
飞机复杂系统总装集成设计初步研究*
2021-10-18 08:44李涛,蒋敏,叶波
航空制造技术 2021年16期
李 涛,蒋 敏,叶 波
(航空工业成都飞机工业(集团)有限责任公司,成都 610092)
航空企业一直在为研制更舒适、高效、可靠、智能和更低成本的飞机付出巨大的努力。在新一代飞机研制过程中,配备先进功能的机载系统对满足舒适、高效、智能等产品研制顶层需求起到了重要作用。现代飞机系统是一个典型的复杂系统[1-2],高度集成的系统架构和系统间交联关系显著增加了产品复杂程度,使得飞机设计、装配、测试过程的复杂程度大大提高。飞机总装集成设计呈现出更明显的多领域、多专业需求驱动与技术约束的特征,造成工艺设计与产品实物集成过程的困难程度随之增加。系统工程(Systems engineering,SE)是解决复杂系统集成问题的典型方法论,但现有的实践应用标准SAE ARP4754A《航空推荐实践:民用飞机和系统研制推荐导则》中针对机载复杂系统在制造阶段集成与验证的应用并未提出具体可操作的实施内容[3]。飞机总装集成是复杂系统的技术特性形成的主要阶段,上述复杂技术特性在复杂生产系统中的形成和传递过程也是航空复杂产品正向研制、正向工艺设计的关键之一。本文尝试从系统工程的角度出发,识别飞机总装安装与集成测试的具体集成特征要素,采用基于模型的方式来支撑产品复杂特性、交联关系的分解、构建与信息复用,并将制造领域关注的有效信息纳入飞机总装集成工艺设计的过程中。
认识飞机总装集成
1 飞机总装生产线与工艺布局
飞机总装的范畴因不同的产品市场策略与技术特性、不同的公司制造能力而不同。例如一些飞机的主要系统部件随主要结构段进行集成安装与单元测试,随后再进行总装阶段系统补充安装与集成测试;而另一些飞机的系统安装主要在总装阶段进行,其结构装配阶段基本不进行系统集成。但总体上,飞机总装活动可以一般性地归纳为:主要结构段件的对合,安装不适宜于在早期制造阶段进行的机载系统和整机集成测试[4]。为缩小研究范畴,本研究假设在飞机结构大部件对合之后具备可达性的机载系统均在飞机总装阶段进行安装与测试。
从制造运营和生产管理的角度,一般可以将飞机装配的布局类型划分为固定位置布局和流水线布局。在部分文献以及工程实践中,也常将固定位置布局称为“固定站位”布局或“倾斜”布局,而流水线布局通常又可以根据生产节拍运行的节奏快慢分为“脉动式”布局和“连续移动”布局[5]。图1 展示了目前国内外民用、军用飞机常见的飞机总装工艺布局。固定位置工艺布局中产品定点而资源流动,流水线工艺布局中产品流动而资源定点。这样,流水线工艺布局具备更好的生产能力提升性能、供应链显性化和资源的可控性,一般认为更适宜于大批量生产;而固定位置工艺布局更适宜于飞机研制、试生产、小批量生产阶段。这些工艺布局的差异主要造成了总装工艺流程局部安装与测试工作串行、并行关系或执行时机的变化。但总体上飞机总装主线工艺流程仍基本保持不变。图1(b)中的波音737 飞机在早期移动生产线建立时,总装主线工艺流程就可以同时支撑两种类型工艺布局下的生产。

