北溪管道用感应加热弯管的生产和质量水平*
2021-11-10 11:25:12吉玲康
石油管材与仪器 2021年5期
吉玲康,董 瑾
(1.中国石油集团石油管工程技术研究院,石油管材及装备材料服役行为与结构安全国家重点实验室 陕西 西安 710077;2. 西安石油大学期刊中心 陕西 西安 710065)
0 引 言
Nord Stream管道(以下简称北溪管道)项目是从俄罗斯的维堡(Vyborg)经波罗的海到德国的格里夫斯瓦尔德(Greifswald)的天然气输送管道。该管道由2条直径为48 in(外径1 219 mm,内径1 153 mm)的平行管道组成,每条管道长1 223 km。该管道系统每年可输送天然气550×108m3,全线采用分段设计方法,设计工作压力分别为22、20和17.75 MPa,节省了超过30×104t钢材。线路钢管钢级为L485,壁厚为26.8~41.0 mm。北溪-I管道从2010年4月开工建设。第1条管道于2011年底完工,第2条于2012年底完工[1]。
感应加热弯管是除线路直管外重要的管材类型,经过认真考察和研究,最终德国缪尔海姆的Salzgitter Mannesmann Grobblech GmbH(MGB)赢得了向北溪-I项目供应38个大直径弯管的合同。生产结果表明,各项性能指标和尺寸公差均达到要求。本文将对这些弯管的技术要求、生产情况和质量水平等进行详细介绍。
1 感应加热弯管的技术要求
北溪-I项目弯管情况见表1,材料等级为L485和L450,材料强度高,低温下延展性好。由于设计压力高、壁厚大,所有弯管均规定感应加热弯制后必须经过整体淬火和回火,并具有严格的几何尺寸公差。
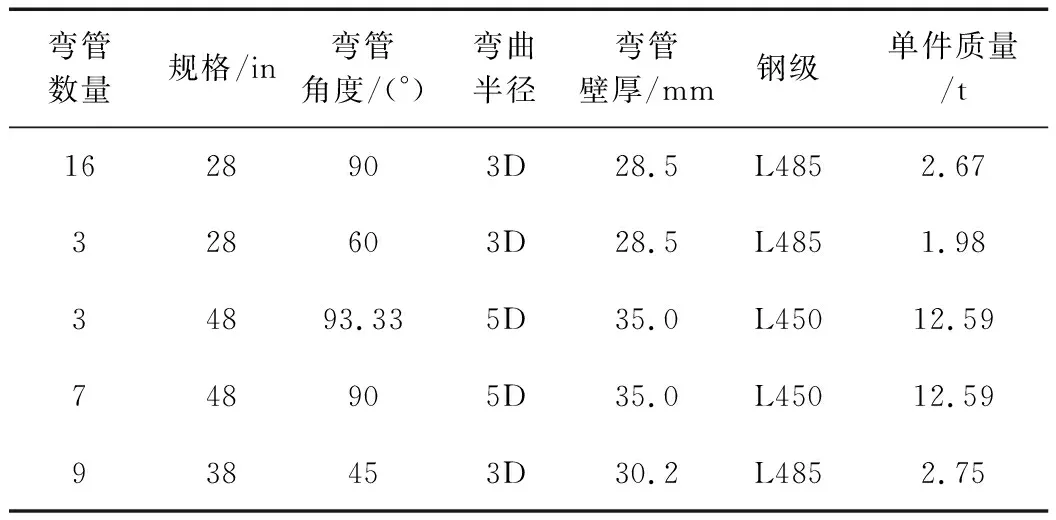
表1 北溪-I项目 38个大直径弯管的详细情况
德国接收站需要10个48 in弯管。表1中列出的28 in和38 in弯管安装在俄罗斯海岸的压气站附近和德国一侧的接收站附近。由于它们应用条件有差异,必须遵守不同的规范标准和试验要求,如表1和表2所示。为满足低温试验要求,弯管由直缝埋弧焊(LSAW)母管制成,由Eisenbau Krämer(EBK)制管厂生产,该公司还为北溪-I项目提供48 in×41 mm 的止屈器。

