大功率储能式钢轨闪光焊电源的研制
2021-09-10 18:43:11陈怀夏梁志陶启明
电焊机 2021年8期
陈怀 夏梁志 陶启明





摘要:针对钢轨闪光焊机柴油发电机组在焊接过程中排放黑烟、污染环境等问题,研制了大功率储能式钢轨闪光焊电源。该电源具有输出能力强大、无有害气体排放、无噪音、供电平稳、操作简单和快速启动的特点,适用于移动式钢轨焊接供电要求。该电源的应用能极大地改善操作人员工作环境,同时实现了柴油发电机组在焊接过程中对环境的零污染。
关键词:钢轨;电源;储能供电装置;闪光焊接
0 前言
目前我国无缝铁路的轨道焊接主要采用闪光焊技术,约占无缝铁路接头总数的87%[1]。现有移动式交流钢轨焊机均采用三相柴油发电机组三相取两相作为单相电源向焊机主电路供电。由于焊机负载具有电压、电流、功率因数变化剧烈,谐波分量较大并伴有瞬时短路情况的特点,柴油发电机组频繁出现剧烈的负载变化,过载及三相负载的严重不平衡造成柴油机组发生敲杠、冒黑烟、噪声增大、寿命缩短、CO/NO2等有毒气体排放量增加,不仅严重污染环境,更使得操作人员的工作环境变得恶劣[2]。
为解决柴油发电机组污染环境、过载和功率输出不稳定等问题,设计出一种大功率储能式钢轨闪光焊电源,对节能环保、提高焊接可靠性、改善施工人员工作环境有积极的意义。
1 系统设计
1.1 电源结构设计
钢轨闪光焊负载特点为瞬时脉动电流及功率较大,要求供电电源具有高能量密度及高功率密度的特点。锂电池能量密度高但功率密度低,满足长时间焊接提供大容量储能的要求,但在焊接过程中,电池组不能满足钢轨闪光焊瞬时电流和大输出功率的要求,且频繁的电流变化对电池寿命有不利影响。超级电容功率密度高但能量密度低,满足钢轨闪光焊时瞬间大功率需求,但由于能量密度低无法单独制作钢轨闪光焊电源[3]。因此,锂电池、超级电容难以作为单一能源在不影响自身寿命前提下,同时满足能量与功率的需求[4]。文中将两者优势互补,采用电池—超级电容复合能源为焊机供电[5]。
电池—超级电容复合系统结构通常分为串联和并联形式[6]。在串联形式中,如图1a所示,直接将电池与超级电容串联,通过控制超级电容参与功率输出,此形式结构简单且易于控制,但系统对抗冲击电流的能力不强,并缺乏对电池组的保护;而电池组与超级电容组的并联形式,由于结构形式灵活,可有效减少瞬时大功率对电池组的冲击[7]。
基于钢轨闪光焊的瞬时脉动电流及大功率,为延长电池寿命并为焊接提供瞬时脉动大功率且响应速度快,选择超级电容通过DC/DC转换器与电池并联结构,其拓扑结构如图1b所示。此结构中,电池组负责为超级电容组充电,超级电容组负责完成功率输出进行钢轨焊接,电池组不参与功率输出。超级电容组寿命长,瞬时输出功率大,能够满足闪光焊瞬时功率需求。
1.2 系统容量测算
