
PGT25+两级高速动力涡轮检修维护技术
2021-10-09 11:38沈登海宋文强田永文
燃气轮机技术 2021年3期
沈登海,宋文强,田永文,黄 伟
(国家石油天然气管网集团西部管道有限责任公司,乌鲁木齐 830011)
PGT25+两级高速动力涡轮在国内管道行业应用广泛,主要作为天然气运输设备压缩机的原动机。动力涡轮一般由前置的燃气轮机提供燃气作工质,燃气在动力涡轮内膨胀做功输出[1]。其在国内装机量约100台,具有中等空气动力负荷和较高的膨胀效率。转子包括两级动叶、涡轮盘、中间密封环和整体轮毂转轴,三者过盈安装。一、二级动叶分别包含84片叶片,叶根为枞树型。静子包括两个流通烟气的外部壳体,内部组件包括密封、喷嘴、护环。喷嘴包括20个叶片组,每组3片,密封由蜂窝密封组成。动力涡轮两级均是高能量、三元设计型。基于PGT25+两级高速动力涡轮国内现场检修工作,梳理了此型号动力涡轮的工厂大修内容与方法。
1 动力涡轮关键部件材质
喷嘴材质为FSX414钴基沉淀硬化型等轴晶铸造高温合金[2],化学成分见表1,使用温度在900 ℃以下,合金中含有较高的铬和钨,具有较好的抗氧化性和耐热腐蚀性能。

表1 动力涡轮喷嘴FSX414化学成分组成
动叶材质为Inconel738(Waspaloy),真空熔模精密铸造沉淀硬化镍基高温合金,含有四种难熔镍元素(Nb、Ta、Mo、W),具有优异的高温蠕变性能和耐热腐蚀性,化学成分见表2,通过γ基体上析出的γ′产生强化,也称之为弥散强化镍基超合金。

表2 动力涡轮叶片Inconel738化学成分组成
涡轮盘为M152(1Cr12Ni3Mo2VN),与17-4PH(0Cr17Ni4Cu4Nb)均是高强度合金钢,是一种马氏体耐热钢,主要应用于超临界机组汽轮机末级叶片及紧固件以及燃气轮机及航空发动机部件[3],化学成分见表3,能够在600 ℃以上及一定应力条件下长期工作,具有优异的高温强度、良好的抗氧化性和抗热腐蚀性能、良好的疲劳性能、断裂韧性等综合性能,主要以板条状马氏体结构为主。涡轮壳体采用CrMoV钢和Inconel718的组合件。

表3 动力涡轮盘M152化学成分组成
2 动力涡轮工厂50 000 h大修主要内容与方法
动力涡轮的大修周期一般为50 000 h,动力涡轮组件总图见图1。入口过渡壳体、一、二级涡轮壳体、轴支撑壳体、油密封和轴承腔、后密封环主要检查步骤与内容:金刚砂喷射清洗或手动清洗、目视检查、尺寸和几何形状检查,DPI(脱脂、酸洗、抑制)检查[4]。轴承和密封、螺栓和销钉、螺丝钢套、温度探头、速度探头、键相位传感器、振动传感器更换新备件;入口过渡壳体、一、二级涡轮壳体最终化学镀镍处理,通过焊接或打磨修复后密封环并更换梳齿。

1—HSPT涡轮机匣;2—排气机匣;3—转子和支撑机匣;4—机匣支撑空气冷却汇管;5—一级喷嘴空气冷却汇管;6A—润滑油供油管线;6B—润滑油回油管线;7A—涡轮支撑;7B—涡轮支撑;8—轴承温度探头;9—托架;10、11、15、19、20、24、70—螺栓;12—密封环;13—衬套;14—法兰;16、18、71—垫片 ;17—销; 21、22—拉杆螺栓; 23—螺母;25—密封环;26—特殊垫片;27—热电偶;28—空气冷却管;69—汇管支撑。图1 动力涡轮组件图
一、二级护环主要检查步骤与内容:拆卸蜂窝密封后,金刚砂喷射清洗护环、目视检查、尺寸检查、焊接修理缺陷并打磨恢复轮廓、修复螺栓孔、DPI检查、更换蜂窝密封并安装。一级喷嘴返厂后整体更换新备件。二级喷嘴检查步骤与内容:从隔板上拆卸喷嘴、从隔板环拆卸蜂窝密封、显微检查(用10倍的放大镜进行检查),金刚砂喷射清洗,尺寸和几何形状检查,焊接修复隔板、喷嘴缺陷并打磨恢复轮廓,DPI检查、热处理,喷涂涂层,荧光检查,隔板上蜂窝密封更换与安装。
转子见图2,主要检查步骤与内容:拆卸一、二级动叶片,金刚砂喷射清洁涡轮盘,轴脱脂处理,目视检查轴颈表面是否有划痕及直径尺寸,检查密封环表面是否有划痕,检查推力盘是否有划痕或氧化,检查T型拉杆螺栓是否有腐蚀,抛光轴颈后圆周跳动检查,转子尺寸和几何形状检查,涡轮盘榫槽尺寸检查,DPI检查轴和轴颈,FPI(荧光渗透)检查涡轮盘。

