电子束冷床炉熔炼TC18钛合金过程中元素挥发研究
2022-05-13 04:20曹寿林马小艳张炜华
钛工业进展 2022年2期
杜 彬,曹寿林,王 龙,马小艳,王 倩,张炜华
(1.青海聚能钛业股份有限公司, 青海 西宁 810007)(2.青海省钛及钛合金工程技术研究中心, 青海 西宁 810007)
TC18钛合金名义成分为Ti-5Al-4.75Mo-4.75V-1Cr-1Fe,是一种高合金化的近β型钛合金。经退火处理后,TC18钛合金具有较高的强度,且淬透性良好,适用于制造飞机起落架等大型承力构件[1,2]。
目前,国内主要采用真空自耗电弧炉(VAR炉)熔炼TC18钛合金铸锭,存在工艺流程长、铸锭杂质含量高及宏观偏析严重等缺陷,在实际应用中会严重影响发动机构件的疲劳强度和持久性能等。电子束冷床炉(EB炉)熔炼技术具有铸锭脱气除杂效果好、成分均匀性高的优势[3,4],可有效避免VAR技术的固有缺陷。美国航空发动机制造商曾要求,用于航空发动机旋转件的钛合金必须经过一次冷床炉熔炼,并将“冷床炉熔炼+VAR熔炼”作为标准的工业生产方法[5]。
国内纯钛铸锭的EB炉熔炼已基本达到工业化水平,但成分复杂钛合金铸锭的EB炉熔炼目前仍处于研究的起步阶段。研究人员对TC4钛合金的EB炉熔炼技术进行了较多的研究,并取得了一定成果[6,7]。岳旭等[8]采用一次EB炉熔炼加一次VAR炉熔炼制备出大规格TC17钛合金铸锭,成分分析结果表明该铸锭具有较高的成分均匀性和洁净度。与TC4、TC17钛合金相比,TC18钛合金的成分更为复杂,熔炼过程控制难度大,目前鲜有关于EB炉熔炼TC18钛合金的报道。
本研究利用Langmuir定律建立元素挥发模型,并结合EB炉熔炼的实际运行状况,对TC18钛合金铸锭熔炼过程中元素的挥发规律进行研究,探索EB炉熔炼TC18钛合金铸锭的工艺路线。