表2 北溪-I弯管母管尺寸和制造标准[2]
28 in和38 in弯管采用L 485级材料制造,与管线管相同等级。但对于48 in弯管,要求降低到L 450级,原因是为了在弯曲后整体淬火回火热处理期间保持适当的几何稳定性而增加了壁厚。其实,如果考虑干线和相邻管线管道尺寸的运行条件,48 in×34 mm壁厚的母管制成的L 485级材料的48 in弯管就足够了,但由于在感应加热的奥氏体化过程中,较大的径厚比会使弯管有变形和塌陷的风险,因此这些母管的壁厚增加到最小38.0 mm,而其强度等级降低至L 450级。
表3列出了北溪-I项目不同规格弯管的基本力学性能要求。其中,冲击试验温度根据服役条件确定,例如俄罗斯一侧压气站28 in弯管的测试温度为-38 ℃,德国一侧38 in弯管的测试温度为-25 ℃。

表3 北溪-I项目弯管拉伸和韧性性能要求
2 感应加热弯管成分设计、生产工艺及质量水平
2.1 成分设计
为了在感应加热并弯曲加工后达到所需的强度,选择碳当量CEIIW为0.42、含0.09%C、1.5%Mn、Mo及Nb、V微合金化的热机械控制工艺(TMCP)生产的厚板作为弯管的原材料。
钒微合金化会在回火过程中产生析出强化作用。钒是非常有效的,特别是在热感应弯曲加工中,因为它在奥氏体化过程中具有足够的溶解度,并且在回火过程中在纳米范围内形成细小的沉淀[3]。另一方面,铌在奥氏体中的溶解度较低,但在厚板材料的热机械轧制过程中起着重要作用,它降低了轧制道次之间可能再结晶的温度范围。在可能再结晶的温度范围内,奥氏体的变形会导致奥氏体晶粒的凝固和强化。这有助于在转变为铁素体或贝氏体的过程中细化组织[4]。北溪-I管道项目的不同尺寸弯管都是用这种化学成分制造的。
2.2 热处理工艺和显微组织
弯曲后的热处理包括在910 ℃下奥氏体化50~60 min,然后在600~650 ℃下回火90 min。根据弯管尺寸的不同,热处理参数也有微小差异。在热处理过程中,所有弯管都从内部用支撑固定,以避免压扁。由于直径48 in的 90°弯管的外形尺寸为10 200 mm长,3 200 mm宽,其尺寸已经超过目前已有的淬火可用托架,所以必须进行设备改造,同时还必须选择可用的热处理炉[2]。
图2显示了北溪项目48 in弯管从天然气加热炉到淬火槽的转移过程。由于包括支柱在内的一个90°弯管的实际重量约为13 t,加上用于转移至淬火池的C形钩和托盘的重量,必须对弯管厂的起重机的能力进行升级。

图2 北溪项目48 in弯管从热处理炉转移到淬火槽过程(MGB弯管厂)
热处理对母材组织的影响如图3所示。母管的显微组织以铁素体为主,另外还有少量珠光体和贝氏体岛,这是典型的热机械加工和空冷的组织类型。然而,在淬火和回火后(调质处理),显微组织转变为均匀的贝氏体。