图1 飞机总装生产线典型工艺布局Fig.1 Layout examples of aircraft final assembly
2 飞机功能在总装过程中的实现
现代大型民用、军用飞机由于用户需求、使用环境、目标任务的复杂性和多样性,配备了越来越多的先进系统功能。这些功能的实现不仅依赖一项或多项新的机载设备,往往需要多个设备、子系统、系统共同工作互相协同来完成某一项飞机功能。图2 展示了现代飞机各系统之间是如何协同工作的。该示例中利用8个不同的热交换器,以飞机燃油和冲压空气作为冷源散热介质,实现飞机工作时各系统之间的热交换[6]。图2中参与工作协同的飞机系统包括环境控制系统、发动机控制系统、电气系统、液压系统及燃油系统[6]。值得注意的是飞机结构作为燃油贮存、设备舱和客舱的密封环境包络、主要设备和管路支撑的介质,实际也参与到了热交换过程中。由此可见,飞机的一项功能不仅涉及多个装机的部件,其产品层级复杂,更涉及多个系统的互相交联和互相影响。

图2 现代飞机热交换功能示例Fig.2 Example of modern aircraft heat exchange
从飞机功能实现的角度,在飞机材料加工、零件制造、组件装配等制造过程中无法直接实现上述复杂的产品功能,仅在飞机总装的工艺过程中产品的各项功能才逐步“浮现”和集成,飞机的整体设计性能才开始具备在真实的实物装机环境下进行验证与评估的可能。飞机总装的一般主干工艺流程顺序,即系统部件安装、子系统试验、系统补充安装、系统试验、整机集成试验、整机交付,也服从系统工程复杂产品集成的一般技术约束规律。如波音737 飞机即使从固定位置装配布局改为移动装配布局,只要主线工艺流程中的飞机功能和物理技术依赖关系、产品关键技术特性等刚性约束不变,飞机总装的功能实现过程就基本不变。此时不同的工艺布局主要影响生产制造效率、运营管控的成本。因此,飞机总装是产品功能逐渐形成的过程,也是产品各种整机关键特性形成的主要阶段,在整个制造过程中扮演两方面的角色,即集成制造策略和运营需求、集成产品实物与功能。2004年,Whitney[7]按照广义装配、狭义装配两大类型,对装配涉及的活动进行了分类(表1)。从表1 可以看出,飞机总装集成设计主要对应了装配领域的系统层面、技术层面的活动,包括子装配、装配顺序、工艺布局、装配模式选择及人因工程分析等。
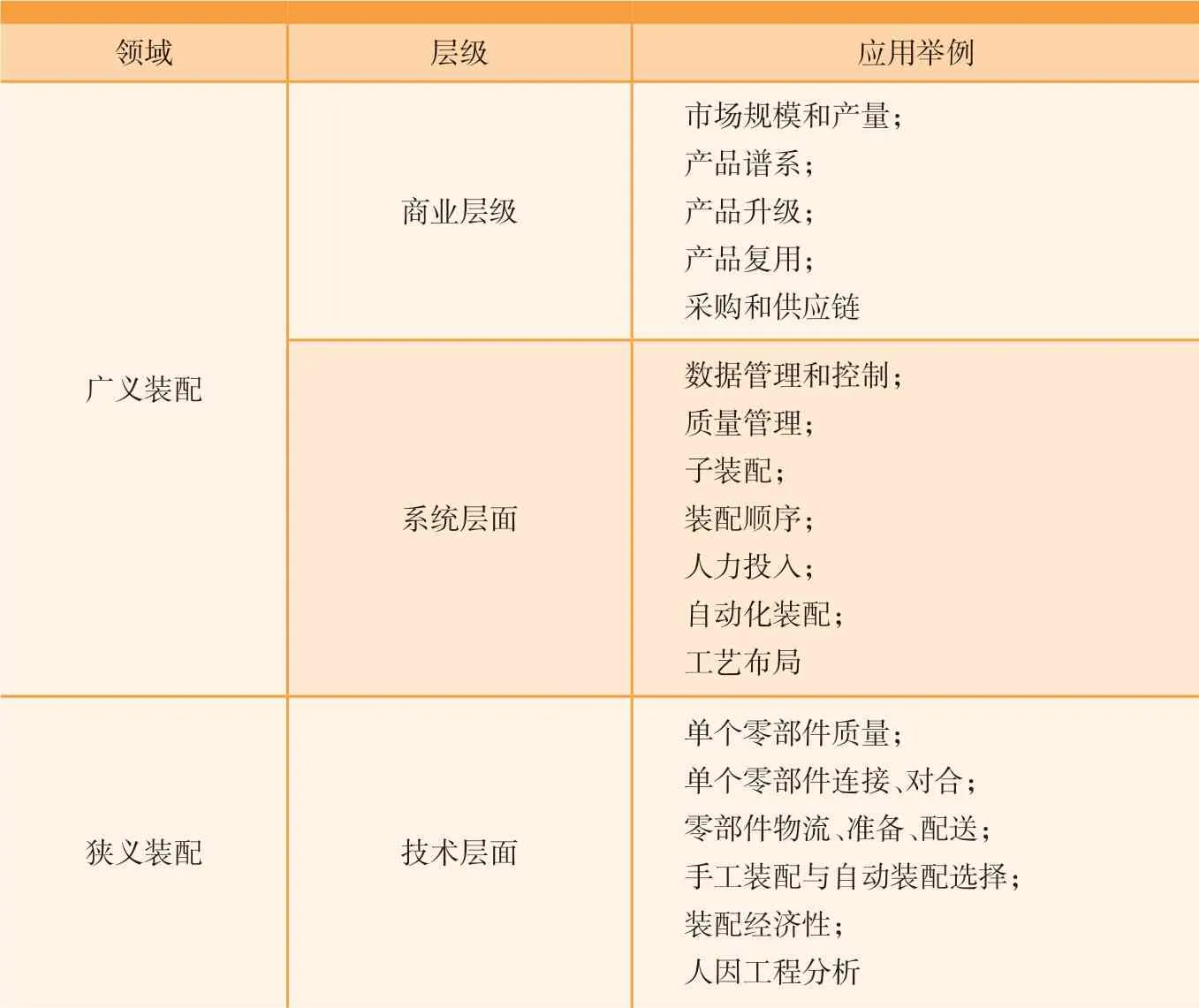
表1 广义装配与狭义装配分类Table 1 Classification of assembly in the large and small
3 飞机总装集成研究现状和问题