1 元素挥发模型
在高温高真空环境下,液态金属会存在一定的挥发烧损,挥发烧损率与金属元素的饱和蒸气压密切相关[9,10]。熔池表面金属元素的挥发行为服从Langmuir定律[11]:

(1)


(2)

(3)
式中:A、B、C、D为金属蒸气压常数,可以在相关文献中查到。
式(1)~(3)即为TC18钛合金EB炉熔炼过程中合金元素的挥发模型。该模型既可用于预测合金元素在真空熔炼过程中的挥发规律,设计或优化合金熔炼方案;亦可用于验证铸锭中各组元的实际挥发损失,反向推算、验证合金在熔炼过程中,不同组分、温度及熔体表面积下的热力学参数。
活度系数是影响元素挥发速率的关键因素。在成分不同的铸锭中,同一合金元素的活度系数是不同的,其不仅与金属元素自身的化学性质密切相关,还会受到合金组分的影响,反映了合金元素在不同合金中化学活性的差异。大量研究表明,活度系数的获取方式主要有2种:一是通过理论模型计算获得,但目前也仅限于二元、三元合金的计算,对于多元合金尚未得到实际应用[14,15];二是通过实验方法进行测定,但影响实验过程的因素过多,难以实现。因此,本研究根据EB炉熔炼TC18钛合金铸锭后各元素的实测挥发率,并结合熔炼工艺条件,对各元素在特定条件下的活度系数进行反向推算,再利用推算获得的活度系数验证所设计实验的挥发规律的准确性。
2 铸锭熔炼
实验材料选用海绵钛、Al-V55中间合金、Al-Mo70中间合金、Cr颗粒、Fe钉、Al豆等,混料后在80MN油压机上压制为150 mm×380 mm×580 mm的块体,单块质量为100 kg。
