基于纳秒激光的304不锈钢表面织构制备机理研究*
2021-09-27 12:08温永美
河南工学院学报 2021年3期
温永美,刘 庆
(河南工学院 车辆与交通工程学院,河南 新乡 453003)
0 引言
304不锈钢具有优良的耐腐蚀性,在各领域得到了广泛应用。尤其在食品保存、潮湿环境、水下环境中,304不锈钢表现出良好的经济性、适用性。为了提高304不锈钢的耐腐蚀性[1-3]、抗菌性[4,5],国内外学者做了相关研究,研究主要集中在表面改性,其中织构对表面特性影响的研究已经成为目前表面技术的研究热点。表面织构是利用特定加工方法在固体光滑表面加工出具有几何特征形貌的粗糙表面的一种表面工程技术[6],研究发现,表面织构具有良好的摩擦学性能[7,8]、耐腐蚀性能[9,10]等。
L. Ruiz de Lara等[11]采用激光直写技术在铝合金表面制备了织构,使织构表面表现出了超疏水特性,并采用循环极化曲线和开路电位(OCP)测试方法研究了织构表面的耐腐蚀性能。实验结果表明,该超疏水织构表面表现出了良好的耐腐蚀特性,经分析,在激光加工过程中形成的氧化层以及被困在μ腔中的小体积的空气,阻止了腐蚀性物质的渗透,减少了固-液界面的面积,从而提高了耐腐蚀性。刘亚运等[12]利用激光技术在硬质合金刀具后刀面制备了槽型织构,并用其切削陶瓷生胚。实验结果表明,与无织构刀具相比,织构能够有效降低刀具磨损,平行于主切削刃的织构表现出较好的抗磨损性能,有利于提高刀具的使用寿命。
Sinaga N等[13]采用计算流体力学的方法,研究了织构参数和雷诺数对润滑轴承摩擦学特性的影响。实验结果表明,空化对动水压力有显著影响,织构参数对摩擦学特性影响显著,存在相对最佳织构深度。文献[14,15]也有类似的结论。
目前,关于304不锈钢的特定参数织构制备研究极少,针对该状况,本文采用纳秒激光在304不锈钢板上制备织构,以研究激光功率、扫描速度、加工次数等激光参数对织构参数的影响。
1 试验
1.1 材料
选择1.5mm厚的304不锈钢板,在激光加工前使用砂纸打磨待加工表面,以去除表面氧化膜及杂质,打磨后使用丙酮清洗并放置在样品袋内待用。
1.2 试验方案
采用KN120纳秒激光打标机在处理过的304不锈钢表面制备织构,制备示意图见图1。激光频率为20 kHz,激光光斑直径为50 μm,离焦量为0,激光扫描路径为长20 mm的直线,选择不同激光功率、扫描速度、加工次数,具体激光参数见表1。在制备后,使用单因素法分析激光参数对织构参数的影响。织构表面制备完成后,使用布鲁克三维光学表面轮廓仪(Contour GK-K)观测织构形貌及织构尺寸。织构截面示意图见图2。

图1 织构制备示意图
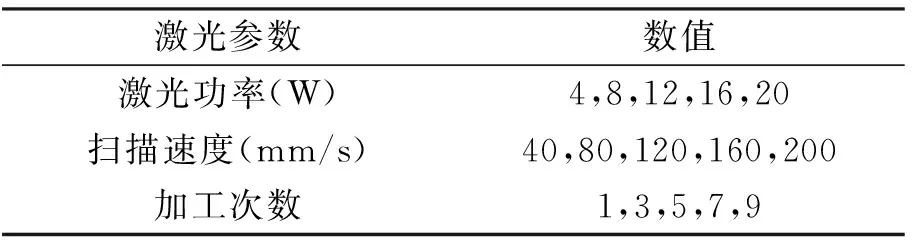
表1 激光加工参数

图2 织构截面示意图
2 结果与讨论
2.1 激光功率对织构参数的影响
激光功率作为重要的激光参数之一,决定了激光的能量,通常采用能量密度来表示,能量密度表达式见公式(1)[16]。由公式(1)可知,在光斑半径、扫描速度不变的情况下,激光能量密度与激光功率正相关。
(1)
式中E为激光能量密度(J/mm2),P为激光功率(W),r为光斑半径(mm),v为扫描速度(mm/s)。
为了研究激光功率对织构参数的影响,设定激光频率为20kHz,激光光斑直径为50 μm,离焦量为0,扫描速度为120 mm/s,加工次数为1,再分别用4 W、8 W、12 W、16 W、20 W的激光功率进行制备。图3为不同激光功率对织构深度、宽度的影响。由图3可知,随着激光功率的增加,织构深度、织构宽度均增大,并且增大幅度基本一致。公式(1)表明在光斑直径、扫描速度不变的情况下,随激光功率增加,激光能量密度增大,激光对靶材的气化、熔融能力增强,因此,随着激光功率的增加,织构深度、织构宽度均增大。

