基于图像处理的渗碳齿轮内氧化定量分析系统
2022-04-22 08:05任志俊
轻工机械 2022年2期
刘 可,任志俊,苏 晨
(江南大学 机械工程学院,江苏 无锡 214122)
齿轮作为机械设备中广泛应用的传动元件,其性能好坏直接影响到设备的运行安全[1]。为了使齿轮具有一定的抗疲劳性能,通常会对齿轮表面进行渗碳处理[2]。在以吸热型气体为载气的渗碳过程中,渗碳炉内不可避免地含有O2,H2O和CO2等含氧性气体[3]。当炉内上述气体含量较高时,齿轮表层的Mn,Cr和Ti等合金元素会与渗入工件表面的氧原子发生化学反应,生成须状或者点状的脆性氧化物,对齿轮的抗疲劳性能造成一定的影响[4]。
传统的内氧化定量分析大多通过人工测量后再评级,检测效率低下,测量结果容易受到人为因素的影响。随着图像处理技术应用于金相分析领域,国内外机构相继推出一批金相分析系统[5]。如美国Media Cybernetics公司推出的Image-Pro Plus图像处理软件,广泛应用于半导体和金相材料分析。在国内,王磊等[6]基于LabVIEW平台开发了Sn-Bi合金定量金相分析系统。目前,针对内氧化的定量分析相对较少,因此课题组以渗碳齿轮的内氧化组织为研究对象,基于Qt平台开发了渗碳齿轮内氧化定量分析系统,实现了内氧化最大深度的自动测量和级数评定,并通过实验验证了测量方案的合理性。
1 实验材料与检测
实验试样为20CrMnTi低碳钢经过渗碳淬火后磨削加工而成的齿轮。由于内氧化组织是从渗碳表层向内部生长,因此课题组采取沿齿顶向下切取金相试样,使得观察面与渗碳表层面在三维空间上垂直。对试样观察面研磨和机械抛光后,在放大500倍的条件下,利用LEICA DM2700M型金相显微镜观察,获取内氧化金相图。金相试样取样与检测如图1所示。

图1 金相试样截取与检测
根据光学显微镜检测,试样中内氧化组织有2类形态:一类是沿着晶界扩展的须状氧化物,另一类是分布在晶内的点状氧化物。它们的典型形貌如图2所示。

图2 内氧化金相图
2 系统整体设计
一个完整的金相定量分析系统需要具备金相图采集、图像处理和定量分析3个功能。因此,课题组设计的渗碳齿轮内氧化定量分析系统主要由3个模块组成:第1模块是内氧化金相图的获取;第2个模块是对金相图进行图像处理;第3模块是测量内氧化的最大深度并评定级数。系统如图3所示。

图3 内氧化定量分析系统模块
3 图像处理算法及改进
3.1 图像降噪
在金相图的采集过程中,由于存在外部环境因素的干扰,往往会混入一些不属于图像本身的噪声点,影响后续图像处理,因此需要对金相图进行降噪。而常用的中值滤波器、高斯滤波器等大多是低通滤波器,虽然能降低图中的噪声,但是对目标边缘进行了模糊处理,导致后续边缘检测精度降低[7]。PM各向异性扩散模型,根据目标像素点在四周邻域方向的梯度值来判断该像素点是否为噪声点,并通过加权去平均的方法来消除噪声点,降低了边缘模糊程度[8]。其公式如下:
(1)
(2)

PM各项异性扩散模型虽然能够较好降噪并减轻边缘模糊,但是存在缺陷。在迭代过程中,每一次扩散都会使图像变得平滑,使得图像的梯度值降低,而PM模型中梯度阈值是常数,可能导致后续迭代中出现边缘细节丢失问题。因此通过改进梯度阈值的选取,来优化算法的性能。

(3)
式中:K为平稳迭代时的梯度阈值,与原图的梯度值有关;a为常量,与第1次迭代的梯度阈值有关。
计算出原始金相图的梯度值,如图4所示,通过图中边缘区域与噪声的梯度值来选取合适的K和a。