目前国内的飞机总装集成设计研究在面向制造运营的集成设计方面,主要关注基于精益制造的飞机总装生产线设计、飞机总装物流设计、工厂工艺布局与流程仿真设计、数字化管理与应用等。这些研究与应用往往假设已有现成的飞机总装工艺流程可供使用,或在现有飞机总装流程基础上开展进一步研究应用。很多研究基本不涉及飞机总装集成工艺流程的形成机理,即在总装集成的另一方面:飞机装配集成顺序的设计、安装与测试约束关系分析、飞机复杂特性在总装过程中的验证与评估等研究较少,存在差距。即使一些研究涉及了总装装配顺序,也仅仅关注飞机结构大部件的对合顺序分析[8],或基于三维外形数字模型的流程顺序设计。事实上,在国外一些研究中已经注意到了飞机总装过程中系统集成、功能实现的重要性与复杂性及其对流程带来的影响[9-10]。按照Whitney[7]的观点,飞机装配工艺设计应首要关注装配的技术实现,再面向制造运营开展设计与优化,二者随后进一步迭代设计。类似的,飞机总装集成设计也应优先关注具体工艺流程形成的机理与约束,特别是产品功能关键特性形成的刚性技术约束。复杂系统总装集成的难点往往来自于产品设计信息之间的交联与依赖关系。如果在飞机总装工艺设计中一旦对此识别不够,或仅以生产运营需求驱动总装集成设计,容易出现产品功能实现过程中有效集成、有效验证不够的风险,甚至影响飞机后续使用安全。
飞机复杂系统在总装过程中的集成与应用框架
1 飞机总装的集成对象与工艺流程
系统的系统(System of Systems)是现代飞机的典型特征,如果将飞机结构也看作飞机的一个分系统,则传统上整机可以分解为结构分系统、机电分系统、航电分系统和任务分系统[11]。结构分系统、机电分系统表现出了很强的物理依赖特性,部件/子系统之间的物理连接尺寸、空间交联依赖关系较多,比如起落架装置与飞机结构的物理协调关系、机翼与机身连接的协调关系等。而航电分系统、任务分系统更偏向于基于信息集成的交联特性,比如导航控制与显示控制的信息交联、传感器/载荷/环境与任务计算之间的信息交联等。随着飞机系统综合化、一体化的发展趋势,机电分系统由原来以物理集成为主,开始具备越来越多的信息集成特性和功能集成特性,新一代飞机机电分系统的燃油系统不但与飞机结构整体油箱、环境控制系统存在较强的物理连接关系,更将燃油油量、温度、流量等信息融入到了飞机重心控制、飞行控制、综合任务管理中,具备了更多的功能性集成特性。现在更多的飞机开始将传统的机电分系统改为飞行器管理分系统。
飞机总装工艺流程中的两大类工作安装与试验,可以分别对应上述的物理性集成与功能性集成。安装类的物理性集成主要涉及飞机产品真实物理实体的安装,一般包括结构部件/段件、大型装置(如发动机)、机械管线、电气网络、电气设备的安装;功能性集成主要涉及产品功能实现的交联关系的测试验证,其交联类别可总结为能源类、热交换类、控制类与数据类[12]。上述两种集成在飞机总装主线工艺流程中,其表达如图3所示。
在图3 中,从左至右是飞机总装集成的主线工艺流程及其对应的集成类型的大体分布。在脉动式工艺布局时,站位1 至站位5 同时代表飞机在生产线上的物理位置和工艺流程阶段;而在采用固定位置工艺布局时,图3 中站位1 至站位5 仅表示主工艺流程的5 个顺序阶段。从飞机总装集成的工艺流程特点上看,流程前期安装工艺流程多,后期试验测试工艺流程多,安装与试验在主线流程上是交替进行的,即物理性集成与功能性集成互相交替。