图3 激光功率对织构深度、宽度的影响
2.2 扫描速度对织构参数的影响
扫描速度为激光光斑沿所绘制路径移动的速度,当激光频率一定时,扫描速度会影响单位面积内激光脉冲数,也可以理解为单位面积内激光能量累积量。
为了研究扫描速度对织构参数的影响,设定激光频率为20kHz,激光光斑直径为50 μm,离焦量为0,激光功率为12 W,加工次数为1,再分别用40 mm/s、80 mm/s、120 mm/s、160 mm/s、200 mm/s的扫描速度进行制备。图4为扫描速度对织构深度、宽度的影响。由图4可知,随着扫描速度的增加,织构深度先增大后减小,织构宽度先减小后增大。

图4 扫描速度对织构深度、宽度的影响
有个现象值得关注,当扫描速度为40 mm/s时织构深度为负值,即当扫描速度为40 mm/s时织构为凸织构,此加工条件下的织构三维形貌见图5。当扫描速度较低时,单位面积内的激光能量积累应较大,形成的织构深度及宽度都应增加,但是却出现了织构为凸织构的现象。经分析,这与激光的等离子体屏蔽效应[17,18]有关,即激光烧蚀产生的等离子体能够吸收部分入射激光能量,减少了激光能量与材料表面的耦合。当等离子体尺寸越来越大,启动时间与激光脉冲重叠时,这种效应就变得越来越强。当扫描速度较低时,在被加工区域单位面积内形成的等离子体较多,等离子体屏蔽效应增强,到达加工区域的实际激光能量较小,无法使304不锈钢达到气化状态,仅出现熔融,熔融后的304不锈钢在激光冲击和压力作用下溅起形成凸起群落并冷却成型,使织构表现为凸起状。

