
航空发动机脉动式装配线离散事件仿真设计
2021-10-18 08:44连宇臣程奂翀
航空制造技术 2021年16期
连宇臣,陈 津,程奂翀,周 烁
(1.中国航发上海商用航空发动机制造有限责任公司,上海 201306;2.上海江衡科技有限责任公司,上海 201306)
脉动式装配线是按节拍移动的一种装配线,是介于固定站位装配与连续移动装配之间的一种装配生产线形式,其典型特征是产品移动时不进行装配作业,装配作业进行时产品不移动。航空发动机整机装配制造发展的重要方向,就是建立脉动式装配线,实现最大的效率指标,并满足更高的质量控制要求。通过现场调研和信息收集,初步了解国内外的若干条脉动线基本信息,国内外已经有多家航空发动机OEM 启动了脉动式装配线的设计和建设[1-4]。
离散事件仿真
脉动式装配线作为一种复杂的生产物流系统,在其设计过程中,存在着大量多目标优化问题,若采用较传统解析方法难以获得局部最优解。生产物流指的是从企业生产原材料进入生产车间,经历半成品、半成品周转、生产加工直至加工成产品的过程中的物流活动。如何提高复杂性高、综合性强的生产物流系统的生产效率和效益,离散事件仿真技术作为系统研究分析的工具十分有效,目前被广泛应用于物流设施规划设计、运输物流控制和生产物料平衡中。
国内外学者在对生产物流进行研究时,多采用常见的基于Petri 网的离散系统建模方法,基本过程可描述为用P(库所)代表系统中客观实体和活动状态,用T(变迁)作为系统事件代表。嵇振平等[5]采用HCPN(分层设色Petri 网)结合EOL 降低建模过程的复杂性,为炼钢生产物流仿真系统建立合适的模型。
中国科学院沈阳自动化研究所的李岩等[6],针对某型导弹生产过程中工位分配、产能平衡、AGV 数量规划和路径规划等问题,建立了基于Plant Simulation 的导弹装配生产系统仿真模型,提出了物流仿真技术与管理运筹学相结合的可行性操作方法,并进行理论分析与仿真试验。东北大学苏春等[7]以汽车发动机再制造生产线为对象,以设备配置优化和生产线平衡为目标,在分析发动机再制造流程和采集基本工艺数据的基础上,建立了发动机零部件再制造生产线仿真模型;在分析生产线性能数据的基础上,提出改进与优化方案,实现了生产线的平衡。大飞机制造领域的范玉青[8]、郭佳[9]、陆汉东[10]等以通用飞机脉动生产线为研究对象,探索了离散事件仿真对脉动线构建的方法。