闪光焊机工作一班为8~10 h,总计焊接40个焊头,一次焊接所需电量为3 kWh,总消耗120 kWh。超级电容充电效率90%,放电效率90%,实际焊接所需总电量为150 kWh;焊接辅助系统工作10 h,工作总消耗为80 kWh。
系统预留50 kWh作为紧急备用,整个系统总电量合计为280 kWh。电池电梯容量90 Ah,设计电池柜存储能量311 kWh。
1.3 超级电容组设计
满足一次焊接总消耗电量,超级电容单体为48 V/165 F,考虑系统冗余电量,采用10串10并的成组方式。系统额定电压480 V,设计截止电压为240 V,系统以电流385 A可以连续放电120 s。具体参数如表1所示。
2 系统基本原理
2.1 DC/DC转换器原理及设计
DC/DC转换器即直流转换器,是将一种直流电压转换为另一种直流电压的功率单元。将超级电容升压至额定电压460 V的直流母线电压,为单相逆变器供电;电流双向可逆,当焊机未进行焊接时,DC/DC转换器能够快速利用电池组的储能为超级电容组充满电,以供下次焊接时使用。DC/DC转换器采用非隔离型双向半桥式Buck-Boost,其拓扑结构如图2所示。双向半桥式Buck-Boost在可靠性、体积、质量以及转换效率并联特性上都优于其他变换形式,因此作为本电源选定方案 [8]。
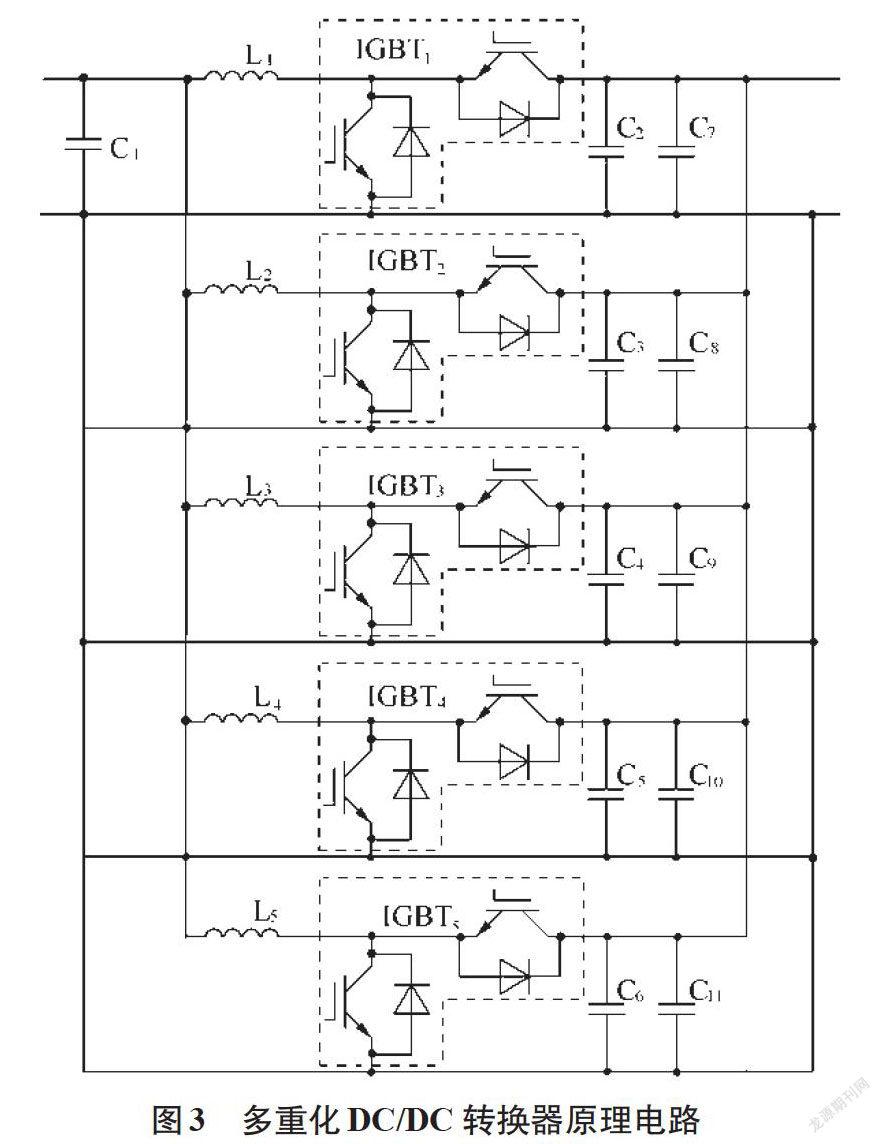
测算出低压侧最大直流电流1 500 A。工作频率2 kHz,为抑制低压侧高频载波,采用多重化方案,电路如图3所示。
2.2 基本原理
大功率储能供电装置采用由储能元件(电池组和超级电容组)和电力电子组成的逆变装置构成的蓄电池供电系统,主要由电池储能模组、超级电容储能模组、多重化DC/DC模块和逆变器模块组成。储能装置主要实现能量的储存和释放,逆变装置主要将储能装置储存的直流电转换成移动式闪光焊机所需要的单相交流电及辅助设备需要的三相电。
大功率储能供电装置电路图结构框如图4所以。设计直流断路器KM1,控制超级电容充放电,直流断路器KM2控制电池组给超级电容组充电,避免电池组直接参与能量输出,延长电池组寿命。系统检测钢轨闪光焊机工作状态。当焊机进行焊接时,直流断路器KM2断开,KM1闭合,电池组通过逆变器模块只向焊机辅助设备提供三相380 V供电,DC/DC转换器切换为正向Boost升压电路,超级电容组通过DC/DC变压稳压电路,保持恒定电压输出至单相逆变器模块,为焊机提供稳定的单相380 V交流电压,向焊机供电,以满足焊接时所需瞬时脉动大功率;当焊机停止焊接时,直流断路器KM1、KM2闭合,DC/DC转换器切换为反向Buck降压电路,电池组通过DC/DC转换器降压电路,将超级电容组充电至460 V,为下次焊接准备。
2.3 焊接应用
电源系统已成功用于钢轨闪光焊接,焊接曲线见图5,焊接过程无气体排放,电源部分无噪声。调整焊接参数后进行焊接,对钢轨进行落锤试验(高度3.2 m,两锤不断,连续15根不断),拉伸、冲击、疲劳等结果均符合TB/T1632.2-2014要求,焊接质量合格。