图5 扫描速度为40 mm/s时的织构三维形貌
剔除扫描速度为40mm/s时由于等离子体屏蔽效应产生的凸织构,随着扫描速度的增加,织构深度逐渐减小,织构宽度逐渐增大。经分析,随着扫描速度增加,单位面积内激光能量积累量减小,靶材气化、熔融量减小,使织构深度随之减小,熔融量减小使得临近靶材表面的熔融物堆积减小,织构宽度随之增大。
2.3 加工次数对织构参数的影响
加工次数为激光光斑沿所绘制路径加工的遍数,表现为对同一加工路径重复扫描的次数。
为了研究加工次数对织构参数的影响,设定激光频率为20kHz,激光光斑直径为50 μm,离焦量为0,激光功率为12 W,扫描速度为120 mm/s,再分别以1、3、5、7、9的加工次数进行制备。图6为加工次数对织构深度、宽度的影响。由图6可知,随着加工次数的增加,织构深度先增大后减小,织构宽度先减小后增大。经分析,该规律的出现与激光能量符合高斯分布[19]及离焦量有关,Guo B等[20]的研究表明激光能量分布以激光光斑为中心向四周递减。随着加工次数的增加,除第一次加工外,后续遍数的加工相当于离焦量发生了变化,使焦点不在被加工表面,综合激光能量符合高斯分布这一特征,后续遍数加工无法使靶材与激光能量达到最佳能量耦合状态,加工次数越多该现象越明显。当加工次数在1至5次时,离焦量变化较小,随着加工次数增加,靶材的气化、熔融量增大,织构深度随之增大;由于熔融量的增大,熔融材料在邻近靶材表面附近冷却、堆积量增加,使织构宽度减小。当加工次数大于5时,后续遍数的激光能量无法到达已加工织构槽底,仅对临近靶材表面周围的材料形成熔融,使织构宽度逐渐增大;熔融物流入已加工织构槽底,使织构深度逐渐减小。
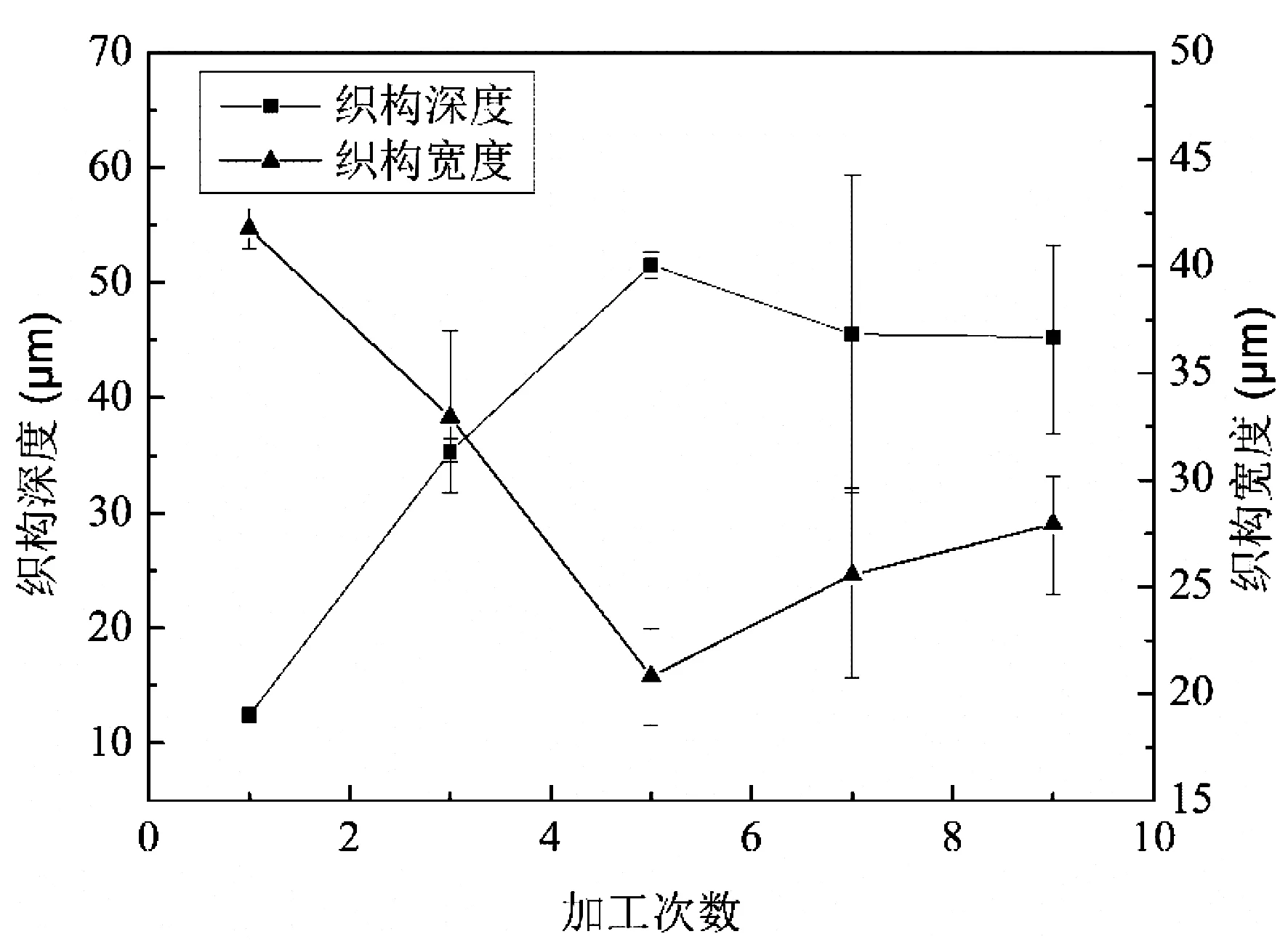
图6 加工次数对织构深度、宽度的影响
3 结论
为了研究激光参数对304不锈钢表面织构参数的影响及激光加工304不锈钢表面织构的机理,分析了激光功率、扫描速度、加工次数等激光参数对织构参数的影响,主要结论如下:
1)随着激光功率的增加,激光能量密度增大,靶材的气化、熔融量增加,使织构深度、织构宽度均增大;
2)随着扫描速度的增加,单位面积内能量积累减小,熔融量减小,织构深度先增大后减小,织构宽度先减小后增大;
3)随着加工次数的增加,靶材熔融量增大,离焦量变大,织构深度先增大后减小,织构宽度先减小后增大;
4)当激光频率为20 kHz、激光光斑直径为50 μm、离焦量为0、激光功率为12 W、加工次数为1、扫描速度为40 mm/s时,所得织构为凸织构。该现象值得进一步研究,尤其可对其应用进行探索;
5)影响304不锈钢表面织构尺寸的因素主要有:激光能量密度、单位面积能量累积、等离子体屏蔽效应、离焦量等。
猜你喜欢
润滑与密封(2022年9期)2022-09-21
宝钢技术(2022年3期)2022-07-12
矿冶工程(2022年1期)2022-03-19
商用汽车(2021年4期)2021-10-13
阅读与作文(小学高年级版)(2020年8期)2020-09-12
军事运筹与系统工程(2016年3期)2016-09-26
船海工程(2015年4期)2016-01-05
人生十六七(2015年5期)2015-02-28
销售与市场·管理版(2009年21期)2009-09-03