目前世界上已有大量的生产系统商业化仿真分析软件,其中主流的软件包括美国Systems Modeling 公司开发的Arena、英国Lanner 公司开发的 Witness、美国Flexsim Software Products 公司开发的Flexsim、美国Pro Model 公司开发的Pro Model、以色列Tecnomatix 公司开发的Plant Simulation 等,本文主要采用的仿真软件为Tecnomatix 公司开发的Plant Simulation。
价值流分析工具的应用
1 脉动周期设计
总装环节控制着发动机的生产节奏,其中 “可持续交付”是衡量总装环节运行是否流畅的重要指标。其中航空发动机的生产节奏与客户需求息息相关,以搭载LEAP-1A 的空客A320neo 飞机为例,有消息表示到2023年A320 计划月产能达到65 架/月,即780 架/年,可估算出LEAP-1A 系列的年产量约为2000台,可以简单估算出CFM 公司的日均产量将超过5 台。
结合国内某型商用客机的产能估算,假设某型大涵道比航空发动机的年产量为250 台/年,按一年250个工作日计算,脉动装配线的脉动周期Tp为1 天/台。
2 单台总工时设计
总工作时间tw的估算需根据装配工艺进行估算,图1 为大涵道比航空发动机总装集成阶段的装配工艺路线图,其中红色路径标注的工艺为脉动装配线需要实施的工作内容。根据不同构型的大涵道比航空发动机结构特点及装配性,国内外不同型号的发动机总装阶段的总工作时间不同。本文以国内某型发动机为例,假设初始生产阶段的总工作时间t0为400h,同时考虑同一工位经常地执行一项任务,每次所需的时间将减少,可以得到一条关于经验与效率的学习曲线(Learning curve),如式(1)所示。式中,y表示第x年单位产品总工作工时;变量x表示产品的累积产量;变量n为固定年产量;变量t0表示第1 件产品的工时;常量c表示学习率。取c=90%,t0=400,n=250,可得学习曲线如图2所示。可得在稳定生产阶段(2000 台以后),单位产品总工作工时y为292h。
