B 型套筒角焊缝力学性能模拟实验
2022-01-13 12:16成志强段金伟吕志伟
西南石油大学学报(自然科学版) 2021年6期
成志强 ,胡 聪,段金伟,吕志伟,杨 涛
1.西南交通大学力学与工程学院,四川 成都 611756
2.中国石油西南油气田分公司输气管理处,四川 成都 610041
引言
近年来,随着油气能源需求量的不断增加,大口径、高钢级管道的应用已成为趋势[1-5]。与此同时,管道在长期油气输送中易受腐蚀、第三方破坏、建造缺陷以及自然灾害等风险因素影响,使管道的承压能力不足甚至发生泄漏、燃烧爆炸等事故,因此需要对含缺陷管道进行及时补强[6-9]。
常见的缺陷补强技术有补焊、补板、A 型套筒、B 型套筒、复合材料、换管等,对于高级别钢的环焊缝缺陷,一般采用B 型套筒的补强方式[10-12]。然而,B 型套筒和管道在焊接过程产生的残余拉应力会降低材料的力学性能,并且与其他不良因素共同作用易造成补强结构的各种失效[13-15]。在工程上,对B 型套筒角焊缝处通常采用超声冲击的处理方式来降低焊接残余拉应力[16-17]。超声冲击处理是利用超声波振动驱动冲击针高速撞击金属表面,使金属表层产生一定厚度的纳米晶和塑性变形层,将焊缝区域拉伸残余应力转为压应力,提高表面硬度,减小或消除表面微观缺陷[18-19]。
目前,国外学者对焊缝力学性能和超声冲击技术做了大量的研究[20-21]。胥聪敏等[6]选取X80 钢管母材、焊接热影响区和套筒母材试样,进行理化性能分析和浸泡腐蚀实验,研究了B 型套筒焊接对X80 管线钢服役性能及腐蚀行为的影响。何柏林等[22]对铝合金焊接接头的表层组织、冲击层厚度以及残余应力进行了测试研究,探讨和分析了超声冲击处理对焊接接头疲劳性能的影响和改善效果。王东坡等[23]采用对比分析的方法研究了直接超声冲击、普通热处理加超声冲击及真空热处理加超声冲击对Q345B 钢焊接接头疲劳寿命的影响。杨锋平等[24]以5 起含环焊缝缺陷的天然气管道为例,对X80 管线钢环焊缝力学性能及缺陷成因进行了详细分析。然而,当前关于焊缝力学性能的研究大都是针对对接焊缝,对于B 型套筒角焊缝,由于角焊缝的焊接质量和试验机的精度问题,使得关于角焊缝性能方面的实验研究较少,尤其对于角焊缝的低周疲劳性能,更是缺乏可供参考的实验数据,需要进行实验为工程实践提供参考。
本研究通过品字形试件模拟B 型套筒补强结构,进行拉伸、弯曲及低周疲劳实验,并探究超声冲击处理对B 型套筒角焊缝力学性能的影响,为工程实践提供相应的数据支持。
1 B 型套筒角焊缝力学性能模拟实验
1.1 实验材料的化学成分及力学性能
本文实验采用一整块15.4 mm 厚的X80 钢板作为实验原材料,其他尺寸为12 m×3 m。试测所用钢材的屈服强度约为608.3 MPa,抗拉强度约为663.3 MPa。焊条采用大西洋CHE657GX 电焊条,直径为3.2 mm,长度350 mm,其化学成分和力学性能分别见表1 和表2。

表1 CHE657GX 焊条化学成分Tab.1 Chemical composition of CHE657GX electrode %

表2 CHE657GX 焊条力学性能Tab.2 Mechanical properties of CHE657GX electrode
1.2 B 型套筒补强结构的特征试件设计
当前,对于较大口径的管道,尚无足够吨位的拉伸试验机,并且完整管道的实验成本较大。考虑B 型套筒补强结构是轴对称的,并且纵向截面的剪切力较小,可以忽略不计,故截取补强结构沿纵向的窄板试件,模拟B 型套筒补强管道的受力。纵向剖面呈品字形,窄版试件由管体钢板和B 型套筒钢板组成,如图1 所示。