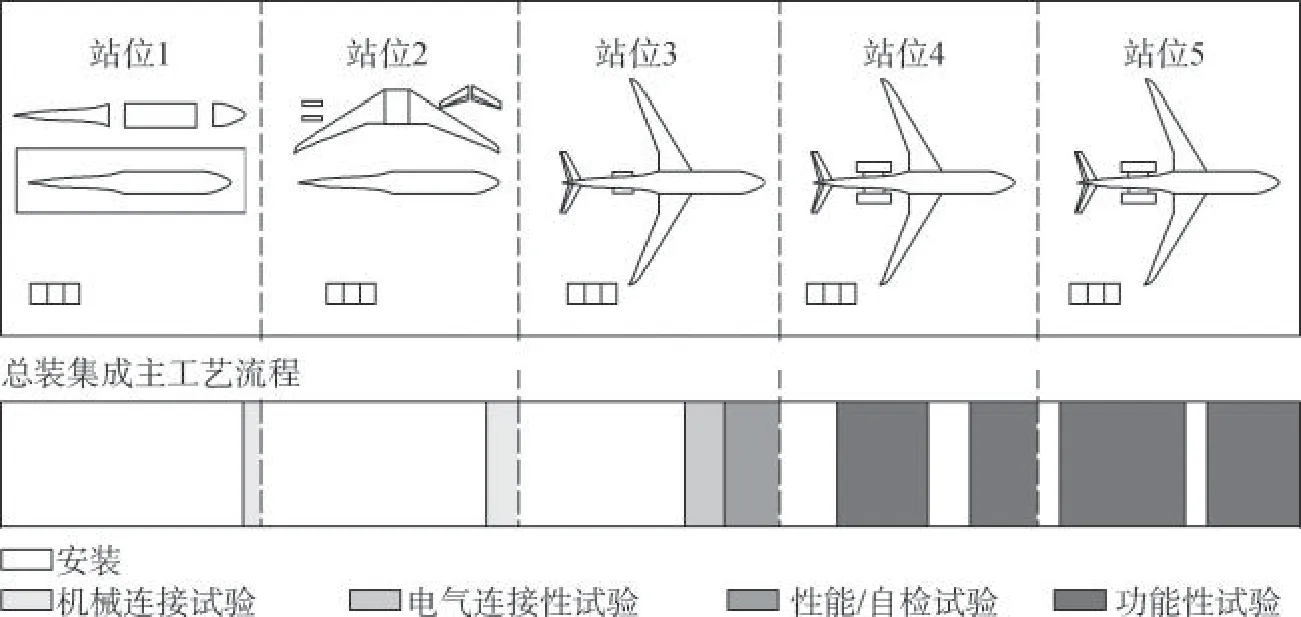
图3 物理性与功能性集成在飞机总装工艺流程中的一般关系示例Fig.3 General illustration of relationship between physical and functional integration in aircraft final assembly processes
2 从技术依赖关系的集成到生产运营需求的集成
“产品特性—工艺流程—生产运营”是产品研制在制造系统中技术分解的一般过程,包括了产品信息分解、工艺技术适配、制造集成再到运营执行的活动。这一过程也是“如同规格(As-specified),如同设计(Asdesigned),如同计划(As-planned),如同制造(As-manufactured)”的工程信息传递过程的一部分。飞机复杂系统总装集成机理的分析研究,应面向上述技术分解的一般过程,首先对总装工艺流程形成的过程以及飞机产品的技术依赖关系进行研究和识别。空客公司的Altfeld[13]提出了一种从产品结构分解(PBS)到工作结构分解(WBS)的方法,即将产品装配设计结构(Product &assembly tree,PAT)旋转90°,同时引入时间轴的方法得到面向计划运营的甘特图(图4)[13]。
图4所示产品装配结构PAT 是产品架构的组成部分,包括飞机结构分系统、主要飞机分系统及其下级子系统、部件/组件等。在Altfeld[13]的方法中,通过90°旋转PAT 的方式,将待集成的物理部件及其关联的试验验证映射到时间轴上,形成基于PAT 构成架构的单个产品分系统(结构或系统)的初始集成顺序。由于飞机结构的产品设计工艺分离面与设计分离面在空间布置、容差分配、装配顺序等方面可以通过产品信息的架构与层次较好地统一和组织起来,上述简易方法在获取初始结构装配顺序时易于实现。相对的,由于飞机总装阶段除了一些结构补充安装、结构大部件对合外,主要进行多个飞机系统的安装、调试与试验,涉及多领域、多专业的飞机机载系统特性,且飞机系统的设计分离面与飞机总装的工艺分离面往往不一致,无法直接通过产品装配结构树(如PAT)统一起来。因此,在获取飞机复杂系统的初始集成顺序时,就需要在Altfeld[13]的简易方法的基本原则上进一步改进。

图4 从产品结构分解到工作结构分解的简易方法Fig.4 A simplified method to generate WBS from PBS
如图5所示,假设已有飞机系统A、系统B、系统C 按照图4(b)的方法得到了单个系统的安装与试验初始工艺流程,即“如同计划(Asplanned)”的流程结果。对于每一个系统而言,其物理性集成与功能性集成关系都正确地表达出自身的流程结果。但知道了每一个系统的初始工艺流程,并不等同于能够直接获取飞机复杂系统总装的完整工艺流程。在引入了总装工艺过程完整时间维度的情况下,其集成结果示例如图6所示,在保留了系统A、系统B、系统C 基本安装与试验工艺流程逻辑关系的基础上,进行了二次集成和流程重构。在这一集成过程中,包括了基于各系统技术依赖关系的集成和制造生产运营需求的集成,最终得到“如同制造(As-manufactured)”的总装工艺流程。由技术依赖关系决定的单个系统安装与试验工艺流程,以及多系统二次集成后的安装与试验工艺流程是后续面向生产运营集成的基础[14]。