图3 母管(左)和调质处理后(右)弯管母材的显微组织
2.3 力学性能
2.3.1 拉伸性能
在最终热处理条件下,使用横向条状试样测量弯管的拉伸性能。弯管内弧、外弧、直管段和母管的拉伸试验结果对比情况如图4所示。
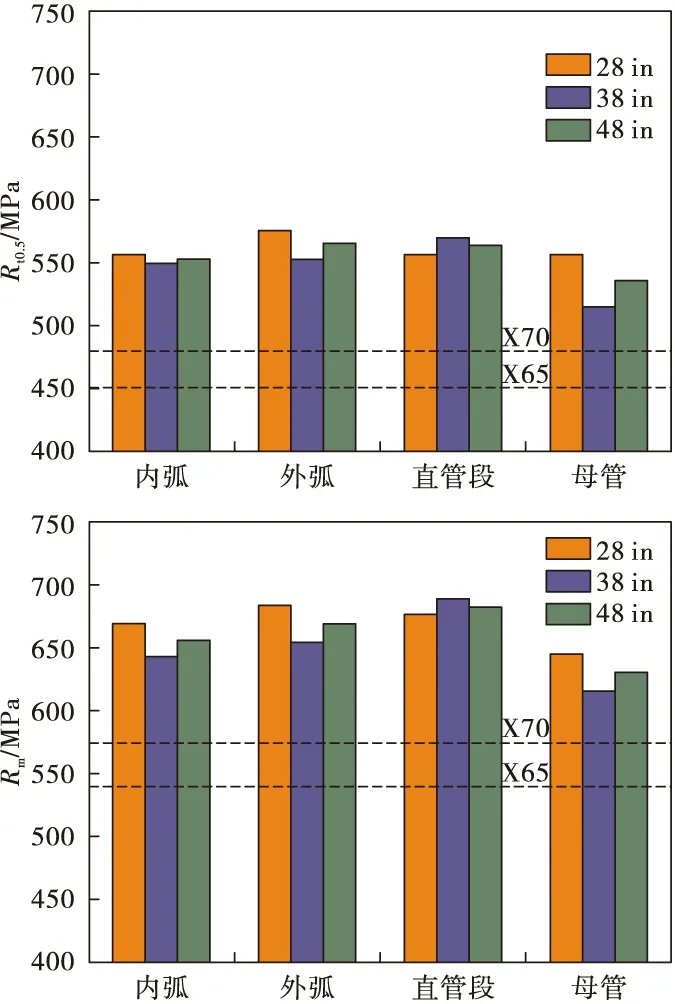
图4 弯管和母管的母材屈服强度和抗拉强度对比
结果表明,弯管的屈服强度在545~570 MPa之间,抗拉强度在640~690 MPa之间。使用该种成分设计可以达到强度要求,而且可以达到母管的强度水平甚至更高。这主要是因为热处理后钒碳氮化物沉淀硬化的强化贡献比轧制条件高;另一个原因是淬火促进了细晶贝氏体组织的形成。48 in弯管的屈服强度和抗拉强度与28 in和38 in弯管的屈服强度和抗拉强度处于同一水平,这表明即使强度要求较低,其也可以保持X70(L485)的强度水平。图5为弯管直管段、弯弧处的横向焊缝拉伸试验结果与母管焊缝拉伸试验结果的对比情况。结果表明,所有试验结果均达到了L485(X70)和L450(X65)的抗拉强度570 MPa和535 MPa的要求,并断于母材。

图5 弯管与母管的焊接接头抗拉强度对比
2.3.2 冲击性能
弯管母材的韧性试验结果如图6所示,可见,包括弯管内弧侧、外弧侧、直管段的母材冲击韧性均和母管处于同一水平,甚至略高,且平均值都在100 J以上,远超出标准要求。

图6 弯管内、外弧和直管段的母材平均CVN冲击韧性和母管的对比
弯管的整体调质热处理使热影响区(HAZ)的韧性达到母材的水平[5-6]。这对母管的HAZ韧性来说是非常有意义的。图7为48 in试验弯管的弯曲部位的焊缝金属(WM)、熔合线(FL)、FL+2和FL+5冲击试验结果,可见弯曲部位的焊缝、热影响区冲击韧性高于母管母材冲击韧性。