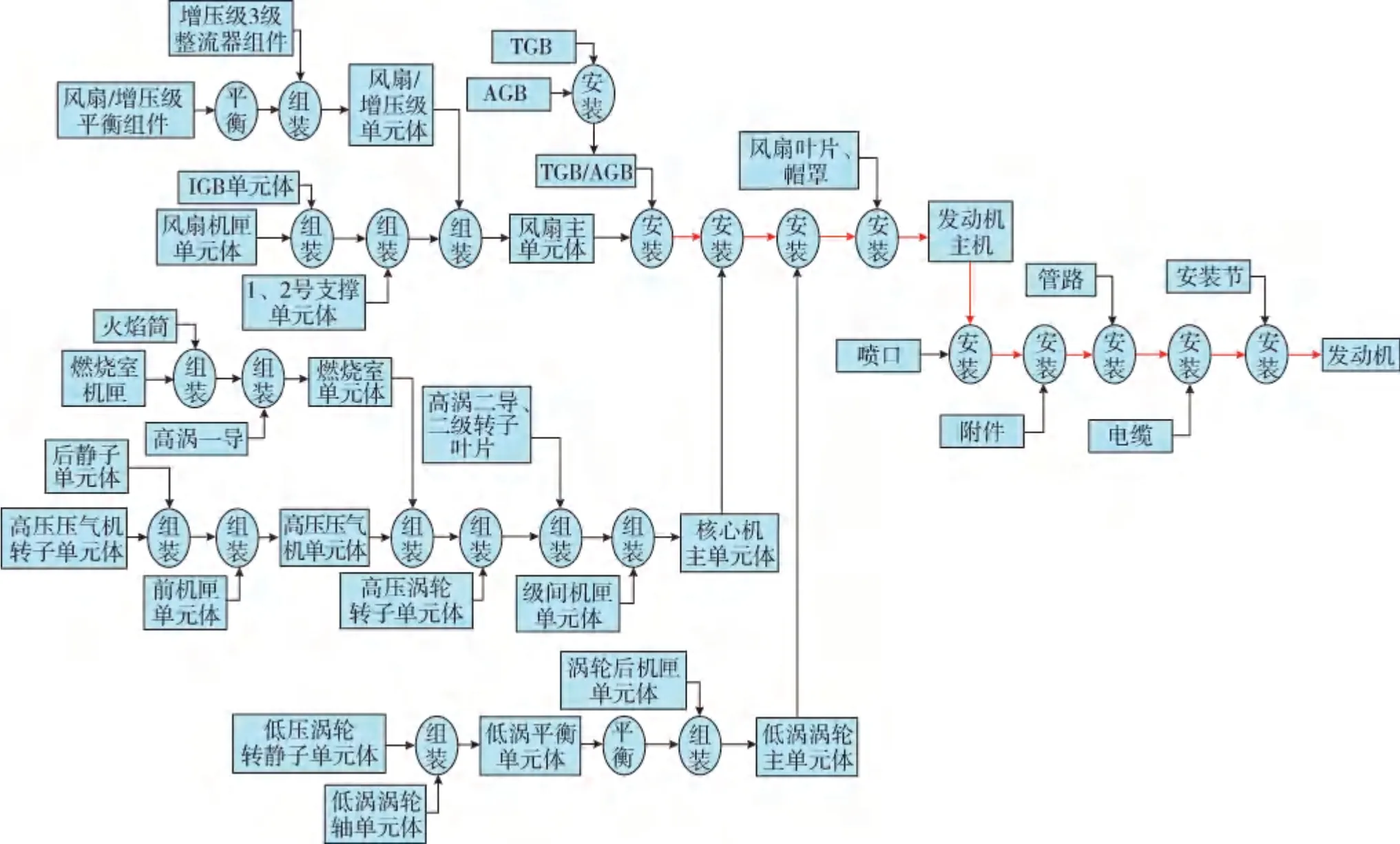
图1 航空发动机装配工艺路线图Fig.1 Aero-engine assembly process roadmap

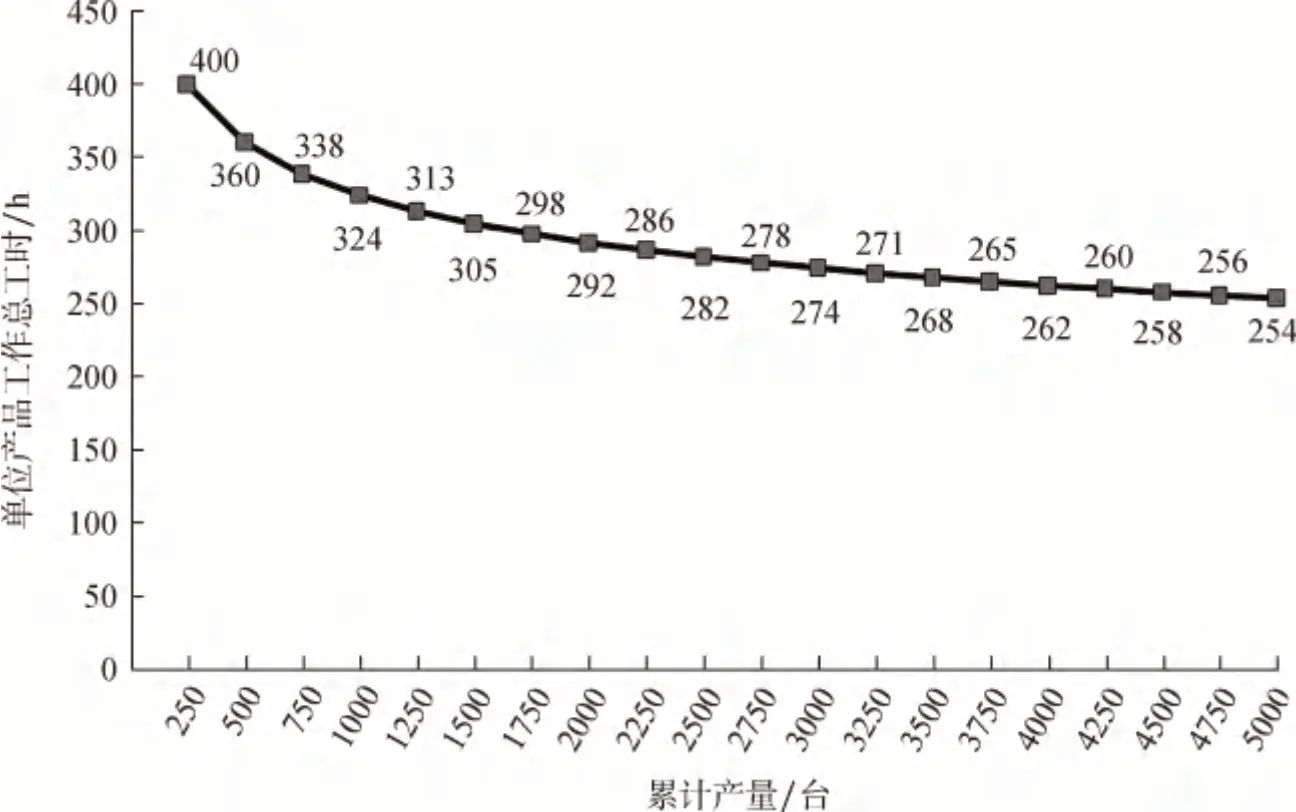
图2 学习曲线图Fig.2 Learning curve
3 人力资源设计
大涵道比商用航空发动机的风扇机匣直径可达2m,总长超过3m,因此在总装阶段,尤其是外部管路装配及线缆安装阶段,单工位中可容纳3~4名操作工,如图3所示,过少的工人数量将导致工位利用率不够,过多的工人数量会导致边际效应,增加用工成本,故假设工位工人数量nhum为4 人。
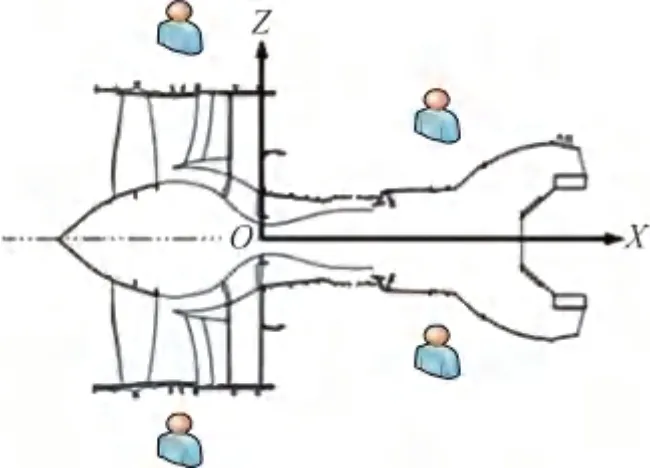
图3 总装阶段站位示意图Fig.3 Schematic diagram of station location during final assembly
假设工人每天工作时间为8h,根据行业经验,工人的工作效率约为85%,故计算工人有效工作时间te为6.8h。按每天两个班组进行早晚班倒班,假设班组数量nshift为2,班次日历安排如图4所示。
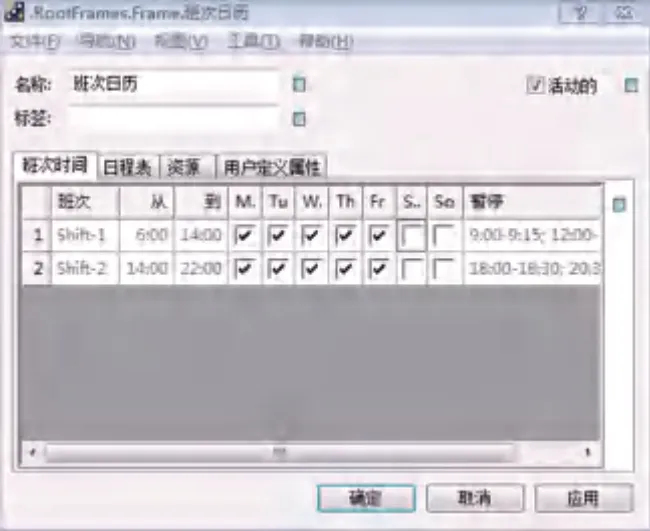
图4 班次日历Fig.4 Shift calendar
4 VSM价值流模型构建及评估
根据上文提供的假设条件可以根据式(2)计算脉动线的工位数量。
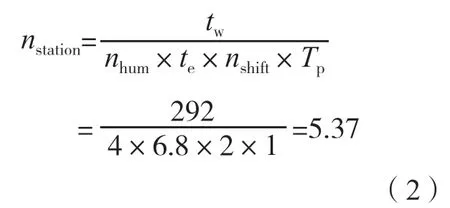
式中,nstation为工位数量;tw为式(1)中的y,表示单位产品总工作工时;nhum为每个工位的额定工人数量;te为工人的有效工作时间;nshift为每天的班组数量;Tp是每台发动机的脉动周期,d。
计算可知脉动线工位数量至少需要5.37 个,向上取整为6 个。