图1 采用品字形试件模拟B 型套筒的承载Fig.1 Simulation of the bearing capacity of B-type sleeve by using product-shaped specimen
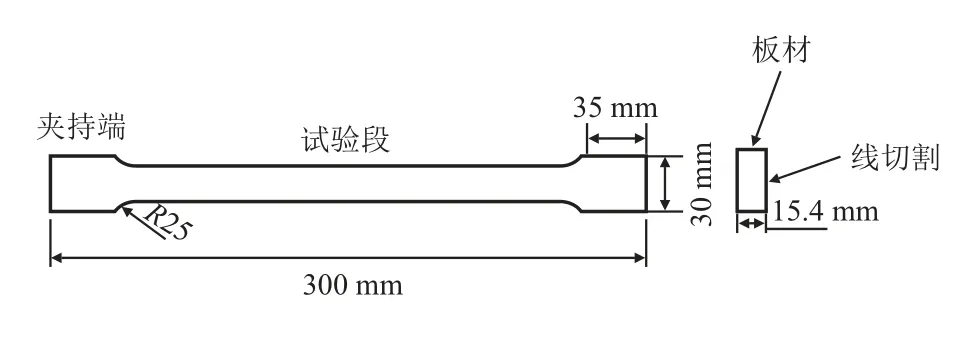
图2 母材拉伸试件尺寸Fig.2 Tensile specimen size of base material

图3 品字形拉伸试件尺寸Fig.3 Tensile specimen size of product font

图4 母材弯曲试件尺寸Fig.4 Bending specimen size of base material

图5 品字形弯曲试件尺寸Fig.5 Bending specimen size of product font

图6 品字形疲劳试件尺寸Fig.6 Fatigue specimen size of product font
1.3 实验试件制备
采用等离子切割机,在X80 钢板上切割出尺寸为360.0 mm×180.0 mm×15.4 mm(拉伸、疲劳用)、460.0 mm×130.0 mm×15.4 mm(三点弯用)两种规格的数块钢板,以及相应的钢板条,用以焊接成品字形板。使用熊谷WS5-400 电焊机焊接,焊接采用3层6 道焊,焊前使用焊枪进行预热处理,焊后待试件自然冷却。并切割掉距品字形板起焊点和止焊点约30 mm 的余料,避开起焊和止焊处特殊的焊缝区域,制成上述拉伸、三点弯、低周疲劳试件。品字形试件的切割方式采用水切割,水切割加工过程中不发热,能最大程度降低切割对焊缝力学性能的影响。对于拉伸、弯曲、疲劳实验的品字形试件,取试件的一半,对其焊缝处进行超声冲击处理。
超声冲击设备采用豪克能HX-2050G,冲击电流为2 A,保持冲击枪垂直焊接区域,匀速进行冲击,处理完成后的试件焊接表面均匀布满凹坑。通过上述步骤,制成的试件组类和数目如表3 所示。

表3 试件组类和数目Tab.3 Specimen group type and number of specimens
1.4 力学性能实验过程
1.4.1 拉伸实验
拉伸实验试件分为3 组,一组为母材试件,另外两组为超声冲击前后的品字形试件。分别将各组试件夹持在100 t 万能实验机上,仪器的拉伸速度设置为0.2 mm/min,开动实验机,对试件进行加载,拉伸试件的断裂过程如图7 所示。