图7 48 in弯管弯曲位置焊缝/热影响区-35 ℃时的平均CVN冲击能量与母管母材的对比
2.3.3 硬度
用维氏硬度计测定了母材和焊缝金属的硬度分布。母材和焊缝区的最大允许硬度分别为260 HV10和270 HV10。图8所示为48 in弯管从弯曲位置获得的焊缝横截面的硬度分布情况,所有测量值都低于规定的最高水平。图9所示为其横截面的宏观形貌。

图8 48 in弯管弯曲位置焊缝的硬度分布
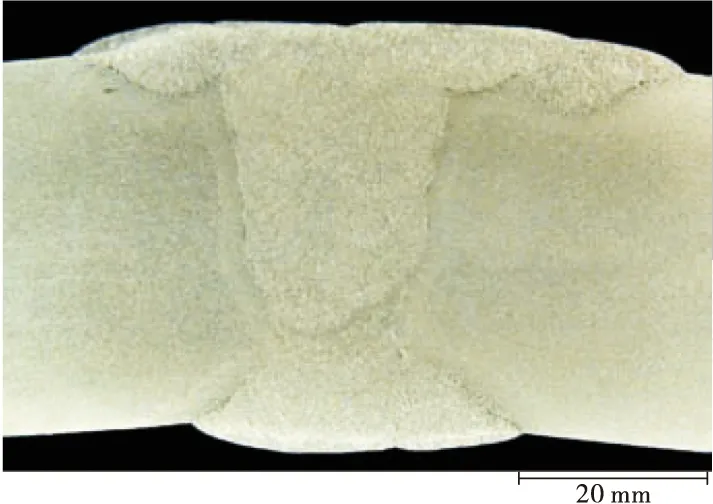
图9 48 in弯管整体调质处理后多道次焊缝的宏观截面图
3 几个问题的思考
北溪-I天然气管道成功进行了38个高钢级大口径弯管的设计、制造和使用,其中的一些做法值得借鉴。
1)该管道直径分别为28 in和38 in的弯管直接采用L485级材料交付,48 in弯管为保证热处理期间保持几何稳定性而采用了增大壁厚,降低钢级到L450的方法。也就是说在同一管道工程中,根据不同的服役条件,可以采用不同钢级管材进行设计和制造,其目的是为了更好地满足管道的安全可靠性。我国中缅管线也采用了这种设计理念,中缅管线的主干线采用的是X80钢级钢管,但在地质灾害多发的基于应变设计地区为了保证钢管具有更好的应变能力,采用了加大壁厚的X70大应变钢管。
2)该管道的3种规格弯管均采用相同成分体系的TMCP厚壁钢管作为原材料,采用感应加热后整体淬火+回火热处理的工艺路线,弯管的力学性能均满足订货标准要求。这种热处理方式可以很好地实现对弯管成分、组织、性能的控制,整体均匀性优异。但和我国大部分弯管厂采用的感应加热淬火方法相比,设备、制造过程成本更高,占地面积也更大。
3)该管道所使用的3个规格的弯管分别采用了ISO 3183、EN 10208-2、DNV-OS-F101 3个不同的标准,其强度、韧性的要求和试验方法等都有所不同。这种做法可能是由于该管道是一条国际管道,不同国家的标准很难统一造成的。这显然会给管材的制造、使用、甚至将来的完整性评估等带来困难。
4)该管道采用48 in大口径管道且在高设计压力下进行输送,因此对所有管材均提出了严格的要求,同时对各供应商进行资格预审,对生产过程进行监督制造,确保所有部件都达到高质量要求。
猜你喜欢
电力设备管理(2024年6期)2024-05-22 07:24:52
核科学与工程(2021年4期)2022-01-12 06:29:32
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
能源(2018年8期)2018-09-21 07:57:34
考试周刊(2018年15期)2018-01-21 22:20:58
闽南风(2017年9期)2017-09-27 15:49:07
中华诗词(2017年9期)2017-04-18 14:04:35
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
中国新通信(2016年13期)2016-08-12 02:15:34