脉动线工位按照6 个工位布局,总装工艺按照提高生产平衡率的原则尽可能地均衡各个工位的工作时间,将每个工位的作业时间、准备时间、资源需求整理成VSM(Value stream mapping)价值流模型,如图5所示。

图5 价值流模型Fig.5 VSM
图6 为工位工序示意图。其中工位1 为风扇主单元体与核心机主单元体的安装,工位2 为低压涡轮单元体的安装,工位3~5 为外部支架、管路、附件及线缆的装配,工位6 为终检放行操作。
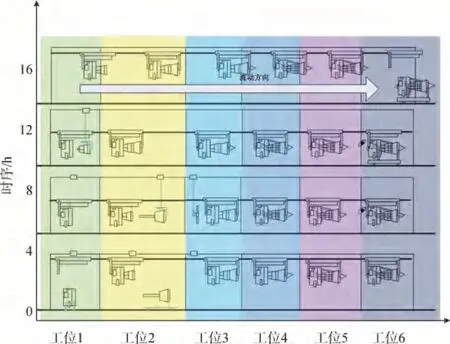
图6 工位工序示意图Fig.6 Working procedure diagram
生产线平衡是指对生产的全部工序进行平均化,调整作业负荷,以使各作业时间尽可能相近的技术方法,其目的是消除作业间不平衡的效率损失以及生产过剩。生产线平衡的计算方法如式(3)所示。

式中,P代表生产线平衡率;S代表各工序时间总和;D代表工位数;CT代表生产节拍。通过计算可得该模型的生产线平衡率P为89.3%。
基于Plant Simulation 的仿真
1 仿真模型搭建
1.1 厂房工艺布局建模
航空发动机总装厂房规划的功能区域构成如表1所示。
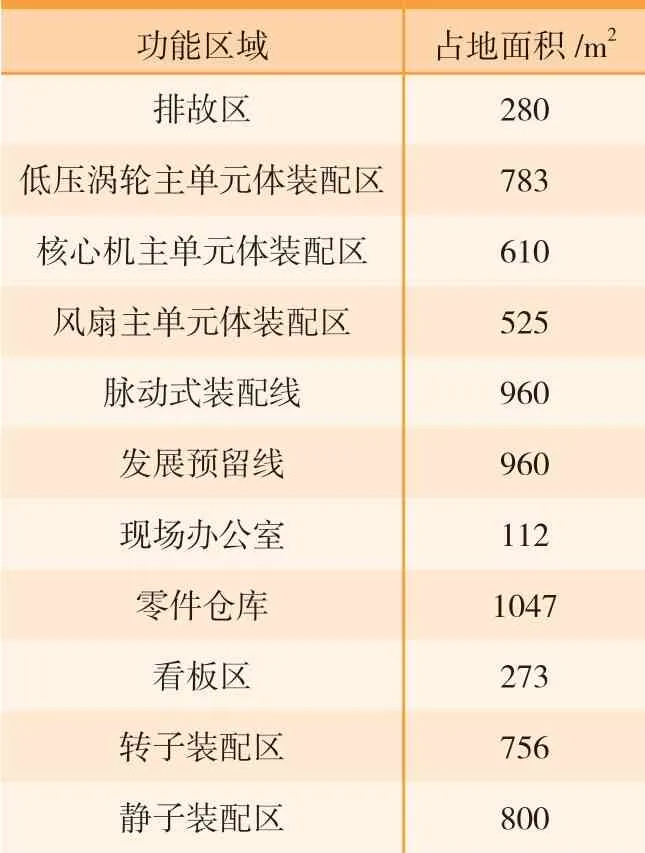
表1 功能区域面积Table 1 Area of functional area
根据布局细化方案,从生产专业化的角度在Plant Simulation 中建立总装线工艺仿真模型,如图7所示。
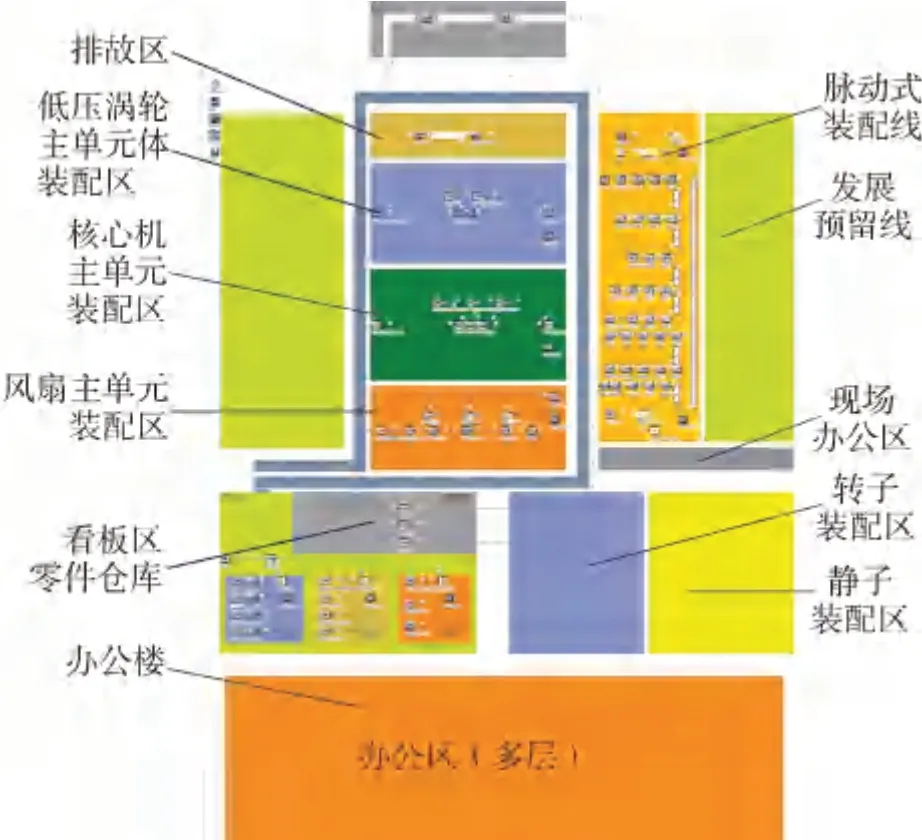
图7 厂房工艺布局Fig.7 Plant process layout
1.2 单元体装配区建模
用Source 发生源模块表示仿真模拟区域中的低压涡轮主单元体装配区、核心机主单元体装配区及风扇主单元体装配区,Source 的作用是产生后续总生产线装配需要的部件MU(零组件单元)。Source 发生源的数量及工艺布局位置需根据厂房的实际工艺布局设置。