采用BMO-25型EB炉进行TC18钛合金铸锭熔炼。EB炉额定功率为1350 kW,图1为各电子束枪扫描区域示意图。其中,1#电子束枪电流为IM,用于熔化物料;2#电子束枪电流为IR,用于冷床内金属液的精炼;3#电子束枪电流为IS,用于控制结晶器中金属液的温度,以使其保持较好的充型能力,有效控制结晶速度。
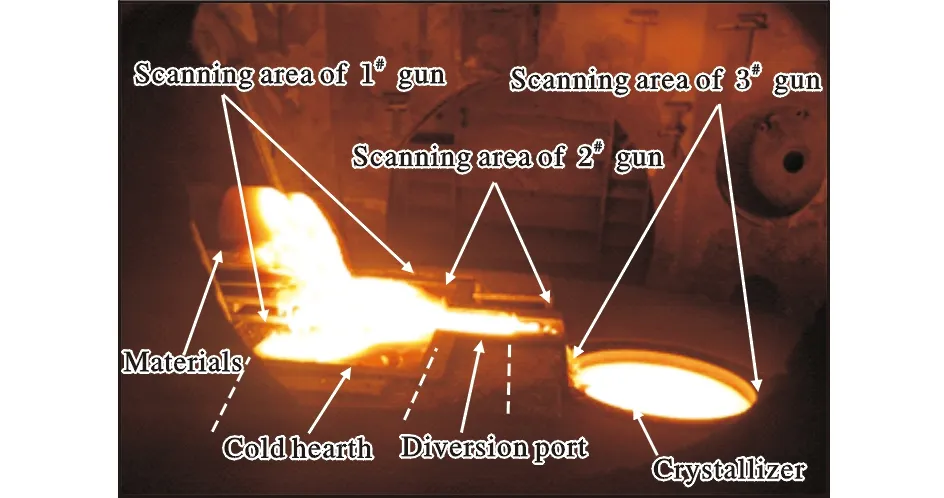
图1 EB炉各电子束枪扫描区域示意图
EB炉熔炼过程中涉及的工艺参数主要有配料比、熔炼电流、真空度、进料速度及拉锭速度等。根据合金元素的挥发规律及熔炼经验[12,16,17],设计了4组TC18钛合金铸锭熔炼试验(编号依次为No.1~No.4),具体工艺参数如表1所示。熔炼过程中,冷床熔体面积为600 mm×400 mm,结晶器熔体面积为π×190 mm×190 mm,炉内压力为0.20~0.50 Pa。熔炼后得到规格为φ380 mm×L的TC18钛合金铸锭。铸锭经扒皮后,沿轴向在头、中、尾部切取长条状试样,采用德国Eltra公司的ONH-2000氧氮氢分析仪检测O、N含量;在铸锭表面及横截面上取屑样,经硫酸溶液(H2SO4、H2O体积比为1∶2)溶解后,用美国PE公司的ICP-7300V电感耦合等离子发射光谱仪分析Al、V、Mo、Cr、Fe等元素的含量。
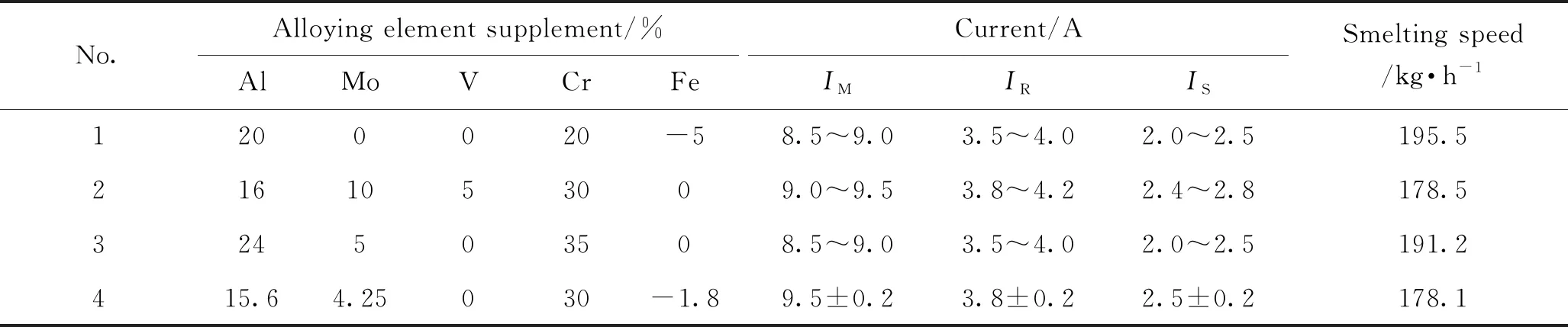
表1 EB炉熔炼TC18钛合金铸锭的工艺参数
3 结果与讨论
3.1 元素挥发规律分析
合金熔体中各组元的饱和蒸气压不同于纯金属的饱和蒸气压,受到摩尔分数、活度系数的影响较为显著。一般而言,钛合金中Al、Sn、Cr等属于易挥发元素,V、Fe、Zr、Mo等属于难挥发元素。在成分复杂的合金中,元素之间亲和力的差异会造成“易挥发-难挥发”元素的“联合挥发”问题,即易挥发元素挥发的同时会带动难挥发元素的挥发。这种“易挥发-难挥发”元素联合挥发的现象不同于VAR熔炼,是EB炉熔炼特有的规律,与EB炉设备加热热源、真空环境等因素有关[16]。
