果好、纱线回潮率和强力提高快、纱线强力和性能一致性增强的效果。与传统的加湿方法相比,具有系统运行稳定、投资少、便于操作和节能的优点。
1 影响纱线回潮率的因素分析
纱线是纤维的组合体,提高纱线回潮率是通过提高纤维回潮率来实现的。影响纤维回潮率的主要因素有纤维分子组成、内部结构和外部因素。
1.1 纤维分子组成与内部结构
纤维大分子中亲水基团的多少和极性强弱均能影响纤维的吸湿能力。亲水基团数量越多,极性越强,纤维的吸湿能力越高。
聚集态结构:纤维的结晶度越低,吸湿能力就越强;纤维无定形区内缝隙孔洞越多、越大,纤维吸湿能力越强。
纤维形态结构:形态结构包括纤维比表面积的大小,截面形状、粗细及表面粗糙程度。纤维的比表面积越大,表面能也就越大,表面吸附能力越强,吸附的水分子数也越多,吸湿性越好。细纤维的比表面积大,比粗纤维的吸湿性好。纤维表面粗糙度越大,吸湿性越好。
1.2 外部因素
在一定温度条件下,空气相对湿度越高,空气中水蒸气的压力越大,单位体积空气内的水分子数目越多,水分子到达纤维表面的机会越多,纤维的吸湿也就较多,回潮率上升[2]。对亲水性纤维来说(例如棉、麻、毛等),相对湿度对回潮率的影响是主要的;对疏水性的合成纤维来说,温度对回潮率的影响明显。由于空气压力影响空气中水蒸气分压力的大小和水分子的浓度,所以空气压力对纤维的吸湿性也有影响,空气压力增高,吸湿性增强,反之亦然。同时,纤维存在吸放湿滞后性,当纤维材料置于新的温湿度条件下时,其从放湿达到平衡时的回潮率要高于从吸湿达到平衡时的回潮率[3]。
对纯棉和混纺纱线来说,纤维内部结构已定,通过一定配棉和生产加工工艺,形成既定规格纱线的过程中,影响其回潮率的主要因素为加工过程中的环境温度和相对湿度,其中相对湿度的影响最大。在一定的温度下,空气相对湿度与空气中的水蒸气分压力(含湿量)相对应[4],成品筒纱内部的回潮率和细纱、络筒工序的空气水蒸气分压力(含湿量)密切相关。要对成纱进行再加湿,提高纱线回潮率和纱线质量,需要环境空气中水蒸气分压力大于纱线内部的水蒸气分压力,这就需要提高再加湿环境中空气的含湿量。
2 双露点送风控制加湿环境
由于筒纱是从细纱和络筒工序生产出来的,筒纱回潮率主要取决于细纱和络筒工序的车间温湿度,鉴于纤维吸放湿性能的滞后性,要对已经成形的筒纱进行再加湿,就需要再加湿环境空气中的水分子浓度高于细纱和络筒工序,也就是要求再加湿环境的水蒸气分压力(含湿量)要大于络筒工序。对再加湿环境采用直接喷水或喷雾等措施都会存在影响环境卫生、水分蒸发使车间温度偏低、车间发霉等诸多弊病。在再加湿过程又没有发热量的情况下,必须使再加湿环境温度不能低于络筒车间太多,含湿量要高于络筒车间。
根据空气调节理论分析可知,要实现高含湿量的加湿,需要加湿环境的空调送风机器露点高于络筒工序,才能实现加湿环境的含湿量大于络筒工序。双露点送风加湿与传统的高湿度空调送风加湿法相比,采用加入高含湿量的露点空气进行混合,实现双露点混合送风,具有加湿量大,加湿效果稳定,便于控制、节约能源的优点[5],提高了加湿环境温度和相对湿度。对成品筒纱进行再加湿,是提高纱线回潮率和稳定纱线性能的优选方法之一。
2.1 双露点送风焓湿图分析