在Source 选项卡中可设置部件的生产速率和生产速率服从的分布,也可调节部件供给的数量。以风扇主单元体装配为例,设置风扇主单元体的产生形式为间隔可调,间隔时间为16h(图8)。
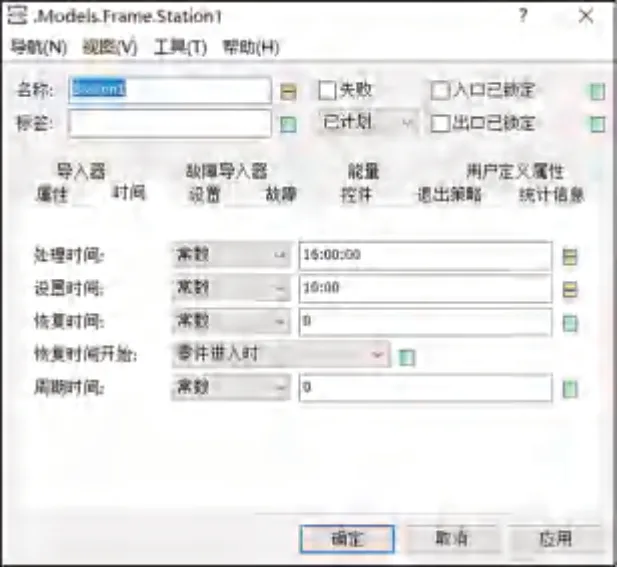
图8 风扇主单元体上线时间设置Fig.8 On line time setting of fan casing
1.3 脉动装配线建模
脉动线仿真是整个仿真的核心部分,包括了发动机总装线上各站点的装配时间设置以及故障概率设置(图9)。
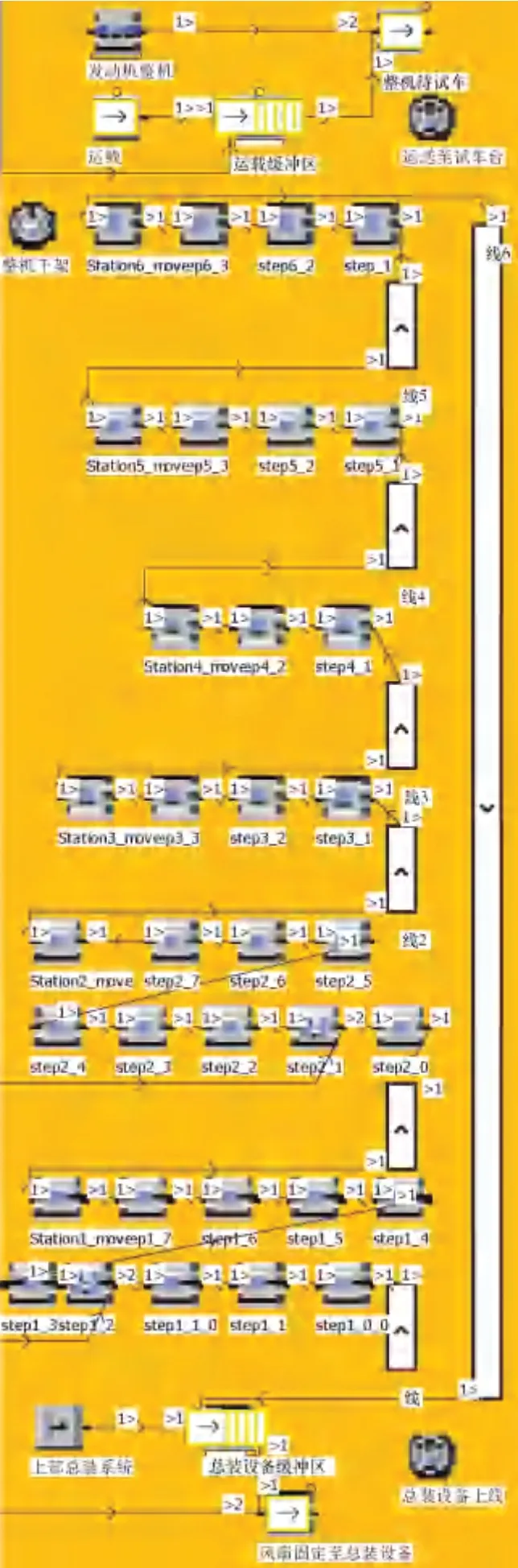
图9 总装脉动线建模示意图Fig.9 Assembly pulse line modeling diagram
首先,由物流系统Source 产生装配运输车,设置总装线上用到的装配运输车总数为6 台。装配运输车等候区Buffer 的容量规模设置为6,由装配运输车上架TransferStation将装配运输车加载到总装线上,站的类型选择为移动,传感器位置,即总装设备加载到总装线轨道上的位置,选为总装线轨道的起点。随后总装设备可装载发动机主单元体在总装线上移动至各个站点进行装配加工。
如工序中有MU 组合,则采用Assembly 组装器表示,由堆放区Buffer 供给部件安装到主部件上。如工序中无MU 组合,则采用Single Proc 单处理器表示。单处理器就是处理单一工序的站点,在SingleProc可以设置单元体的装配时间、站点预处理时间、故障概率、平均故障时间、故障修复时间等参数,还可以设置班次表使得工作站的工作时间更符合实际工况。
根据总装脉动线价值流图规划的总装线各站点时间对仿真模型进行设置。以站点1 为例,设置站点的装配时间为16h,站点预设置时间为10min(图10)。
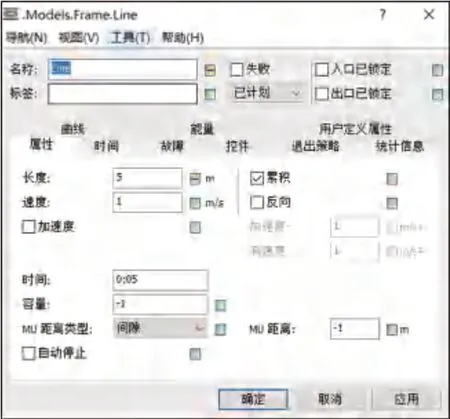
图10 站位装配时间设置Fig.10 Station assembly time setting
总装系统搭载发动机单元体行驶的轨道用Line 表示,每个站点之间的间隔初步设定为5m,总装设备的移动速度为1m/s,总装设备运行的速度和故障概率后续均可调节(图11)。