图4 原始金相图梯度值
(4)
(5)
联立式(3)~(5)求出不同迭代过程的影响函数,如图5所示。
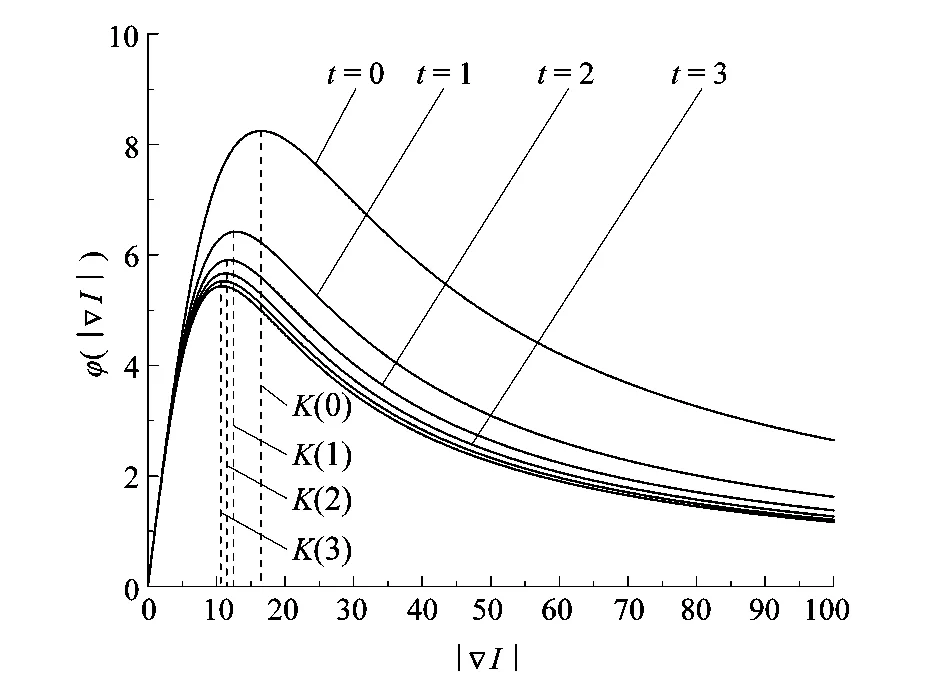
图5 影响函数