1—一级轮盘;2—一级动叶;3~5、10~12—保持销; 6、13—叶片锁板;7—中间垫片环;8—二级轮盘;9—二级动叶;14—压力环;15—拉杆螺栓;18—轴;19、20—平衡块。图2 动力涡轮转子组件
一、 二级动叶主要检查步骤与内容[4]:金刚砂喷射清洗、目视检查、显微检查、尺寸检查,焊接修理叶片,FPI检查,叶片气流表面喷涂、热处理,金刚砂喷射清洗,硬涂层喷涂,叶根榫槽喷涂,榫槽喷丸硬化处理,编制叶片质量分配图。极少数(约2.4%)叶片背面可能有裂纹,需要更换。
3 动力涡轮主要间隙数据要求
动力涡轮的质量和可靠性主要取决零件的制造质量和动力涡轮的装配质量[5]。叶片组装后,静子与转动部件需要测量径向或轴向间隙值,具体位置见图3,数据见表4。由于动力涡轮与燃气发生器的振动能相互影响,整机振动情况与动力涡轮转子的平衡状况密切相关:转子的平衡状态好,整机振动就小;转子的平衡状态差,整机振动就大[6]。厂家对动力涡轮转子整体做低速动平衡或做高速动平衡,各数据在规定的范围内[7],方能到现场安装。
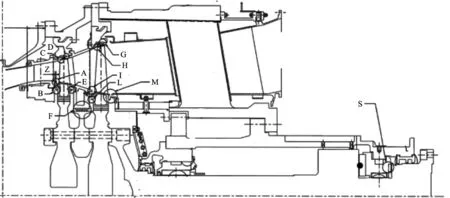
图3 动力涡轮关键间隙部位示意图

表4 动力涡轮关键部位间隙值
上述数据需要现场进行测量或者计算,其中中间隔板与二级静叶间隙(位置F)无法直接测量,通过测量一、二级动叶的叶顶间隙再加上0.25±0.40得到,其值更接近二级动叶叶顶间隙值加0.25。
4 动力涡轮现场更换技术
当动力涡轮运行至50 000 h,需要现场整体拆卸动力涡轮机匣、转子、轴承箱等部件,返回工厂维修。现场拆卸过程:拆卸轴承座、过渡机匣与排气机匣的连接螺栓,同时拆卸振动、键相位探头中间连接螺栓,断开轴瓦温度、轮间温度、转子速度传感器,拆卸一、二级喷嘴冷却空气管、润滑油供、回油管线、密封气管线、排气机匣筋板冷却气环管。借助专用工具将一级轮盘、过渡机匣固定,轴端以吊梁连接转子,将转子放在主推力轴承处,前后调平,缓慢拉出整体返修部件。安装检修工具前,需要拆卸一级轮盘隔板、隔热屏、扇环密封、锁环,见图4中的4、6、5、51;安装时,按照拆卸的反序进行,始终将转子放在静止机匣的中心且转子推力盘与主推力轴承完全接触,否则易损坏内部零件。