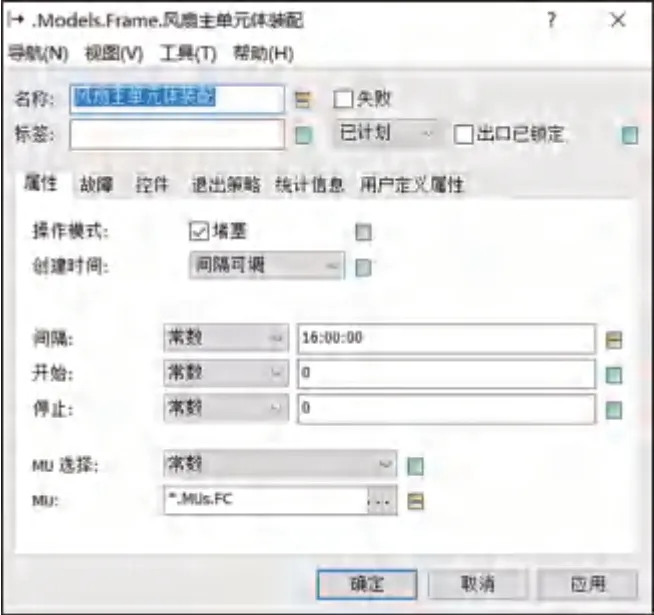
图11 轨道长度设置Fig.11 Track length setting
发动机整机在总装脉动线上组装完毕后,由整机下架TransferStation完成整机从总装设备上的下架动作,随后发动机整机被放置在运载设备上等待进入试车台,这一动作由整机待试车Assembly 模块完成,设置发动机的放置时间为30min,发动机由运载设备运送至试车台的时间为1h。
1.4 仿真初始条件设置
假设部装供给量充足,即设置风扇主单元体装配区、核心机主单元体装配区、低压涡轮主单元体装配区的供给模式为间隔可调,设置部件供应周期为16h;假设看板区可堆放1 台低压涡轮主单元体、1 台核心机主单元体、1 台风扇主单元体;设置风扇主单元体加载到总装脉动线上所需要的时间为1min;设置脉动线上运行的总装设备为6 台;设置总装脉动线上6 个站点之间的距离为5m,同时根据生产工艺流图设置每个站点的预设置时间为10min,站点内发动机装配时间为16h;设置发动机整机装配完成后的下架时间为30min;设置总装线与试车台之间的运载设备为6 台;发动机总装完毕后加载到运载设备上并运送至试车台的时间为1h;设置试车台缓冲区容纳的发动机数量为1 台,试车台可同时处理5 台发动机的试车,发动机试车所需的时间为1d;假设1 次试车不合格率为5%;假设发动机检出不合格后运载至Hospital Bay(排故区)维修耗费的时间为15d,Hospital Bay 的缓冲区可存放1 台待检修的发动机。Hospital Bay 可同时维修的发动机数量为5 台;若试车台试车成功,可将该发动机视为合格品,设置将发动机从试车台运送到CDC(交付中心)的时间为1h。将发动机运载到CDC为1 台发动机总装交付的判断条件。
2 仿真分析
2.1 一次试车合格率对产能的影响
一次试车合格率是指初次进入试车台的发动机试车合格的数量占全部发动机总量的百分比,是衡量发动机总装线生产质量的重要指标。一次试车合格率过低,会影响到整个生产车间的装配进度。