图6 降噪后金相图
3.2 点状氧化物的去除
根据规定,须状氧化物沿晶界延伸的最远处为内氧化的最大深度,为了保证后续测量准确性,因此需要消除点状氧化物的干扰。经过分析,点状与须状氧化物在面积上存在差异,因此采取基于8连通区域的面积检测来判断是否为点状氧化物。首先,需要选取合适的面积“阈值”,当连通域的面积小于该阈值时,就判断其为点状氧化物并删除。经过计算每个点状氧化物的水平或竖直方向上长度不超过6个像素点,又其形态近似圆形,故设定阈值面积为直径是6个像素点的圆面积,约为28个像素点。
通过对比分析,内氧化组织和背景区域的灰度值接近,先将金相图二值化取反,搜寻连通域,记录下点状氧化物位置信息后在原图中删除,其算法流程如图7所示。通过对金相二值图中8连通域的检测,并删除原图中面积小于阈值的连通域,可以去除点状氧化物,同时对于条状氧化物不产生影响。去除点状氧化物后的流程图如图8所示。
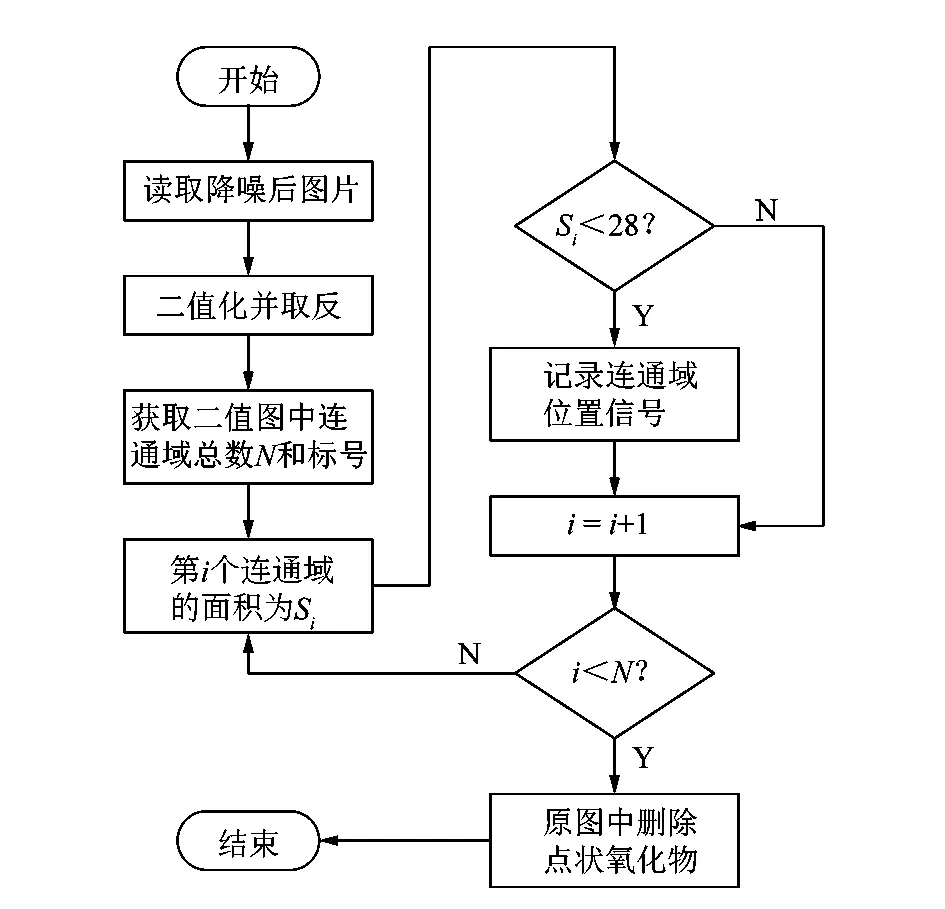
图7 点状氧化物去除算法流程

图8 去除点状氧化物后的金相图
3.3 图像分割