图7 拉伸实验试件断裂过程Fig.7 Fracture process of tensile text specimen
该试件初始受拉时下部两板在中间位置发生局部屈曲,并有明显的挠曲变形;继续加载后,试件中部残余变形显著,直至焊缝处断裂,试件失效破坏,记录下此时实验机显示的加载力,即为试件所能承受的最大拉伸力。
1.4.2 低周疲劳实验
疲劳实验试件分为两组,一组是超声冲击处理试件,另一组是未处理试件。
对于品字形试件的低周疲劳实验,由于角焊缝焊接质量较难保证,造成角焊缝试件存在一定的差异性,加之实验仪器存在精度问题,这都增加了实验的难度。将超声冲击处理试件夹持在疲劳实验机上,保持两端固定,设置实验机载荷的变化速率为1.5 kN/s,多次实验测得该组试件一次循环拉断时的最大拉伸力,以此作为该组剩余试件最大拉伸力的基准值,逐渐降低实验机所设的最大拉伸力,记录该组试件在不同拉伸力下的循环加载次数,即为该组试件在指定载荷下的疲劳寿命。
对于另一组试件,采用同样的方法进行实验。试件疲劳断裂的过程如图8 所示,试件初始受拉时下部两板开始分离;持荷阶段两板分离进一步扩大,并且下部板发生局部屈曲,有明显的挠曲变形;卸荷后试件未能恢复至最初状态;继续循环加载,试件中部残余变形显著,并且角焊缝处有微裂纹生成;直至裂纹迅速扩展且明显加深,焊缝处断裂,试件失效破坏。

图8 低周疲劳试验实验断裂过程Fig.8 Fracture process of fatigue text specimen
1.4.3 三点弯实验
弯曲实验试件分为3 组,分别为母材和超声冲击前后的品字形试件。取各组试件安装在WDW3100 微机控制电子万能实验机,保证弯曲压头、两支座连线的中点以及试件上表面的几何中心,在一条竖直线上,设置实验弯头的加载速度为2 mm/min,开动实验机,对试件进行加载,实验破坏失效过程如图9 所示。

图9 弯曲试验试件失效过程Fig.9 Failure process of bending test specimen
试件初始受压时,下部两板逐渐和上部板分离;持荷阶段上下部板分离进一步加大,并伴随角焊缝处有裂纹产生;继续加载裂纹扩展,试件失去承载能力,抗弯能力大幅下降,产生塑性铰转动失效,记录下此时实验机加载力,即为该试件能承受的最大弯曲荷载。
2 结果与分析
2.1 B 型套筒角焊缝的抗拉强度及超声冲击对其的影响
本实验是基于B 型套筒补强管道这一工程实例,B 型套筒和管道组成的角焊缝结构在受拉伸时,并不是简单的单向拉伸,而是拉弯组合作用,结构受力复杂,且材料力学性能变化显著,故通过测得试件的最大拉伸载荷来反映角焊缝的拉伸强度,对于弯曲和低周疲劳实验亦同理。超声冲击前后试件的最大载荷曲线如图10 所示。由图10 可见,无论是超声冲击处理试件还是未处理试件,多次实验得到的数据均较为靠近,说明制备的品字形角焊缝试件有良好的重复性。未超声处理试件的平均最大载荷为157.53 kN,超声冲击处理试件的平均最大载荷为145.40 kN。通过对比两组试件的拉伸实验结果可知,超声冲击处理对B 型套筒角焊缝抗拉强度基本没有影响。
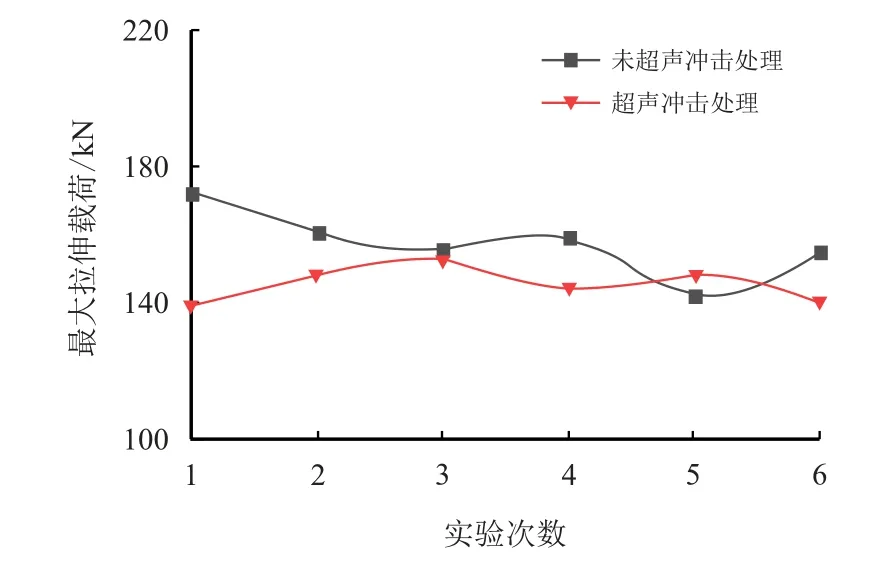
图10 超声冲击处理前后试件的最大拉伸载荷曲线Fig.10 Maximum tensile load curve of specimen before and after ultrasonic impact treatment
2.2 B 型套筒角焊缝的弯曲强度及超声冲击对其的影响
超声冲击处理前后试件承受的最大弯曲载荷曲线,如图11 所示。