对50%、60%、70%、85%、90%、95%一次试车合格率条件进行了仿真分析,结果见图12。
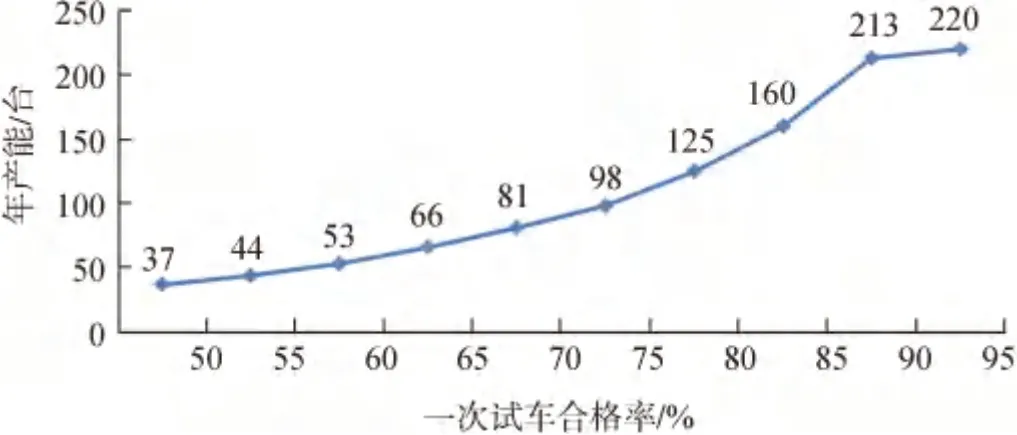
图12 一次试车合格率对产能的影响Fig.12 Influence of qualified rate of first test run on production capacity
2.2 排故工位数量对产能的影响
Hospital Bay 是国外OEM 对脉动装配线以外的排故区域的一种叫法,该区域的主要功能是对批产阶段一次试车不合格的发动机进行排故检修。一般该区域内的分解复装方式采用固定站位式布局,其工位数量也是影响总装产能的影响因素之一。图13 是对2~5 个排故工位在不同的一次试车合格率条件下对产能的影响分析。

图13 排故工位数量对产能的影响Fig.13 Influence of number of troubleshooting stations on production capacity
2.3 装配工位故障概率对产能的影响
平均恢复时间(Mean time to restoration,MTTR)是随机变量恢复时间的期望值,它包括确认失效发生所必需的时间,以及维护所需要的时间。
MTTR 也必须包含获得配件的时间、维修团队的响应时间、记录所有任务的时间,还有将设备重新投入使用的时间。通过设置脉动线装配站位的故障概率和平均恢复时间可以模拟装配站位发生故障对产能的影响。对故障概率为1%、5%、10%、15%、20% 及MTTR 为12h、24h、48h、72h 情况下的产能影响见图14。
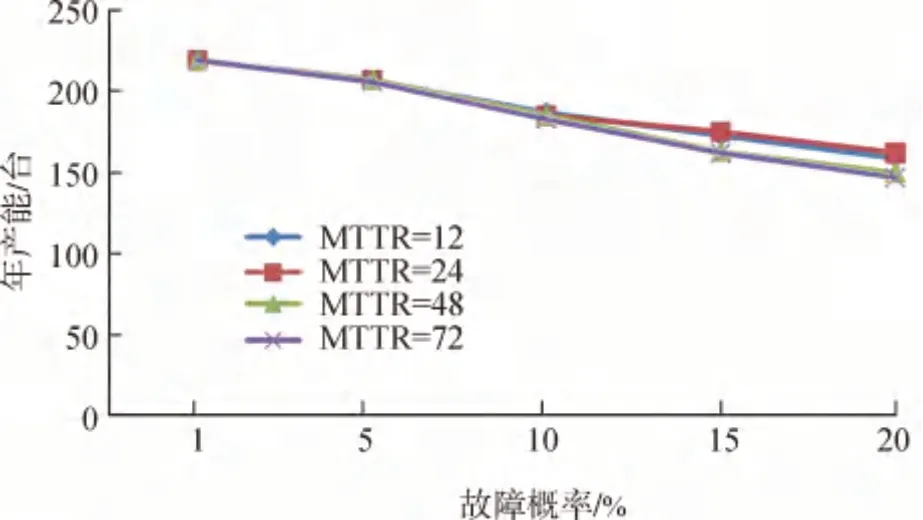
图14 装配工位故障概率对产能的影响Fig.14 Influence of failure rate of assembly station on production capacity
2.4 部件供应对产能的影响
部件的按时交付对脉动线产能的平稳输出起着至关重要的作用,其中风扇主单元体的交付作为脉动线装配的“火车头”拉动着每一个脉动周期。以风扇主单元体交付的延迟概率、延迟时间及看板容量为变量,分析部件供应对产能的影响(图15)。