对点状氧化物去除后的金相图进行三维可视化处理,如图9所示,可见内氧化组织、齿轮渗碳表层和背景区域3者之间存在一定的灰度差异,因此可以使用聚类算法从金相图中分割出内氧化组织。
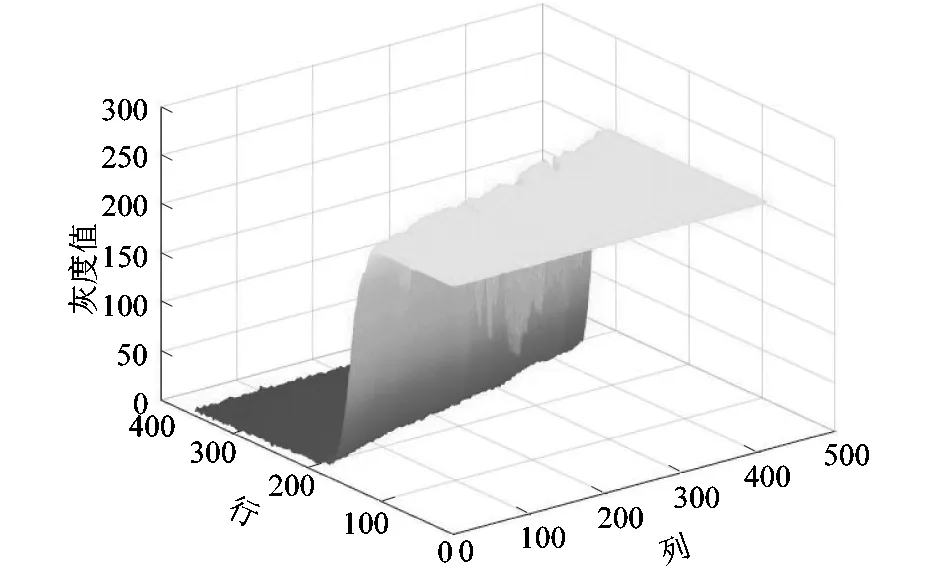
图9 灰度三维图
K均值的基本思想是通过不断将样本数据进行分类,使聚类评价函数取得最优解[11]。传统的K均值算法中初始聚类中心点是随机选取的,导致聚类结果不确定且运算量大[12]。课题组对此进行改进,通过预先选取合适的聚类中心点来优化算法。
金相试样在研磨抛光后,试样边缘会产生微小的倒角。当显微镜光源聚集在边缘处,会出现光照散射现象,导致金相图中内氧化组织与背景分界处模糊,难以选取合适的聚类中心点。为了研究金相图中模糊区域灰度变化并且选取合适的初始聚类中心,课题组截取金相图中边界模糊区域进行研究。通过像素点拟合获得灰度变化曲线,如图10所示。课题组选取曲线斜率最大处所对应的灰度值为内氧化组织的聚类中心点,经过计算可知,背景区域、内氧化组织以及齿轮表层区域的灰度值分别为0,112和255。由于K均值算法中聚类中心处于[0,1]之间,对其进行归一化处理,故初始聚类中心点为0.00,0.44和1.00。改进后的K均值算法分割后的效果,如图11所示。

