
焊缝成形线结构光视觉检测方法研究*
2022-03-15 01:28张艳喜王静静高向东
制造技术与机床 2022年3期
胡 丹 张艳喜 王静静 高向东
(广东工业大学广东省焊接工程技术研究中心,广东 广州510006)
线结构光视觉检测广泛应用于焊接领域[1],包括焊缝跟踪、焊接质量控制及焊缝成形检测等方面[2-4]。其结构简单,采集的图像为焊缝某一截面特征,图像处理算法难度较低,通过扫描采集即可得到焊缝全貌。焊缝几何尺寸是表示焊缝表面形态特征的指标,是评判焊接质量的直观参数[5]。线结构光焊缝视觉检测系统通过采集焊缝激光条纹图像,从图像中提取焊缝中心线以及特征点,从而实现焊缝表面成形检测[6]。近年来,国内外相关科研人员利用自主搭建的结构光视觉传感器对焊缝进行质量检测,将图像处理算法进行改进、组合并应用,得到表征焊缝外貌的特征参数,并重建焊缝表面的三维轮廓,实现焊缝尺寸测量以及缺陷检测[7-9]。针对角焊缝激光条纹图像的光条特点,改进图像处理算法,优化图像处理流程,准确提取焊缝中心线及特征点;对焊缝几何尺寸进行详细定义,实现焊缝表面特征参数的智能计算,并完成了焊缝三维重建,可直观体现焊缝宏观形貌。
1 结构光焊缝检测系统
1.1 结构光视觉传感器
结构光视觉传感器主要包括线激光发射器、CMOS相机、工业镜头以及滤光片。结构光视觉传感器采用斜射-直接收式固定于三轴滑台上,焊件固定于试验台上,运动控制柜控制电机,以一定速度驱动滑台。检测时,线激光发射器将激光投射到待测焊件表面,包含焊接缺陷信息的激光条纹图像由CMOS相机接收,并实时传输给工控机,采用图像处理算法实现焊缝表面成形检测。基于结构光视觉的焊缝检测装置图如图1所示。

1.2 结构光视觉传感器的标定
为了实现焊缝成形检测,首先需对结构光视觉传感器进行标定,即建立图像坐标与世界坐标的转换关系,基于锯齿靶标的直接标定法示意图如图2所示。任意实点P(xw,yw,zw)与其投影点P′(u,v)、相机坐标系下p(xc,yc,zc)之间的关系可由式(1)表示:
(1)
式中:(fx,fy)为图像平面坐标到图像坐标的放大系数,(u0,v0)为相机的主点坐标,R为旋转矩阵,T为平移矩阵。

焊缝三维成像检测系统的参数标定主要包括相机内参标定(u0,v0,fx,fy,k)和外参数(R,T)。相机内参标定采用张氏棋盘格标定法。结构光视觉传感器外参数标定采用基于锯齿靶标的直接标定法。
结构光视觉传感器采集并提取特征点,可得到A~G共7个特征点的图像坐标,如图3所示。假设世界坐标系中原点位于点0,已知锯齿间距10 mm,齿高5 mm,齿数为4,齿顶与齿根夹角均为90°,从而获得特征点的世界坐标及对应的图像坐标。标定试验使xw,yw轴固定不变,调整Zw轴的高度,获得多组特征点的世界坐标和图像坐标。将其代入式(1),可计算得到外参数(R,T)。

同时多次测量不同规格的0级量块进行精度验证,测量误差在0.2 mm以内,可以满足检测要求。
1.3 检测对象
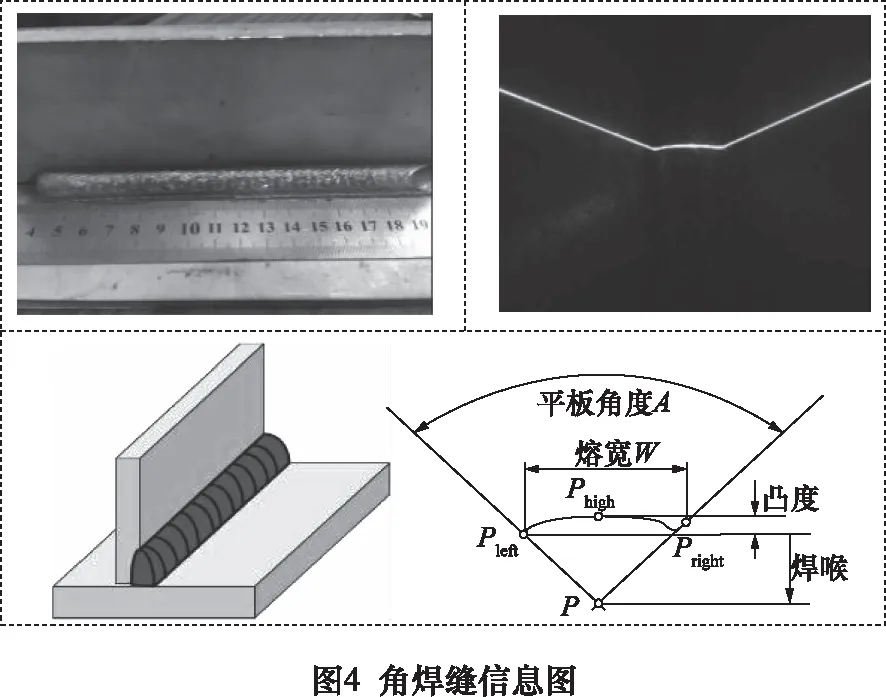
以角焊缝为检测对象,通过线结构光焊缝检测系统测量焊缝成形尺寸,图4给出了角焊缝的实物图,焊缝示意图与尺寸定义,以及采集的原始焊缝激光条纹图像。
2 焊缝激光条纹图像处理及特征提取
观察图4中的原始激光条纹图像,可分为背景区域和光条纹;背景区域无焊缝信息且受噪声影响;光条纹随焊缝轮廓发生形变,精准可靠地反映着焊缝表面成形质量。因此,针对光条所在区域对激光条纹图像进行处理是焊缝结构光视觉检测的重要环节,直接影响焊缝成形检测的精度。
2.1 图像预处理
原始激光条纹图像为彩色图,滤光片虽能滤除大部分干扰信息,但图像中仍存在离散噪声点,故对原始图像进行灰度化和中值滤波处理。并且通过Otsu算法选取分割阈值T,将像素灰度值小于T的设置为0;其他保持不变。改进阈值分割法可表示为:


(2)
图像预处理效果图及对应的灰度三维图如图5所示。可以看出,预处理操作滤除了无效信息,保留了光条区域的亮度信息,降低了数据复杂度,且为后续的激光条纹边缘提取提供了有利条件。
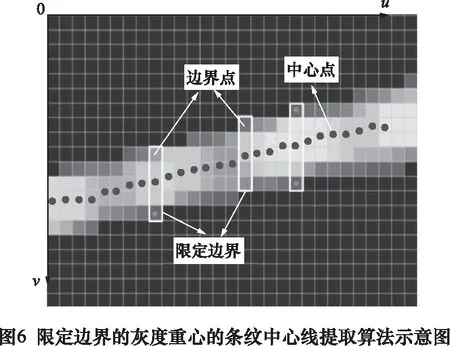
2.2 基于限定边界的灰度重心法
经过上述预处理后,为进一步减少计算量,准确定位焊缝特征区域,提出一种基于限定边界的灰度重心法来提取激光条纹中心。该方法通过边缘检测算法来框选光条区域,在限定光条边界内采用灰度重心法实现焊缝激光条纹中心的快速计算。图6为基于限定边界的灰度重心的条纹中心线提取算法示意图。
2.2.1 激光条纹边缘提取
激光条纹边缘可最大程度地框选出光条所在区域,有利于提高中心点的提取精度,降低计算量。常见的基于一阶导数的边缘检测算子,包括Roberts算子、Sobel算子、Prewitt算子以及基于二阶导数的小波边缘检测算子[10]。图7为边缘提取效果局部放大图。通过图7发现,Roberts算子利用对角像素之差近似检测边缘,对噪声敏感,且容易丢失部分边缘点。Sobel算子和Prewitt算子均考虑了像素的上、下、左、右领域的信息,能达到较好的检测效果,但会出现伪边缘,影响后续中心线提取精度。
基于上述现象,进一步选用小波模极大值多尺度边缘检测算子提取激光条纹边界,其基本思想是选取一个二阶可导平滑函数对图像进行平滑,小波函数对应于平滑函数的一阶导数或二阶导数,利用信号的小波变换的梯度幅值在信号突变点处取局部极大值或过零点的性质来进行边缘检测[11]。
当函数θ(x,y)为平滑函数时,则需满足:
∬R2θ(x,y)dxdy=1,θ(x,y)≥0
(3)
从时频局部化的角度进行分析,得出3次B样条小波在边缘检测中是渐近最优的,所以采用B样条小波作为平滑函数。定义0次B样条函数为:
(4)
n次B样条基函数βn(x)用卷积递推定义:
βn(x)=βn-1(x)·β0

对平滑函数θ(x,y)分别求x、y方向的一阶偏导数,则基本小波为:
(6)
相应的二进小波变换为:
(7)
计算梯度幅值Mod2jf(s,u,v)和梯度幅角Ang2jf(s,u,v)为:
(8)
(9)
在尺度2j(小波分解级数j=3)上,图像边缘点即沿幅角Ang方向求得的梯度幅值Mod的局部极大值。