对No.1~No.4试验所得TC18钛合金铸锭中各元素含量进行分析,结果见表2。测量时,沿铸锭轴向不同横截面上30个点取样,剔除差异性较大的测量值(异常值)后,取平均值作为测量结果。
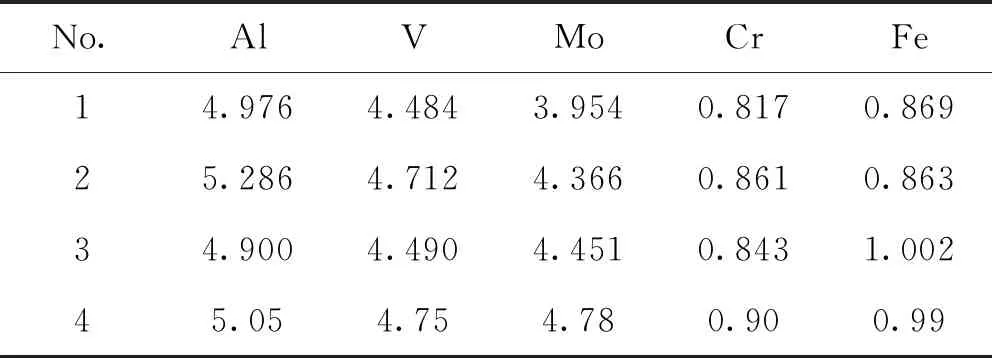
表2 No.1~No.4试验所得TC18钛合金铸锭中各元素含量实测值(w/%)
表3为根据铸锭中各元素含量实测值和配入值(表1)计算得到的各元素的实测挥发率。以表3中No.4试验结果为例,对EB炉熔炼过程中,各元素的挥发规律进行分析,反向推算TC18钛合金熔体中各组元的活度系数。
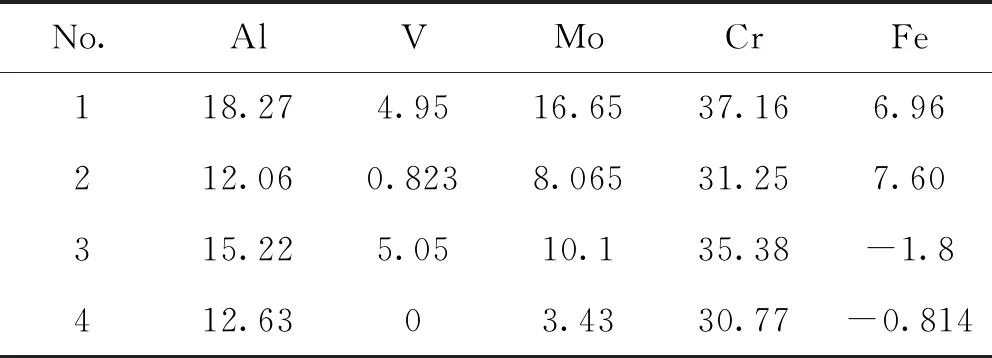
表3 No.1~No.4试验所得TC18钛合金铸锭中各元素的实测挥发率(%)
首先,在对TC4、Ti6242、Ti-15V-3Al-3Cr-3Sn、Ti-25V-15Cr-0.2Si等钛合金中各元素活度系数推算[18-20]的基础上,借用Ti、Al、V、Mo、Cr、Fe等元素的活度系数,利用式(1)得到TC18钛合金各组元在2000、2050 K下的挥发速率。其中,2000 K对应结晶器中金属溶液温度,2050 K对应冷床中金属溶液温度。
由式(1)、(2)可得活度系数计算公式如下:
(4)
在已知挥发速率的基础上,利用式(4)计算出TC18钛合金中各组元在2000、2050 K下的活度系数。根据文献[12,18-21]可知,钛合金中各组元在1800~2200 K范围内的活度系数基本呈线性分布,故对其进行线性外推插值计算,获得TC18钛合金各组元在1800~2200 K之间的活度系数,如表4所示。