图10 灰度变化曲线
图11 分割结果
3.4 亚像素边缘检测
在保证金相显微镜设备不变的条件下,课题组采用基于Zernike矩的亚像素边缘检测算法来提升测量精度[13]。假定单位圆的圆心落在内氧化组织边缘经过的1个像素点上,以此建立理想阶跃边缘模型,如图12(a)所示。理想边缘L一侧为目标区域,灰度值为h+k;另一侧为背景区域,灰度值为h。圆心到理想边缘的垂线长度为d,垂线与横坐标的夹角为φ。将边缘L顺时针旋转φ得到图12(b),使边缘L垂直于X轴,旋转后的图像关于X轴对称。

图12 理想边缘检测模型
连续二维函数f(x,y)的n阶m次Zernike矩的定义为:
(6)
根据Zernike矩的旋转不变性,图像旋转后Zernike矩的相角发生变化,而幅值没有改变[14]。Z00,Z11和Z20的积分核函数多项式分别为V00=1,V11=x+iy和V20=2x2+2y2-1。由式(6)与积分核函数多项式求解上述3个矩,推出与亚像素边缘相关的4个参数如下:
(7)
(8)
(9)
(10)

(11)
若像素点满足条件k≥τ∩d≤δ,则计算该点的亚像素坐标。其中τ为阶跃阈值,δ为距离阈值。课题组采用亚像素计算后得到内氧化组织亚像素边缘,如图13所示。
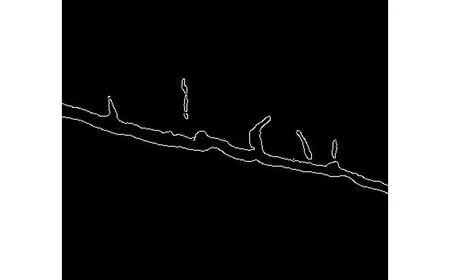
图13 亚像素边缘
4 定量分析
4.1 测量方案
传统的内氧化定量分析中,内氧化最大深度测量都是通过人工选取测量点,测量结果容易受到金相操作人员的主观影响。为了避免人为因素带来的误差,课题组通过优化传统内氧化测量方案来提升测量准确性。
在测量内氧化的最大深度时,由于齿轮边缘在微观视角下并不是一条直线而是曲折的,因此需要规定一个测量基线。课题组选定齿轮边缘线2端点的连线为基线,从内氧化最远处端点做基线的垂线,根据点到直线距离公式,求出垂线长度,即为内氧化的最大深度。根据视场长度与实际长度之间比值,在放大500倍的条件下,标定结果为0.075 μm/pixel,最后用标尺换算出实际值。
4.2 实验分析
依据上述方案对15组内氧化金相图进行最大深度测量,并与LAMOS Experts金相分析软件测量的结果进行对比。实验结果如表1所示。
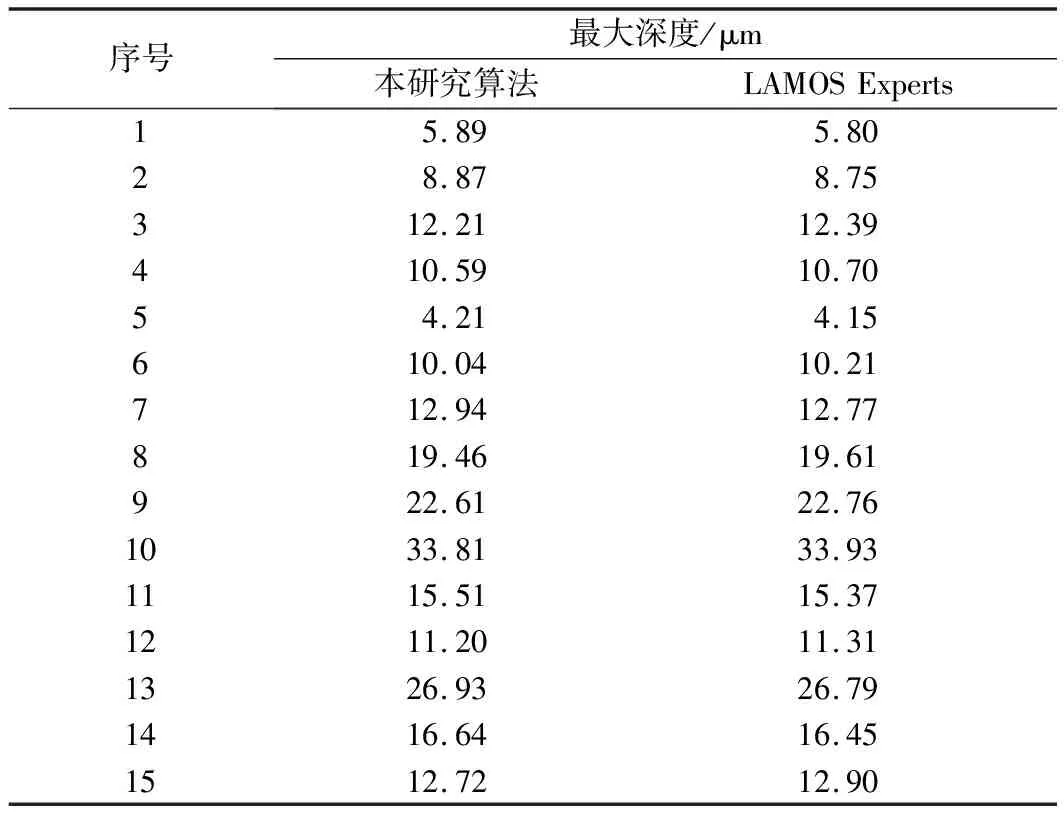
表1 测量数据