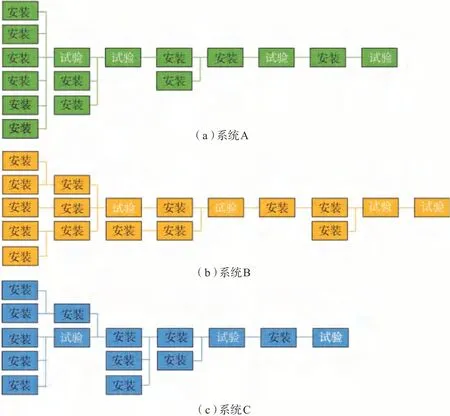
图5 基于单个系统PBS得到的安装与试验工艺流程WBSFig.5 Installation and test process WBS generated from a single system PBS
2.1 基于技术依赖关系的集成
如上文所介绍,在飞机总装工艺过程中既有物理性的机载系统安装集成,又有功能性的单系统、多系统功能试验验证。从图6 中还可以看出,物理性集成是功能性集成的支撑,装机系统、部件是进行阶段性功能性试验(Functional test)的基础,而功能性集成又是物理性集成质量好坏的验证、评价手段。要使飞机多系统环境下的两种集成有序进行,在承接飞机多系统交联方面,还需要产品功能实现层面的顶层功能性牵引和组织。一般来说,物理性集成对应于传统飞机装配专业中的空间位置、物理尺寸、材料应用;功能性集成对应于飞机特设专业中的机电、动力、航电等专业。按照系统工程对于功能性交联关系的分类,可以分为能源、热交换、控制、数据等几种技术依赖关系[12,14-16]。因此,安装与安装、试验与试验、安装与试验之间的技术依赖关系可以细分归纳为表2所示关系。
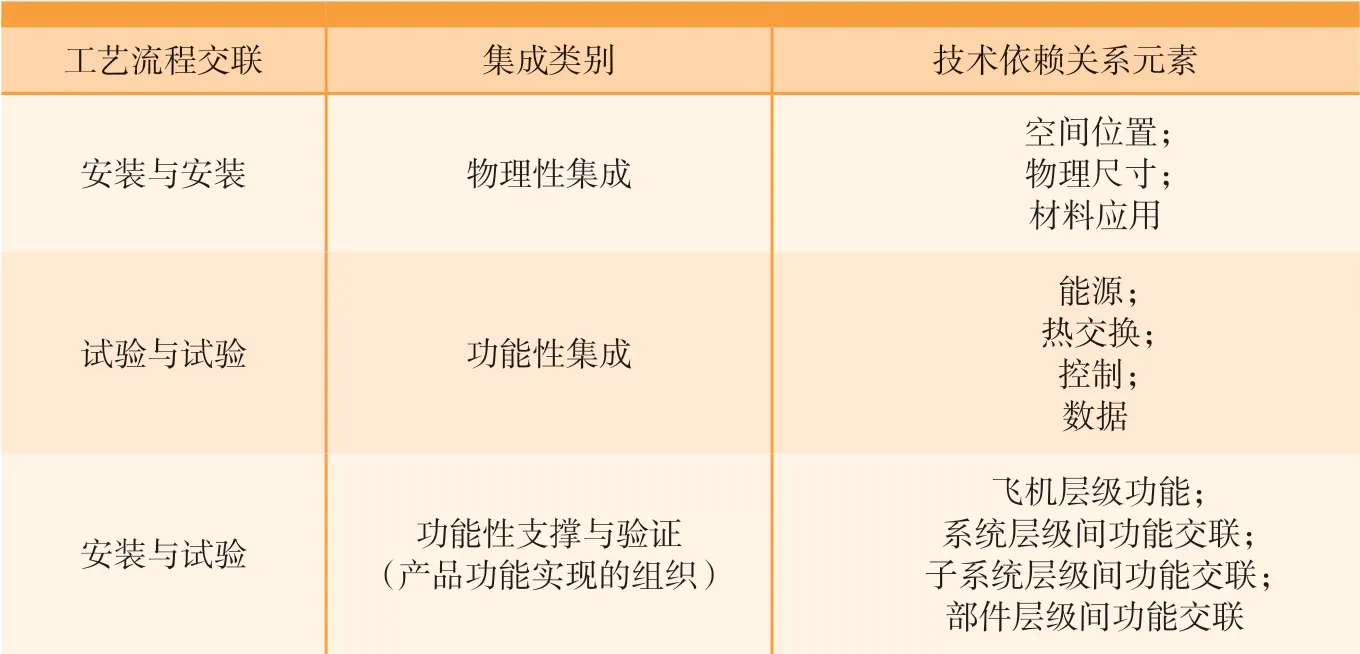
表2 技术依赖关系分类Table 2 Classification of technology dependencies
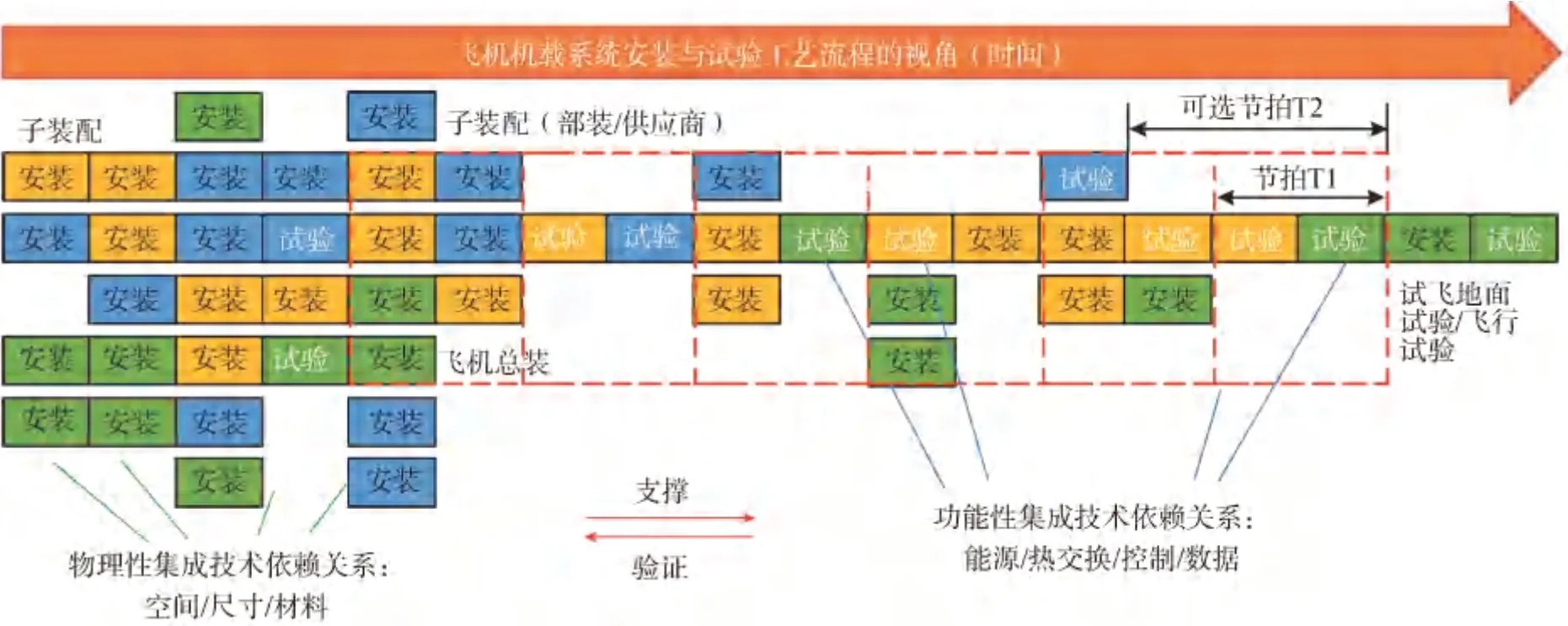
图6 从技术依赖关系的集成到生产运营需求的集成Fig.6 Integrations from technical interdependences to production operations requirements
2.2 基于生产运营需求的集成
在图6 中,按照技术依赖关系获得了飞机总装各系统初始工艺流程后,开始对生产运营需求进行集成,经过进一步完善、多次迭代得到可供实际运营的总装工艺流程。这一迭代既包括由产品设计新增变更带来的初始工艺流程调整,也包括关键生产运营需求变化引起的工艺流程适配。但总体来说,产品技术特征,以及由于产品功能实现的关键技术要求带来的工艺流程中的工艺要求、流程节点是刚性的、保持不变的。从这个意义上看,生产运营需求影响的始终是工艺流程关键节点之外的部分。这些生产运营需求包括:制造策略、生产能力、资源条件、运营执行,具体如制造策略确定、供应商选择、供应链匹配、生产节拍平衡、人力资源配置、安全生产等。