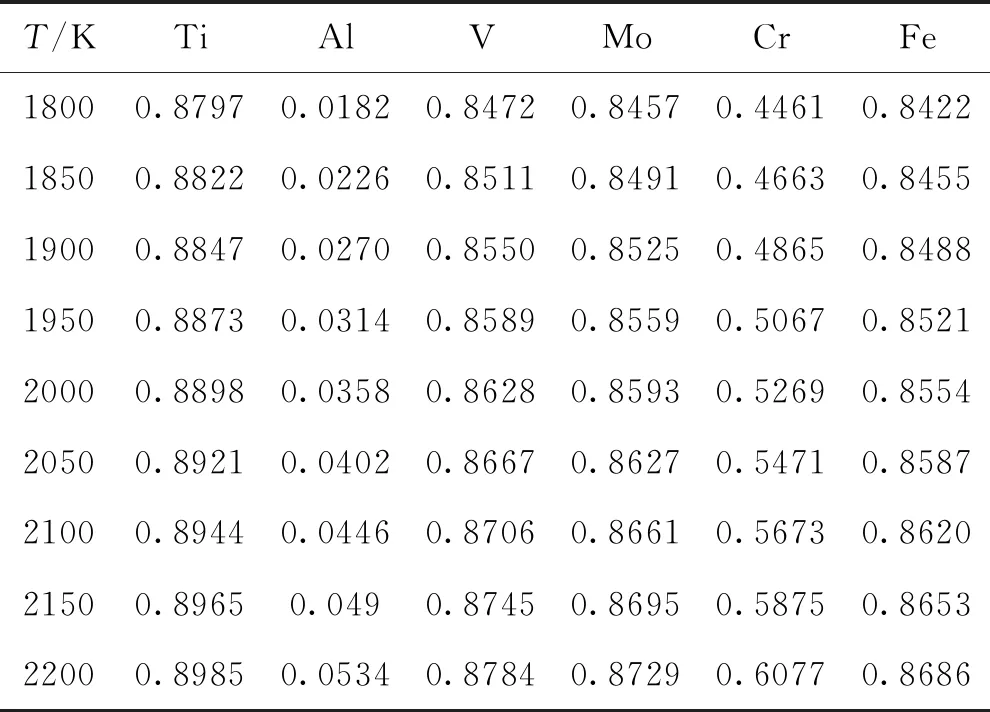
表4 TC18钛合金中各组元活度系数与温度的关系
利用推算得到的活度系数(表4),结合各组元热力学参数、挥发模型及BMO-25型EB炉运行参数(熔炼温度、熔池面积等),通过式(1)计算得到TC18钛合金熔体中各组元的饱和蒸气压,如图2所示。从图2可以看出,在2000~2200 K范围内,各组元饱和蒸气压由大到小为Al、Cr、Ti、Fe、V、Mo。由此可见,熔炼过程中Al、Cr元素的挥发速率高于Ti基体,Fe、V、Mo元素的挥发速率低于Ti基体。因此,在TC18钛合金EB炉熔炼过程中,需重点关注Al、Cr元素的挥发规律,同时对难挥发元素Fe、V、Mo的含量变化进行分析。
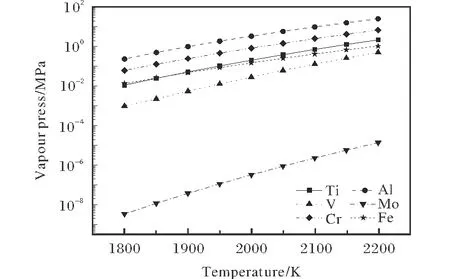
图2 TC18钛合金熔体中各组元饱和蒸气压和温度的关系
在已知各组元不同温度下饱和蒸气压的基础上,利用式(1)计算不同温度下TC18钛合金中各组元的挥发速率,结果如图3所示。在No.4试验条件下,通过图3获得TC18钛合金EB炉熔炼过程中,冷床熔体和结晶器熔体表面Al、Cr元素的挥发速率,如表5所示。
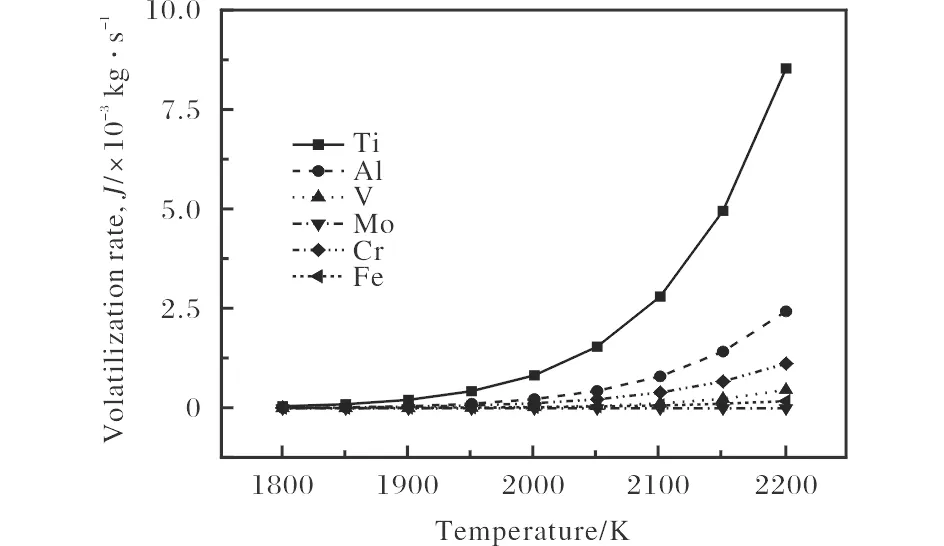
图3 TC18钛合金熔体中各组元挥发速率和温度的关系
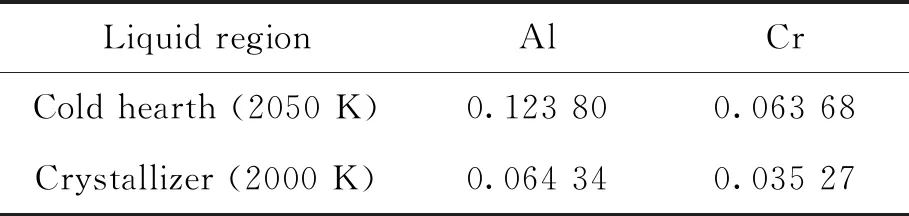
表5 冷床和结晶器内Al、Cr元素的挥发速率
3.2 熔炼挥发验证分析