1—一级喷嘴及过渡排气机匣组件;2—一级喷嘴组件;3—过渡机匣;4—一级轮盘隔板;5—扇环密封;6—隔热屏;10—二级喷嘴;12—一级护环;15—二级低压涡轮护环;16—锁块;8、9、17、18、20~23、25~50、52~54—涡轮一、二级、机匣相关静止组件;51—锁环;55、56、58、60—垫片; 57、59—螺栓;61—螺母; 62—锁丝。图4 动力涡轮拆卸前需要拆除部件
西部管道公司开展了国内同型号动力涡轮的现场更换检修,其中重点与难点有:拆卸、安装时,保证导向销、轴承箱定位支座、扇环密封、转子始终保持同心且水平,否则会导致轮盘及转子应力集中、转子叶片与蜂窝密封径向间隙偏差大,易损坏动叶的刃口密封和壳体的蜂窝密封。另外,对第一台返回原厂家的动力涡轮进行了部件级的拆卸与组装,掌握了动力涡轮内外过渡机匣、一级喷嘴、二级喷嘴、内部冷却管、护环、蜂窝密封、扇环密封、1#、2#轴承及轴承箱拆卸、安装工艺与方法,加之测量了动力涡轮各间隙数据,为动力涡轮部件级的组装和现场部件级检修奠定了基础。
5 动力涡轮现场维护技术
在动力涡轮大修时,一般在转接头处拆卸轴瓦温度探头[7]、速度传感器、壳体振动传感器、转子振动传感器、键相位传感器,方便安装。动力涡轮正常运行过程中,上述部件时有损坏。其中壳体振动传感器、转子振动传感器、速度传感器、2#组合轴承温度探头拆卸,较易更换,1#轴承温度探头更换困难。传感器或探头通常按照传感器类型测量电容、电压、阻值等参数,检测其是否完好。
5.1 动力涡轮轴仪表探头问题
动力涡轮壳体振动探头为加速度计探头,报警值为12.7 mm/s,停机值为25.4 mm/s,正常运行时动力涡轮壳体振动最好在6.35 mm/s以下,转子振动最好在100 μm以下,但如果燃气发生器发生转子动不平衡或其它原因致使其振动高,对动力涡轮壳体振动的影响也较大。
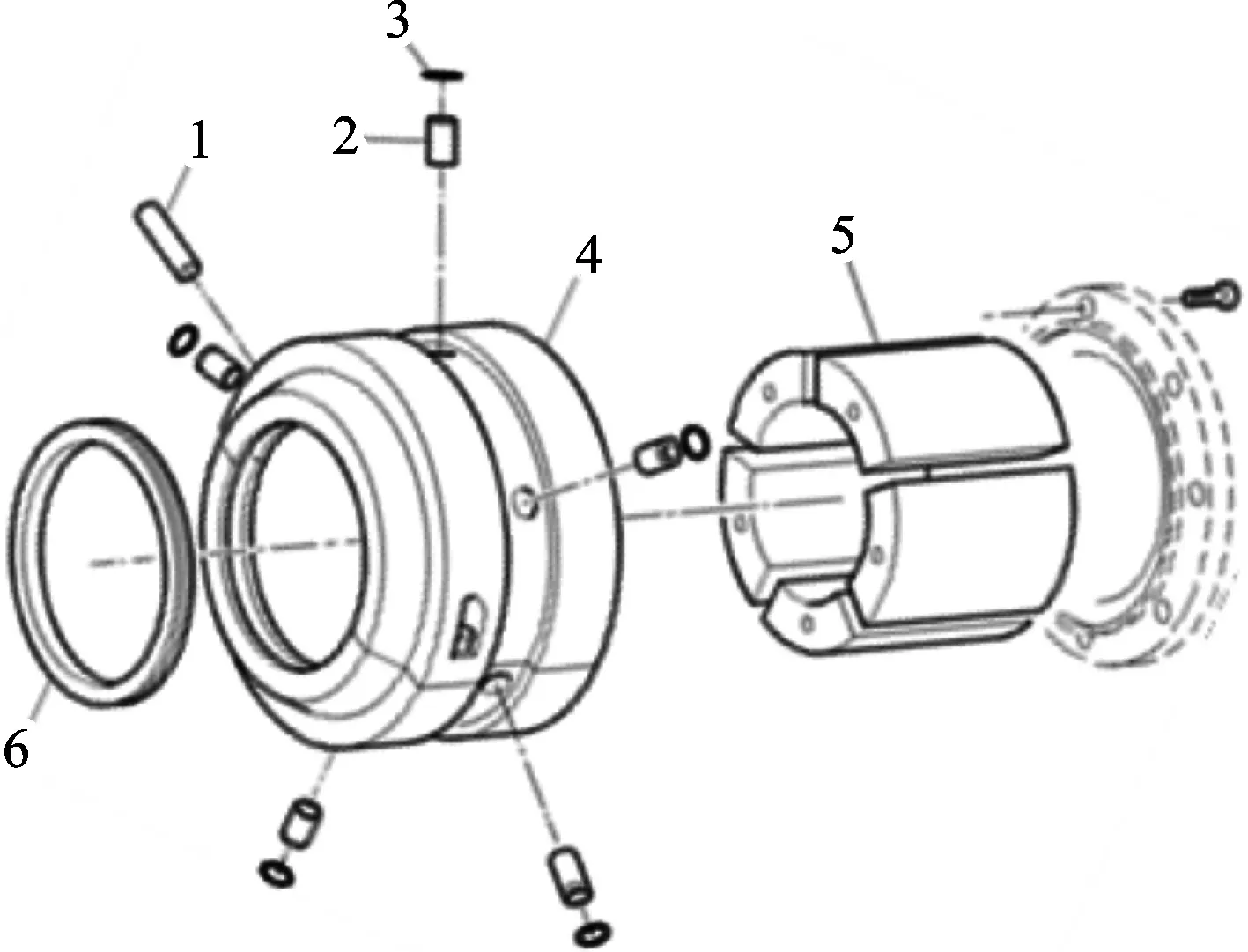
动力涡轮1#、2#轴承[8],见图5至图7,相应的油密封环损坏的可能性较小,若瓦块磨损或者轴向位移、径向间隙变大,则需要调整垫片厚度或更换瓦块。一般轴承瓦块上的温度探头出现故障的可能性较高,特别是若1#轴承温度探头损坏,其装配空间小,拆卸部件多,同时由于动力涡轮转子是悬臂式结构,需要采用专用转子提升工具、顶丝等,将转子提升一定间隙,拆卸轴承座压板定位销,然后才能拆卸1#轴承下部瓦块,更换温度探头。