3 結论
为了消除柴油发电机组存在环境污染及输出不稳定的缺点,文中采用纯电储能供电驱动技术以及锂电池和超级电容技术,研制了新型的大功率储能供电装置驱动的移动式钢轨闪光焊电源,所研制电源具有以下特点:(1)电源采用超级电容通过DC/DC转换器与电池并联,电池组为超级电容充电,超级电容负责功率输出,不直接参与功率输出,满足钢轨闪光焊要求;(2)电源采用多重化双向DC/DC转换器,电池组快速为超级电容组充电,更高的转换效率和更快的响应速度,保证焊接工艺参数准确,提高钢轨闪光焊接的可靠性;(3)本电源已成功应用于钢轨闪光焊,焊接过程无污染排放、无噪音、功率输出稳定,极大地改善了操作人员工作环境等;(4)可提高能源利用效率,促进可再生能源发展和节能减排,具有良好的社会效应。为节能环保、保证焊接质量提供了一种新的解决方案。
参考文献:
吕其兵,张曦. 高速铁路轨道焊接质量控制现状与趋势[J]. 电焊机,2019,49(2):1-5.
李建泉,金敬德. 基于变流技术的焊轨车电气系统[J]. 大功率变流技术,2008(4):39-41,45.
聂开俊,龚希宾,朱泉.超级电容与锂离子电池混合储能技术的发展[J]. 蓄电池,2019(3):101-105.
李民策,王丽,刘畅,等. 电动汽车用电池-超级电容混合储能系统拓扑结构与功率分配策略研究综述[C]. 第二十届中国系统仿真技术及其应用学术年会论文集,2019.
朱成龙,杨淑连,冯磊,等. 锂电池/超级电容混合储能分层协调控制策略[J]. 电源技术,2019(10):1672-1675.
常守亮. 超级电容—蓄电池复合电源的双向DC/DC变换器功率分配策略设计研究[D]. 江苏:江苏大学,2017.
张进,麻友良. 复合电源电动汽车动力系统优化设计研究[J]. 计算机仿真,2018,35(4):112-117.
王建超,刘胜永,孙家文.半桥式双向DC/DC变换器研究[J]. 机电信息,2016(33):29-30.
猜你喜欢
减速顶与调速技术(2020年1期)2020-07-27 02:49:28
阅读(快乐英语高年级)(2019年2期)2019-09-10 07:22:44
铁道通信信号(2019年12期)2019-05-21 03:06:54
能源(2017年10期)2017-12-20 05:54:24
制造技术与机床(2017年8期)2017-11-27 02:10:22
消费者报道(2016年3期)2016-02-28 19:07:38
风能(2016年12期)2016-02-25 08:46:10
中国铁道科学(2015年5期)2015-06-21 06:53:20
中国铁道科学(2015年4期)2015-06-21 06:46:04
中国铁道科学(2014年6期)2014-06-21 06:35:22