图11 超声冲击处理前后试件的最大弯曲载荷曲线Fig.11 Maximum bending load curve of specimen before and after ultrasonic impact treatment
由图11 可见,对于品字形试件,实验得到的最大弯曲载荷曲线波动幅度较小,进一步说明所制备的品字形角焊缝试件有良好的可重复性。三点弯实验母材承受的平均最大弯曲载荷为60.20 kN,超声冲击处理的品字形试件所能承受的平均最大弯曲载荷为41.30 kN,未超声处理的品字形试件所能承受的平均最大弯曲载荷为41.77 kN。通过对比试件实验结果可知,超声冲击处理对B 型套筒角焊缝的弯曲强度基本没有影响,并且B 型套筒角焊缝所能承受的极限弯矩约为管道母材的69.40%。以上的实验结果是假设下部两板断面的情况,模拟的是管道环焊缝缺陷导致的管道断裂,然而在工程实际上往往都是裂纹缺陷,B 型套筒角焊缝所能承受的极限弯矩也会更贴近管道母材,结构抗弯能力更强。
2.3 B 型套筒角焊缝的疲劳强度及超声冲击对其的影响
由角焊缝试件的拉伸和三点弯实验数据,表明实验制备的角焊缝质量较为稳定,降低了焊缝质量对低周疲劳实验数据精度的影响。
超声冲击处理试件和未处理试件的“最大加载力-循环次数”曲线,如图12 所示,在工程中类比于材料的S-N 曲线,两者在研究超声冲击处理角焊缝对B 型套筒疲劳强度的影响方面,效果是相同的。由图可知,超声冲击处理角焊缝,对B 型套筒补强结构的疲劳强度(寿命)基本没有影响。

图12 超声冲击前后试件的实验数据和拟合曲线Fig.12 Test data and fitting curve of specimen before and after ultrasonic impact
3 结论
(1)超声冲击处理角焊缝,对B 型套筒结构的抗拉强度、弯曲强度、疲劳强度基本没有影响,这是由于超声冲击处理作为表面强化技术,对于整体结构的力学性能影响较小。
(2)在管道环焊缝完全开裂的极端情况下,B型套筒角焊缝能承受的极限弯矩约为管道母材的69.0%,可推测B 型套筒补强结构的失效开裂源于角焊缝处,B 型套筒补强结构质量的评估应以角焊缝为关键。
猜你喜欢
结构工程师(2022年2期)2022-07-15
三门峡职业技术学院学报(2019年4期)2019-05-20
汉字汉语研究(2019年4期)2019-03-04
小学生学习指导(低年级)(2018年5期)2018-04-24
制造技术与机床(2017年10期)2017-11-28
凿岩机械气动工具(2017年3期)2017-11-22
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
小学阅读指南·低年级版(2016年5期)2016-05-14