在图6 的初始工艺流程中,红色部分框线表达了制造策略的选择结果,即根据具体的制造生产能力对飞机总装主线工艺过程阶段、部件装配/子装配阶段、试飞试验阶段的界面选择:红色框线内是飞机总装阶段,框线前端外部为子装配(部件/供应商),框线外部后端为试飞地面/飞行试验。总装之外的子装配工作的划定,支撑了主要结构段件供应商的选择与能力匹配的集成。而在年度飞机生产任务目标作为输入的基础上,可以完成对飞机总装的站位数量设计,以及主线工艺过程的生产节拍设计:选择节拍T1,或者在生产线平衡后确定可选节拍T2。
应用框架及初步案例设计
1 飞机复杂系统总装集成设计应用框架
2004年空客公司定义了其产品全生命周期模型,明确了从“建立产品概念M0”至“飞机基本型研制结束M14”各阶段里程碑的任务[17]。2013年,空客公司在此全生命周期模型的基础上,进一步明确了飞机产品设计与装配线设计协同的并行工程模型(图7)[18]。该模型将飞机装配线设计细分为概念、定义、研制3 个阶段,与飞机产品设计的概念、定义、研制3 个阶段并行。在这种模式下,产品全生命周期模型中里程碑M3、M5、M9 分别对应的“如同规格”、“如同设计”、“如同准备”产品架构信息就可以与装配线工艺设计进行有效的设计交互与迭代,即产品概念设计阶段的输出,如飞机规格指标、顶层功能及架构、制造工艺需求等可以快速支撑装配线的总体概念工艺设计;而产品定义阶段的系统、子系统规格指标、功能逻辑、装机系统初步分区等工程信息可以快速支撑装配线的初始设计、能力计算仿真分析、工艺总体方案、制造策略决策。最终,里程碑“开始总装M9”之前的详细产品设计、详细模型可以支撑总装生产线的详细设计,如细化工艺流程、产品路径仿真、物流配送仿真、人因工程仿真等。
李涛等[14]于2020年提出了基于系统工程RFLP(Requirementsfunctional-logical-physical,需求-功能-逻辑-物理)架构的飞机总装工艺流程设计方法,其核心逻辑之一是承接RFLP 架构定义的飞机系统设计的架构特性与交联关系,通过RFLP 各视图之间的双向追溯关系,来解耦飞机总装工艺设计所需的工程信息。图7 中的并行工程模型为应用这一方法设想提供了交互环境基础和基于“如同规格—如同设计—如同准备”的数字线索应用场景。
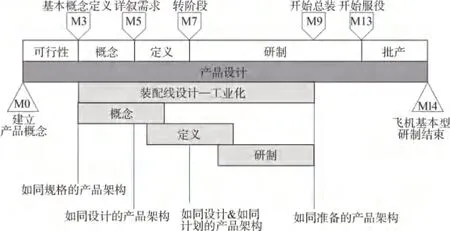
图7 空客公司飞机产品设计与装配线设计并行工程模型Fig.7 Concurrent engineering model of product design and assembly line design in Airbus
基于上述RFLP 模型方法,提炼出了飞机复杂系统总装集成设计的一般性方法(图8)。其中,利用分层级的产品技术依赖关系引导和牵引总装工艺流程分阶段构成是其核心思想;左侧基于自顶向下的产品特征的逐层分解,以及在PBS 的有序构成过程中形成的阶段性工程信息是其输入前提;右侧自底向上的产品实物“安装—试验—安装—试验”物理性与功能性交替的集成过程是该方法具体的关联应用支撑场景。在上述系统工程的“V”模型中,数字线索按照产品实物集成过程中验证与评估(Verification &validation,V&V)的需求,有效联系与贯穿产品设计、工艺设计和实物集成的各阶段。