由挥发模型可知,在活度系数、饱和蒸气压等热力学参数确定的情况下,合金元素的挥发主要受熔体中该元素摩尔分数、熔体表面积及熔炼温度等影响。No.1~No.4试验中,不同配料比值下各元素的摩尔分数相差不大(最大不超过0.007),熔体表面积恒定,熔炼温度亦无较大变化,故理论挥发率的推算均采用表5中所列数据。表6为TC18钛合金EB炉熔炼过程中Al、Cr元素的理论挥发率和实测挥发率。从表6可以看出,No.1试验中Al、Cr元素的实测挥发率与理论挥发率相差较大。另外,化学成分检测结果显示,No.1铸锭中Mo元素大量流失。分析原因可能是原材料备料过程中,压制的钛块不够密实,造成合金元素撒漏(Cr、Al-Mo中间合金均为粒度≤6 mm的颗粒)。No.3试验结果略优于No.1,但仍不符合预期,主要是因为No.3试验中Al、Cr等元素含量的配入值较高,而相应的熔炼速度又较慢(电流设定值较低),导致挥发率存在较大差异。No.2和No.4试验中,Al、Cr元素的实测挥发率与理论挥发率吻合度较高,说明通过该数学模型获得的活度系数及挥发率,能够较好地匹配实际熔炼过程。
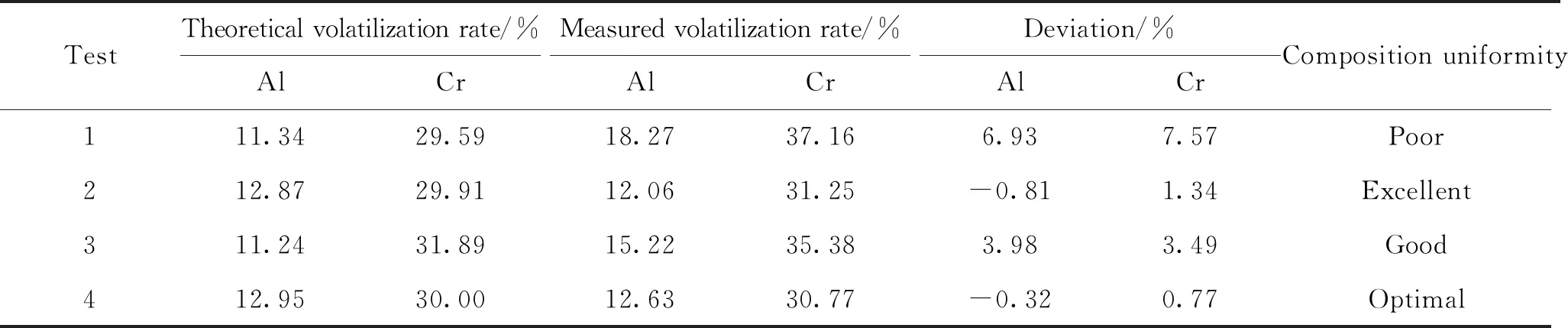
表6 TC18钛合金EB炉熔炼过程中Al、Cr元素的理论挥发率和实测挥发率
对No.2和No.4试验获得的TC18钛合金铸锭进行化学成分分析,结果如图4所示。由图4可以看出,No.4铸锭中各元素的轴向均匀性均优于No.2铸锭。No.2铸锭中V、Mo元素含量的标准差分别为0.324%、0.189%,No.4铸锭中V、Mo元素含量的标准差仅为0.090%、0.053%。
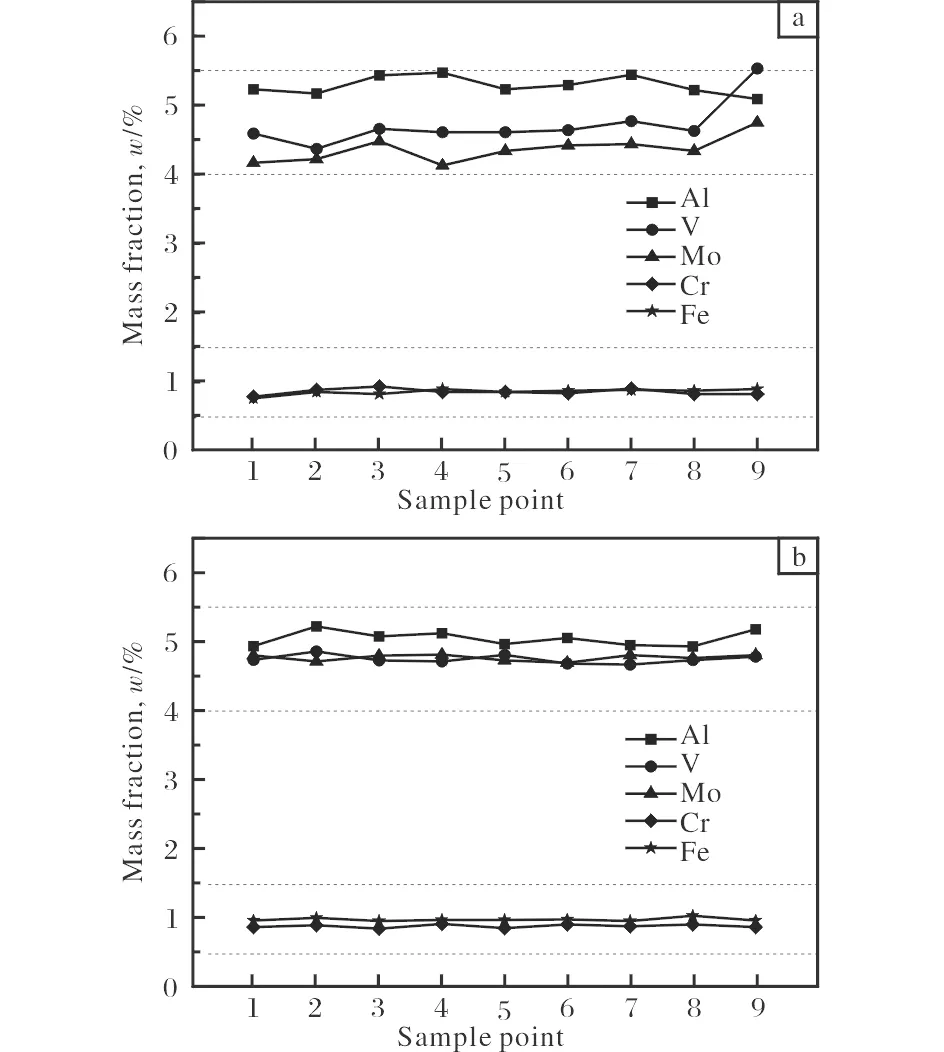
图4 TC18钛合金铸锭轴向的化学成分分布