1—轴支撑机匣(预先安装);2—轴承热电偶(RTD);3—扇环密封组件;4—涡轮转子组件;5—速度探头;6—振动探头(转接头位置)。图5 动力涡轮1#、2#轴承结构示意图
1—防转销;2—瓦块定位支点;3—卡簧;4—轴承座;5—1#径向轴承瓦块;6—浮环密封(铜)。图6 动力涡轮1#轴承内部结构

1—主推力轴承瓦块;2、11—瓦块支点;3—卡簧;4—径向轴承瓦块定位支点;5—防转销;6—2#轴承座;7、9—调整垫片;8—沉头螺栓;10—径向轴承瓦块;12—副推力轴承瓦块。图7 动力涡轮2#组合轴承内部结构
5.2 动力涡轮轮间温度探头问题
动力涡轮正常运行过程中,轮间温度传感器易发生烧蚀损坏,需要更换。在更换过程,由于后3个温度探头需要插入由两部分连接的导管内,更换探头时,需要使用内窥镜检查探头导管连接滑套是否对中良好,在安装探头时,建议涂抹防咬合剂,起到润滑作用,利于安装与拆卸。
一般同一轮间温度的热电偶示数相同或相近,允许存在50~60 ℃的偏差[9],若偏差超过80 ℃,说明热电偶未安装到位或损毁,有可能读取的是金属温度,而不是气流的温度,不能以两者的低值来判断轮间温度。 热电偶安装长度见表5, 由于热电偶是柔性的,其安装长度可能大于表中数值的2%~3%。
5.3 动力涡轮内窥镜检查
当动力涡轮运行至半年或4 000 h,需要对动力涡轮过渡段、喷嘴、动叶等部位进行内窥镜检查。过渡段检查是否有裂纹、隔热罩损坏、外部衬里变形、烧蚀等问题;喷嘴主要检查异物打击损坏、腐蚀等问题;动叶检查包括异物打击损坏、腐蚀、裂纹、叶顶间隙、蜂窝密封等状况[9]。微小的裂纹不易发现,一般通过拆解后的放大镜显微检查或着色探伤检查。检查孔位置见图8。

图8 动力涡轮内窥镜检查孔位置示意图
5.4 动力涡轮运行过程中日常检查
动力涡轮正常运行过程中,需要检查轴承相关温度、转子振动、速度等参数[9],检查润滑油压力、燃气发生器9级抽气作为密封气或冷却气的温度、压力。停机后检查是否有润滑油泄漏,冷却气、密封气管线是否断裂,箱体温升探头是否完好,保温层是否损坏,烟气是否泄漏等,并定期进行动力涡轮低点排污。运行时需要重点监控数据见表6。

表5 动力涡轮轮间温度探头安装长度

表6 动力涡轮运行过程重点监控数据
机组运行期间,站控重点监控上述参数,并在报警值前设定预报警,为紧急状况条件下的处理预留一定的时间。同时,注意机组各参数的变化趋势,即可保证动力涡轮的长周期运行。
6 结语
通过对近几年PGT25+动力涡轮的工厂大修检查、现场动力涡轮主要部件整体更换、日常动力涡轮的运行和维护,提高了动力涡轮的自主故障处理和检修能力,为动力涡轮早日实现自主大修奠定了一定的基础,保证了GE燃气轮机运行的可靠性,对国家管网主干管线的长周期运行具有一定的指导意义。
猜你喜欢
沈阳航空航天大学学报(2022年2期)2022-08-07
电子乐园·下旬刊(2022年5期)2022-05-13
太阳能(2022年1期)2022-03-05
科学与财富(2021年35期)2021-05-10
航空发动机(2020年3期)2020-07-24
汽车维修与保养(2019年7期)2020-01-06
航空发动机(2019年2期)2019-05-05
汽车维修技师(2018年8期)2019-01-15
汽车杂志(2016年9期)2016-09-22
科技资讯(2016年8期)2016-05-14