图8 中总装集成设计的步骤包括以下3 步。
(1)在产品概念、定义阶段。利用飞机系统架构框图、功能逻辑关系,进行主要系统试验逻辑架构设计,完成顶层机上试验的流程设计,支撑飞机总装整机地面静态试验,初步明确所需子系统试验。
(2)在产品定义阶段。利用飞机各系统、子系统总体布局的三维模型,进行各系统、子系统试验流程设计,完善试验逻辑架构,初步明确所需物理性集成。
(3)在产品定义、研制阶段。利用子系统、部件装配详细模型,在符合功能性技术依赖关系的前提下,进行详细的安装、预安装规划与工艺流程详细设计,明确所需子装配(或部装)、供应商的装配工作任务。
2 技术依赖关系识别初步案例分析
应用图8所示框架方法进行总装集成设计首先需要对产品技术依赖关系进行识别和分析,进而开展飞机总装顶层机上试验流程的设计,即通过功能性技术依赖关系牵引出各项功能与功能之间集成顺序,结合产品功能实现的组织层次“部件层—子系统层—系统层—飞机层”,形成功能集成验证的顶层试验工艺流程。整个顶层试验流程的形成过程就是支撑正向研制和工艺设计的数字线索中的“线索元素”部分。以图9 中的大型运输机作为案例对如何识别产品技术依赖关系,以及如何进一步扩展构成总装顶层试验工艺流程进行初步分析。
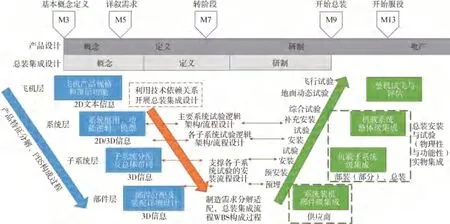
图8 飞机复杂系统总装集成设计应用框架Fig.8 Framework of aircraft complex systems integration design at final assembly stage
图9 展示了产品定义阶段初步的飞机各系统架构原理框图和系统总体布局信息。该案例中包括了电气系统、航电系统、环境控制系统和燃油系统4 个主要机载系统,在原理框图和三维模型中以不同的颜色进行区分。按照产品设计早期阶段能够提供的系统顶层功能信息、原理架构框图中的交联元素,结合表2 中介绍的技术依赖关系分类,可以初步识别图9 中的产品设计信息。同时,表2 中按照产品功能实现的过程关系,可以初步按照一项产品功能对应一项飞机机上试验的方式,概念性地构建出顶层机上试验架构逻辑层次(表3)。
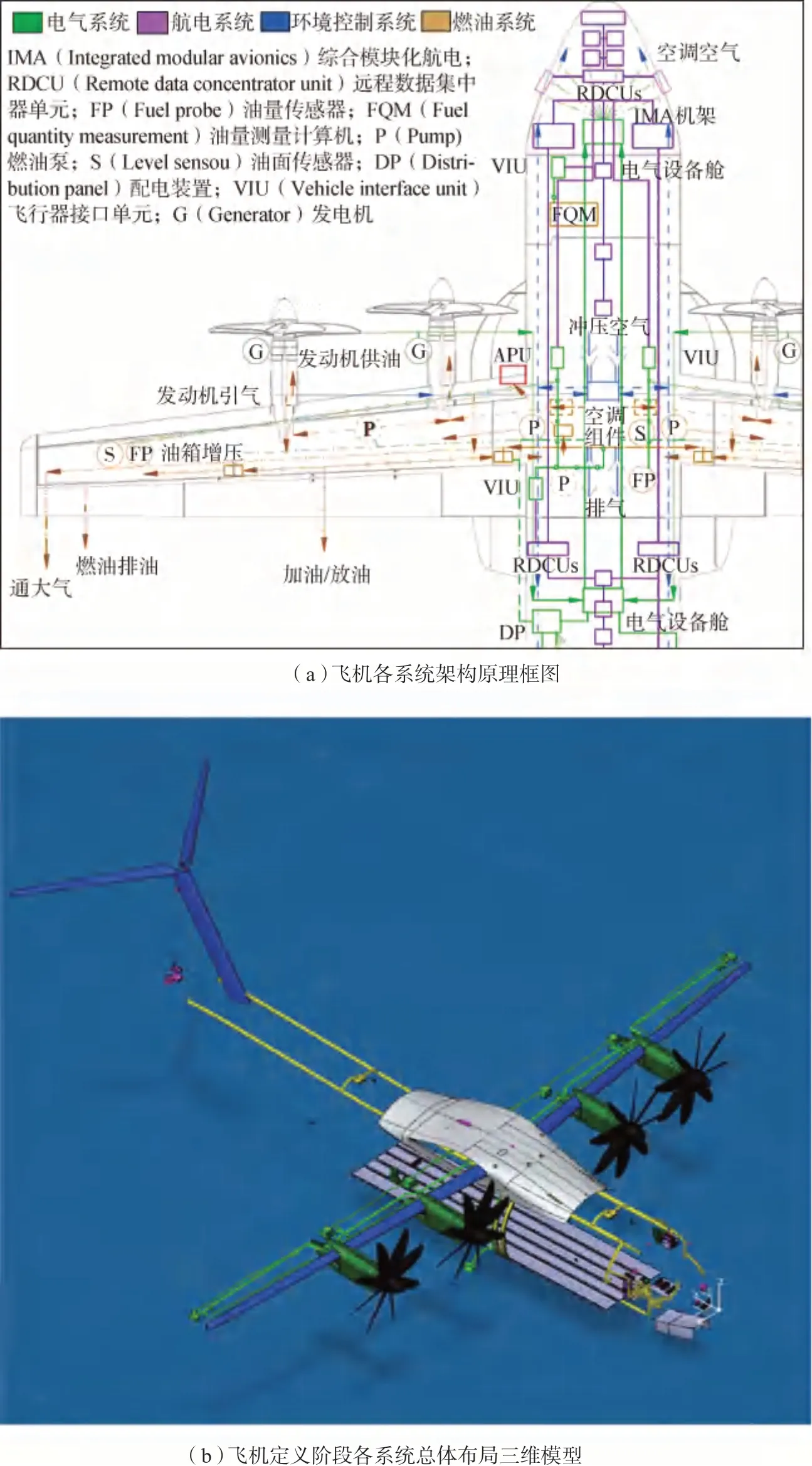
图9 技术依赖关系识别与分析案例Fig.9 Case study of technology dependencies identification and analysis