与传统新回风混合经过一个喷淋室把空气处理到一定露点对车间送风的空气调节方法不同,双露点送风通过两个喷淋室把两种不同状态的空气分别处理到不同的机器露点状态,再用不同的风道分别送入车间进行混合,用混合状态点的空气对车间进行加湿,这种方法称之为双露点送风加湿法,焓湿图分析如图1 所示。图1 中,N1为络筒车间状态点;L1为络筒工序空调送风机器露点;C2为络筒车间工艺排风点;L2为加湿空调机组机器露点;O为加湿车间混合点;也是加湿车间送风状态点;N为加湿车间的状态点;C为进入加湿机组的空气状态点。C点的空气状态由络筒车间工艺排风C2和空压机排风C1混合组成。
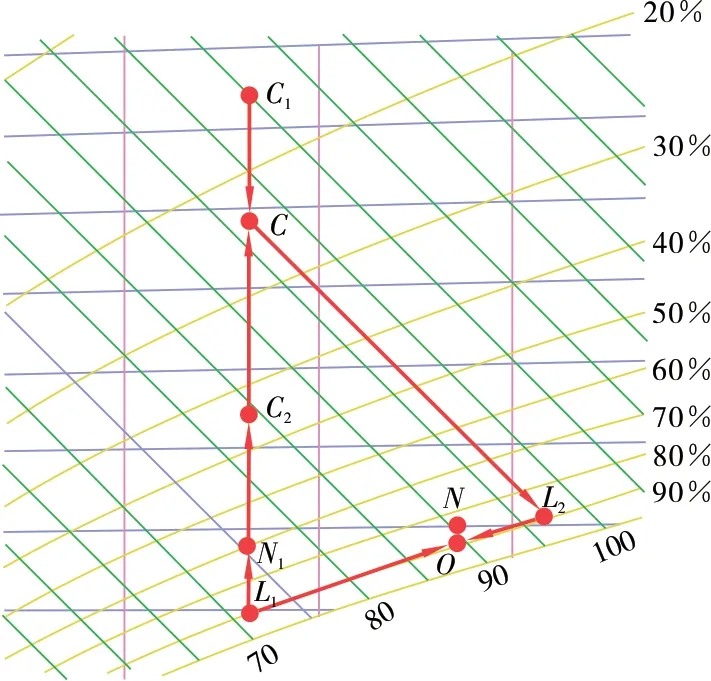
图1 双露点送风焓湿图
由空气热湿处理理论分析比较可知,要对空气进行加湿,采用等焓加湿的方法效果最好,便于控制,也最节能[6]。空气温度越高,加湿效果越好。要达到加湿机组的机器露点L2,需要先将进入加湿机组的空气处理至C点,然后进行等焓加湿达到L2点,由于络筒工艺排风温度通常高于车间5 ℃~10 ℃,通常空压机排风温度在75 ℃~95 ℃,可以通过两者空气适量混合达到C点。空气处理调节过程如图2 所示。

图2 空气调节工艺过程
实际运行中,在某个季节中络筒空调送风机器露点L1点稳定,这时只要适当对络筒工艺排风C2和空压机排风C1混合,调节到C点(加湿机组入口状态),进入加湿机组进行喷雾等焓加湿,就很 容 易 由C点 达 到L2点,通 过 调 节L1、L2点 的 送风量,送至车间混合到O点。由图1 可以看出,O点的温度和含湿量始终会高于L1点,把O点空气送入车间,实现高温高含湿量送风的目的。各状态点冬夏季空气参数如表1 所示。
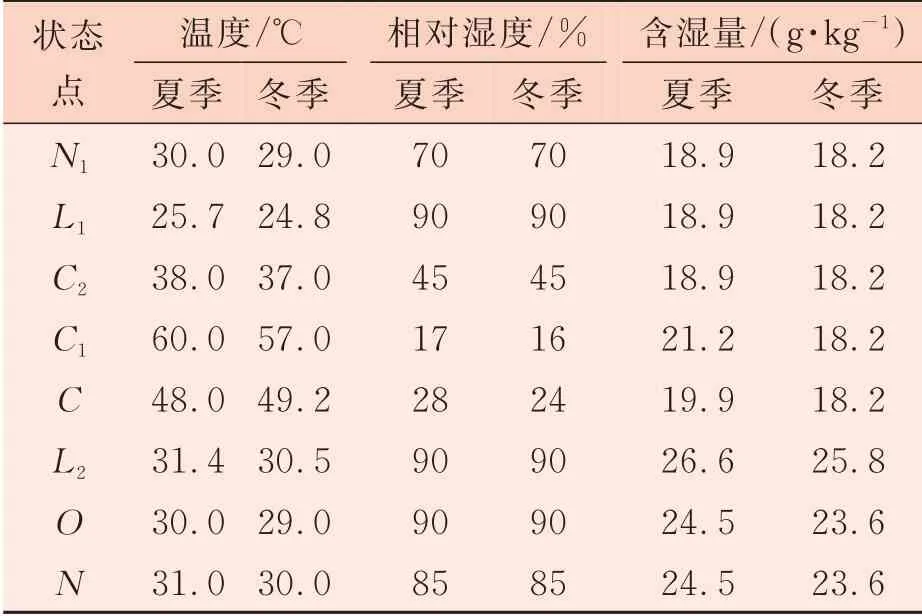
表1 各状态点冬夏季空气参数
从表1 可以看出,采取双露点送风的加湿方法,用经过加湿机组等焓加湿处理过的高温高湿空气,与络筒空调机器露点空气混合,可以确保冬夏季加湿间送风状态点O点的含湿量大于络筒工序,从而保证加湿间的温度、相对湿度和含湿量均大于络筒工序,实现对纱线的再加湿。
2.2 双露点送风系统设计
以某10 万锭新建纺纱厂为例,双露点送风加湿示意图如图3 所示。

图3 双露点送风加湿示意图
该厂将络筒加工区布置在工厂中部,靠近空调室一侧设置双露点送风加湿定形后处理工序。加湿区域面积1 080 m2,采用轻质隔墙和吊顶与络筒加工区域分隔,利用络筒空调室机器露点和风道对车间直接送风,用喷雾加湿机组机器露点风对车间进行加湿送风,组成双露点送风加湿系统。考虑到成品棉纱吸湿过程较为缓慢,高温能加大水分子的运动冲击力,给水分子进入纤维中腔创造了前提条件[7],再因加湿空间有限,成品纱流转等因素,适当提高加湿空间温湿度参数,可以适当节省加湿时间。加湿定形后处理工序设计参数:冬夏季环境温度30 ℃~31 ℃,相对湿度85%,设计最大送风量50 000 m3/h,其中加湿机组设计送风量28 000 m3/h,借用络筒空调送风量22 000 m3/h,每小时换气11次。回风量40 000 m3/h,利用地排风口调节加湿定形后处理工序的环境压力。利用络筒机工艺排风和空压机排风余热保持喷雾加湿机组的进风温度。加湿机组采用8#喷雾风机加湿送风,装机功率4 kW,设置专门的加湿风道将高温高湿空气送到加湿空间。
2.3 双露点送风加湿运行效果