为了验证本研究测量算法的有效性,根据渗碳钢金相评定标准,推算出每组内氧化的级数,如图14所示。由图可知,本研究算法与LAMOS Experts金相分析软件测量的结果都处于同一个级数范围内。
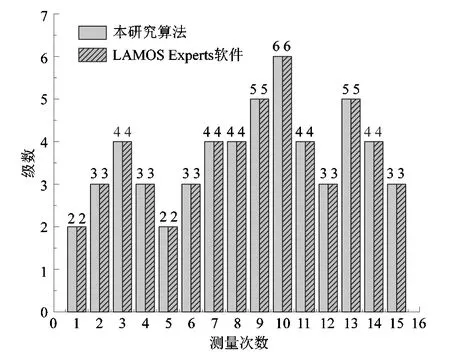
图14 内氧化级数
以LAMOS Experts金相分析软件所测量的结果为参考值,计算出本研究算法测量值的相对误差,如图15所示。从图中可知,本研究算法所测值相对与LAMOS Experts金相分析软件的误差均在2%以内,该测量算法满足实际生产需求。
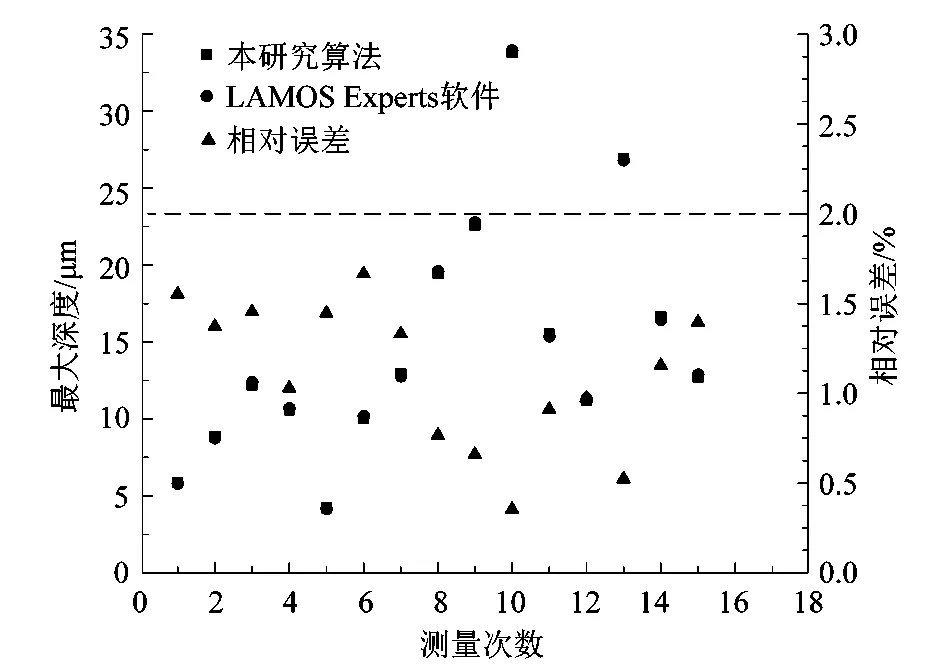
图15 相对误差
5 定量分析系统设计
课题组基于Qt平台,开发了一种渗碳齿轮内氧化定量分析系统,界面设计如图16所示。定量分析软件主要包括了评级、检测信息和检测显示3个模块。其中评级模块主要显示检测内氧化的级数、评定结果以及设置内氧化评级标准;检测信息模块包括了检测数量、合格率等信息;检测显示模块用来显示所提取的内氧化组织亚像素边缘。
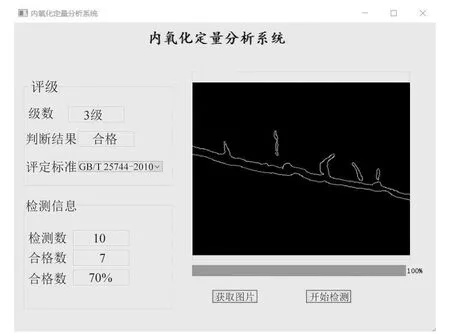
图16 定量分析软件界面
6 结语
课题组提出了一种基于数字图像处理的内氧化最大深度测量方法,在此方法上设计一套定量分析系统来实现内氧化自动评级。结合了改进的各向异性扩散滤波、基于面积阈值的点状内氧化去除以及改进的K均值算法,实现了内氧化金相图的快速处理和分割。基于内氧化组织亚像素边缘点计算出最大深度,并与市面上已售金相软件进行比较,实验结果表明本研究算法能对内氧化最大深度进行有效测量,满足工业现场对渗碳齿轮内氧化检测需求。该系统虽然能够有效完成内氧化的自动测量评级,但是每次只能完成1张金相图检测,无法同时处理多组金相图,后续研究可以围绕批量检测方面进行展开。
猜你喜欢
中华实用诊断与治疗杂志(2022年1期)2022-08-31
建材发展导向(2022年14期)2022-08-19
金属热处理(2022年4期)2022-04-19
陶瓷学报(2021年4期)2021-10-14
内燃机与配件(2021年7期)2021-09-10
陶瓷学报(2021年1期)2021-04-13
科技风(2019年23期)2019-10-21
戏剧之家(2019年23期)2019-08-21
考试周刊(2018年58期)2018-06-28
山东工业技术(2016年15期)2016-12-01