图15 部件供应对产能的影响Fig.15 Impact of parts supply on capacity
结论
通过基于Plant Simulation 的仿真分析,可以通过图表直观地得出以下结论。
(1)航空发动机的总装装配质量对年产能影响较大,过高的一次试车不合格率会导致发动机大量积压在排故工位,对工厂有限的空间资源、物料资源、人力资源带来挑战。
(2)排故区(Hospital Bay)的有效布局将缓解由于产能波动、生产试车不合格带来的风险,根据仿真结果,在一次试车合格率在80%~90%区间,配备3 个排故工位较为合理;在一次试车合格率在50%~80%区间,配备4 个排故工位较为合理。
(3)脉动生产线是一种高效的生产模式,生产线上任意一个工位的故障将导致生产线停摆直至故障得到修复,因此在脉动线设计的时候需要对工位上的关键运输设备提出可靠性的要求。
(4)通过对供应链的仿真结合实际生产经验可知,发动机各部件的供应能力往往是制约产能的关键因素。通过仿真可以看到,设置一定容量的看板区(KANBAN)通过物料的拉式管理可以有效缓解供应能力波动的风险。
通过对离散事件系统进行仿真可以得到直观的仿真结果,可以实现对现行生产线上工位故障概率、工位数量、供应链能力的分析。进而结合项目相关技术要求,对厂房布局、工序工位、配送路径、人员工作安排等输入信息进行改进,以提高企业生产效率。
猜你喜欢
军民两用技术与产品(2022年3期)2022-06-05
航天返回与遥感(2022年2期)2022-05-12
汽车实用技术(2022年4期)2022-03-07
运输经理世界(2021年25期)2021-06-20
中国科技纵横(2020年16期)2021-01-27
百科探秘·航空航天(2021年12期)2021-01-15
燃气涡轮试验与研究(2020年2期)2020-06-20
今日自动化(2020年10期)2020-03-03
科学导报·学术(2019年16期)2019-10-21
价值工程(2017年5期)2017-03-18