双露点送风加湿系统,以加湿间温度和相对湿度作为控制目标,采用变频控制加湿机组的送风量,调节和稳定对加湿环境送风混合点O点的状态,控制加湿环境的温度和相对湿度。通过前述分析,要实现对络筒工序生产的纱线进行再加湿,必须使加湿环境的水蒸气分压力大于络筒工序。由图1 可以看出,由于加湿机组机器露点L2的含湿量,始终高于络筒空调送风机器露点L1的含湿量,根据空气混合原理,混合点O的含湿量必然大于L1的含湿量。运行中通过调节加湿机组L2点的送风量,通过对O点的移动,保证了加湿环境N点的状态,相对于络筒车间实现了加湿定形后处理工序空气温度、相对湿度升高,水蒸气分压力增大的目的。加湿机组采用等焓加湿热湿处理过程处理空气,利用络筒机机器排风和空压机排风的热量,不需要外加热量,具有节约能源和运行费用的优点。由于在络筒空调的机器露点空气的基础上,加入了比例较大的加湿机组高温高湿露点空气,使得加湿间的冬夏季温度略高于络筒车间,相对湿度和含湿量都比络筒车间有较大的增加,从而为提高加湿效果、减少加湿时间提供了保证。
在一定的温湿度条件下,由于空气压力、流速对纤维的吸湿效果有一定的影响,在运行中要通过调节络筒空调回风机转速,保持加湿区域维持正压20 Pa~30 Pa,工作区域风速不大于0.1 m/s。以JC 9.72 tex 纱为例,再加湿处理时间16 h,加湿处理后回潮率由6.4%提高到7.5%,单纱强力由182 cN 提高到190 cN。加湿处理增加功率4.25 kW。
通过对比可以看出,纱线经过加湿处理后回潮率提高了1.1 个百分点,筒纱实际重量增加,纱线强力指标提高了4.4%,由于纱线回潮率的增加,纱线条干和毛羽指标有所改善。纱线经过一定的加湿定形,纱线性能一致性增加,提高了纱线在后续织造使用过程中的适应加工能力,使用户满意度提升。虽有一定的风机能耗增加,但综合效益还是可观的。
3 结语
影响纤维吸湿性能的内在因素包括纤维分子组成、纤维结晶度、纤维形态结构等,分子中亲水基团越多、纤维的结晶度越低、纤维的比表面积越大,纤维的吸湿性能越强。影响纤维吸湿性能的外部因素主要有环境温度、相对湿度,空气的含湿量等,其中主要决定因素是空气中含湿量的大小。含湿量越大,空气中水分子浓度越高,水分向纤维中的渗透能力越强。
要保证对络筒后的纱线进行再加湿,需要加湿环境的含湿量大于络筒工序的含湿量。增加辅助的加湿装置,并使加湿环境温度要适当高于络筒车间,才能保证有效的加湿效果。在络筒工序送风的基础上,采用加湿机组进行双露点送风加湿方法,具有加湿效果好、控制简单、运行节能的优点。
加湿环境的空气压力和流速对加湿效果也有影响,要保持环境正压20 Pa~30 Pa,工作区空气流速不大于0.1 m/s,加湿效果较好。由于纤维具有吸湿滞后性,并且筒子纱卷绕密实和纱线具有捻度等因素,在新的高温高湿环境条件下,要达到吸湿平衡仍需一定时间,所以对筒纱的加湿平衡时间应不小于16 h,以16 h~24 h 为宜。
猜你喜欢
中国纤检(2022年3期)2022-04-19
科技与创新(2022年6期)2022-03-24
阅读(快乐英语高年级)(2021年4期)2021-07-11
小猕猴智力画刊(2021年2期)2021-02-22
科学导报·学术(2020年18期)2020-05-25
中国化工贸易·中旬刊(2020年1期)2020-04-29
大经贸(2018年12期)2018-02-20
作文评点报·中考版(2017年22期)2017-06-15
作文评点报·中考版(2017年20期)2017-06-10
科技视界(2016年24期)2016-10-11