以上结果表明,No.4试验工艺参数最佳,所得铸锭成分均匀性最优。在No.4铸锭头、中、尾不同部位取样,分析杂质元素含量,结果见表7。从表7可以看出,采用EB炉熔炼的TC18钛合金铸锭,其杂质元素含量均较低,明显优于VAR炉熔炼。可见,采用BMO-25型EB熔炼TC18钛合金铸锭过程中,按No.4试验方案将Al、Mo、Cr补加率分别设为15.6%、4.25%、30%,并通过控制熔炼电流使熔炼速度稳定在178 kg/h左右,由此所获得的铸锭化学成分均匀性良好,符合GB/T 3620.1—2016要求。
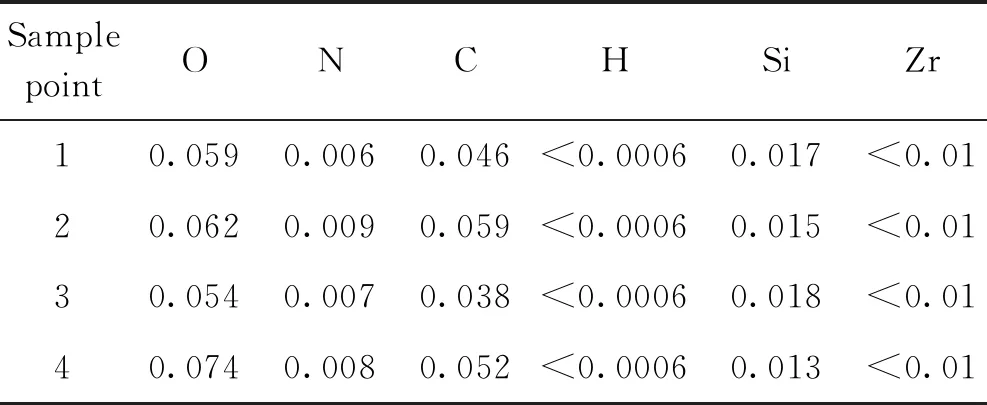
表7 No.4试验所得的TC18钛合金铸锭中杂质元素含量(w/%)
4 结 论
(1) 采用EB炉熔炼TC18钛合金铸锭过程中,Al、Cr元素挥发损失明显,实测挥发率分别为12.06%~18.27%和30.77%~37.16%。
(2) 采用Langmuir定律建立EB炉熔炼TC18钛合金过程中各组元挥发规律的数学模型,通过该数学模型所获得的活度系数及挥发率能够较好地匹配实际熔炼过程,理论挥发率与实测挥发率吻合度较高。
(3) EB炉熔炼TC18钛合金铸锭过程中,将Al、Mo、Cr补加率分别设为15.6%、4.25%、30%,并通过控制熔炼电流使熔炼速度稳定在178 kg/h左右,可获得成分均匀的铸锭。
猜你喜欢
应用化工(2022年8期)2022-11-26
钢铁钒钛(2022年4期)2022-09-19
大型铸锻件(2022年4期)2022-08-16
铝加工(2022年2期)2022-05-12
中国药业(2022年7期)2022-04-20
铝加工(2021年6期)2021-12-04
铝加工(2021年4期)2021-11-29
有色金属材料与工程(2021年2期)2021-11-28
有色金属加工(2021年1期)2021-02-23
有色金属材料与工程(2018年3期)2018-11-25