在表3 的例子中,首先对每个系统的顶层功能进行描述,并按照表2 中的4 种依赖关系类别,分析了实现该顶层功能所需的其他系统功能,如“进行电源分配和输送”属于控制类,需要“电气网络提供传输介质”、“电气系统提供电源电能”来实现飞机直流、交流电能的输送功能和配送控制功能。基于上述依赖关系可以确定该项功能在本系统内或其他系统的依赖逻辑关系,以及实现该项功能所需的飞机试验,如“电源配电电压检查”试验需要“地面电源上电检查”试验,而“地面电源上电检查”试验又需要飞机“电气网络连通性检查”试验;类似地,在多系统的依赖关系方面,燃油系统“通气增压系统逻辑检查”依赖于“环控系统引气控制逻辑检查”,而“环控系统引气控制逻辑检查”依赖于“电源配电电压检查”。在将对应的试验项目划分为试飞阶段、总装阶段、部装阶段,并分别用A、B、C 和层次数字进行标示后,可以得到顶层的试验工艺流程为:试飞“A0-A1-A2-A3-A4”—总装“B0-B1-B2-B3-B4-B5”—部装“C0”的各系统顶层试验流程初步设计结果。按照图9(b)中的各系统初步布局,可以在试验工艺流程的结构下分别扩展出完成该项试验所需的物理部件,并针对各个物理部件,在产品研制阶段设计装配信息细化时,开展装配约束关系的分析和再设计,进行物理性集成依赖关系“空间、尺寸、材料”类的识别与分析,进一步细化飞机安装与试验流程。
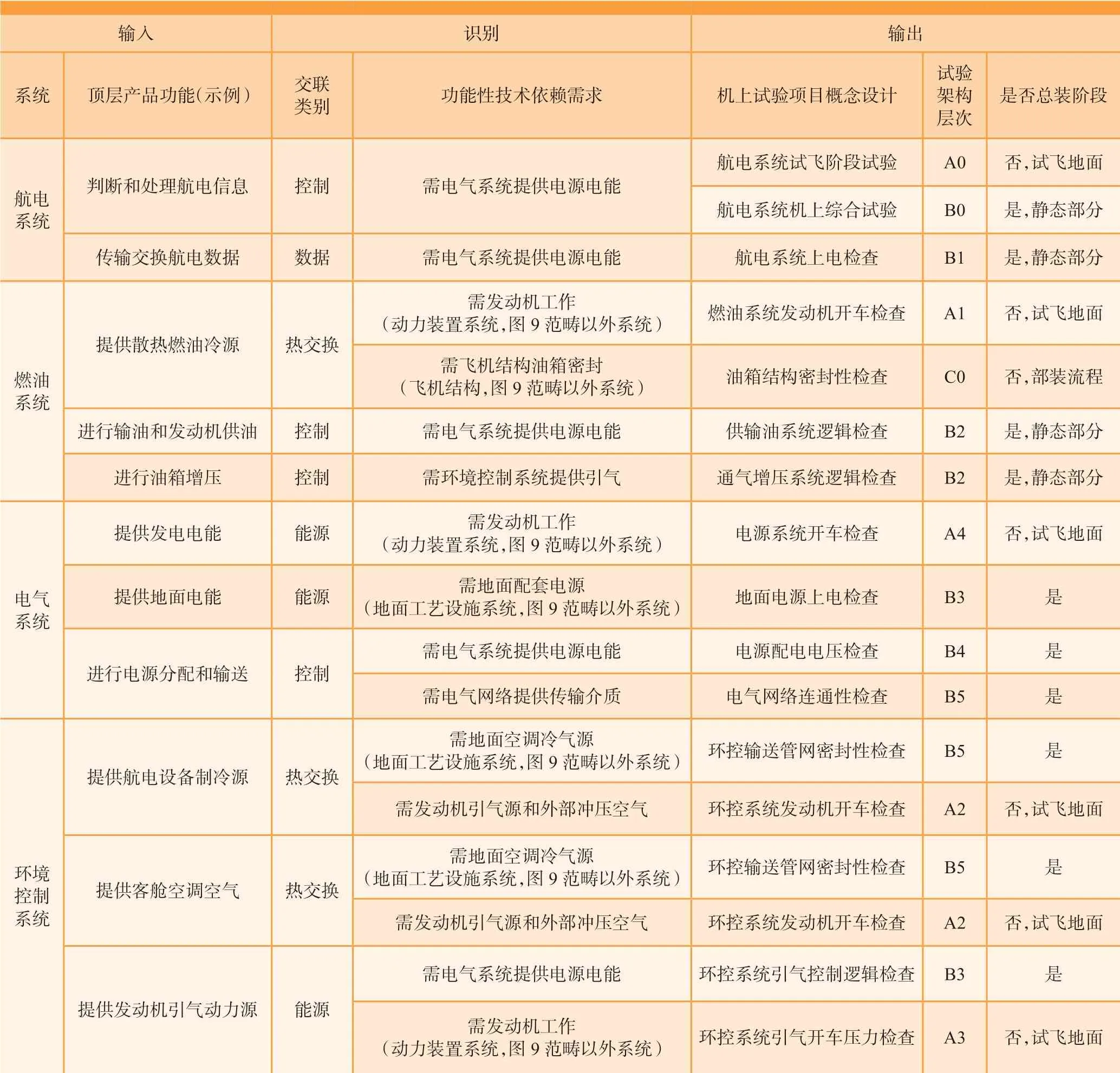
表3 基于功能性技术依赖关系的顶层试验流程设计举例Table 3 Example of top test process planning based on functional technology dependencies
结论
本研究从系统工程的角度讨论了飞机复杂系统与飞机总装集成间的内在联系,即飞机总装集成的实质是产品复杂系统特征在生产制造阶段的集成。在分析了飞机总装集成工艺流程形成机理的基础上,面向飞机研制的产品全生命周期,应用数字线索将产品设计特征、特性与总装集成设计、产品实物集成需求联系了起来。在此基础上,提出了总装集成设计的一般性方法框架,即通过产品功能牵引试验流程设计,再通过试验流程设计牵引安装流程设计,以满足复杂产品功能性与物理性集成过程中的有效验证、有效评估的要求。在当前的初步研究中,采用了飞机早期设计阶段的概念方案、产品初步定义信息来支撑飞机复杂系统总装集成设计方法案例研究。从该初步案例研究结果可以看出,功能性技术依赖关系在获取飞机顶层试验流程上是可行的。
下一步工作将基于初步研究成果对产品设计信息进一步细化,开展物理性集成技术依赖关系的分析,测试物理性约束对初始试验工艺流程的影响,以及面向生产运营操作层面的约束对工艺流程结果的影响,进一步迭代流程设计。
猜你喜欢
军民两用技术与产品(2022年3期)2022-06-05
环球时报(2022-05-30)2022-05-30
中学生数理化(高中版.高考理化)(2022年4期)2022-05-25
航天返回与遥感(2022年2期)2022-05-12
汽车实用技术(2022年4期)2022-03-07
昆钢科技(2021年2期)2021-07-22
昆钢科技(2021年1期)2021-04-13
百科探秘·航空航天(2021年12期)2021-01-15
中学生数理化·高一版(2020年2期)2020-04-21
当代陕西(2019年11期)2019-06-24