2.2.2 灰度重心法
获取图像单像素边界后,再利用加权灰度重心法逐列求取光条中心,第i列中心点的像素坐标(ui,vi)可表示为:
(10)
式中:yi,up、yi,down分别为边缘检测算法框选出的第i列的上、下光条区域边界点,p(i,y)为像素点的灰度值。
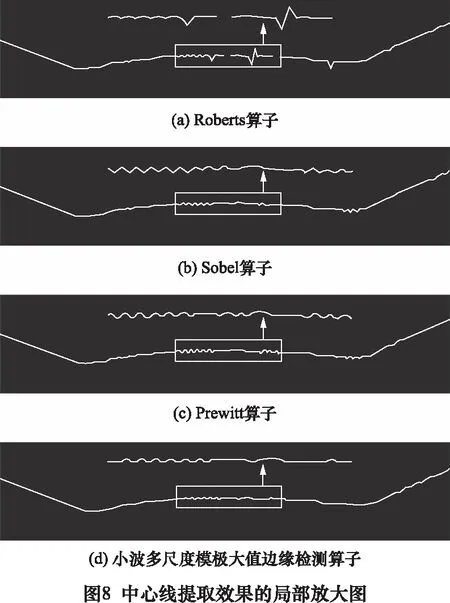
图8为经不同边缘检测算子处理后提取的焊缝激光条纹中心线图像的局部放大图。图8a为经Roberts算子处理后的提取效果放大图,局部抖动较大,且出现了中心线断裂现象,提取效果不佳。图8b、c分别为经Sobel算子、Prewitt算子处理后的提取效果局部放大图,中心线抖动较大,未反映焊缝表面成形真实轮廓,这对于后续焊缝表面成形测量的稳定性及准确性具有一定影响。图8d为经小波多尺度边缘检测算法处理后得到的条纹提取效果局部放大图,小波边缘检测综合不同尺度下的边缘得到检测结果,得到的条纹中心线准确且平滑,与焊缝表面成形状况相似度更高。
2.3 焊缝特征点提取
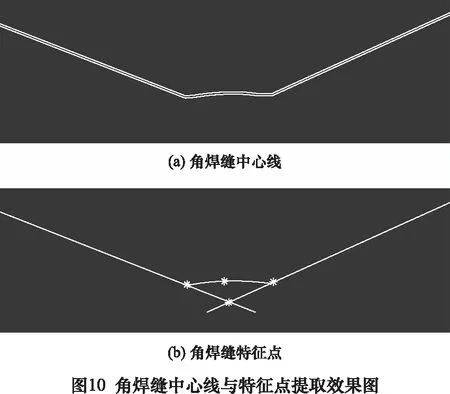
焊缝特征点的提取是表面成形检测至关重要的。其中一类焊缝特征点,即焊缝与母材交界处的左右特征点Pleft,Pright。激光条纹发生形变,激光曲线的斜率也会改变,因此斜率解析法可有效提取焊缝特征点[12]。传统的斜率算法只使用相邻两个点,激光条纹上的噪声点可能会影响提取精度。为了提高焊缝特征点的提取精度,采用一种改进的斜率解析法。在像素坐标中,我们将激光曲线上某一点的斜率定义为:
(11)
式中:Ki(4 另一类焊缝特征点,焊缝最高点Phigh,焊根点P。Phigh为左右特征点之间的最高点,采用区域极值法提取;焊根点P通过拟合母材区域的中心线,取拟合直线的交点,即拟合定位法。图10为角焊缝中心线与特征点提取的效果图。 焊缝激光条纹图像经过预处理和特征提取,即可进行焊缝尺寸测量。根据图11中对焊缝尺寸的定义,焊缝尺寸的计算可具体表示为: (1)熔宽W,左右特征点之间水平距离。表示为: W=|uleft-uright| (12) (2)余高H,焊缝在母材上方形成的最大垂直距离。表示为: H=vhigh-vp (13) 针对角焊缝进行焊缝表面成形检测试验,对本文提出的图像预处理、特征提取和尺寸测量算法进行测试。根据1.2结构光视觉传感器的标定,焊缝激光条纹图像特征点之间的像素距离可以转换为焊缝实际尺寸。图12显示了角焊缝的熔宽和余高,焊缝整体几何尺寸直观地通过数据显示,相较人工检测大大提高了检测效率。 线结构光焊缝视觉成形检测系统通过采集焊缝表面激光条纹图像对其进行尺寸测量与三维重建。通过锯齿靶标实现激光条纹图像像素距离到焊缝实际尺寸的转变,测量误差在0.2 mm以内,满足检测需求。提出一种基于边界限定的焊缝中心线提取方法,选用小波模极大值边缘提取算法获取完整、干扰较少的焊缝激光条纹区域,减少了像素坐标提取的图像遍历时间,适用于不同焊缝表面激光条纹图像,提高了算法的稳健性和适应性。根据斜率解析法、区域极值法和交点定位法提取焊缝特征点,并建立了角焊缝相关尺寸的计算模型。最后,对焊缝进行检测试验,验证了所优化的焊缝成形检测系统的有效性和适用性,可满足焊缝表面成形质量检测的需求。
3 焊缝成形测量


4 结语
猜你喜欢
数学物理学报(2022年5期)2022-10-09
航空制造技术(2022年10期)2022-07-16
校园英语·上旬(2020年1期)2020-05-09
模具制造(2019年4期)2019-12-29
小福尔摩斯(2019年2期)2019-09-10
卷宗(2017年16期)2017-08-30
滇池(2017年5期)2017-05-19
都市丽人(2017年4期)2017-04-12
Coco薇(2016年3期)2016-04-06
汽车文摘(2014年11期)2014-12-15
