扩散时间对Inconel718TLP 扩散焊接头性能影响
2021-09-10 18:43:11邹志超张小枫
电焊机 2021年8期
邹志超 张小枫





摘要:采用BNi2作中间层,在焊接温度1 100 ℃、焊接压力1 MPa的条件下,通过力学性能测试、界面微观组织观察及元素分布等分析,研究了扩散时间对Inconel 718高温合金瞬时液相扩散焊接头组织及性能的影响规律。研究表明:扩散时间的延长可以使中间层元素扩散更加充分,同时减弱扩散区域中析出物的聚集程度,增大接头的结合强度。扩散时间为120 min时接头剪切强度可达到511 MPa,较60 min提升了10.2%,较30 min接头剪切强度提升了22.9%。Inconel 718/BNi2 TLP接头显微硬度皆呈“ M ”型分布,即在扩散区域硬度值最高,等温凝固区域硬度值最低,母材显微硬度高于等温凝固区域。
关键词:Inconel718;TLP;焊接接头;剪切强度
0 前言
Inconel 718合金是一种沉淀硬化型镍铁基高温合金,具有较高的屈服强度、良好的耐腐蚀性和耐高温性,被广泛应用在液体燃料火箭、燃气轮机、核反应堆和低温储罐等[1-2]。Inconel 718合金以γ相为基体,强度受固溶和沉淀硬化机制控制[3-4],其中亚稳态有序的体心四方γ″-Ni3Nb析出物为主要强化相,有序的面心立方γ′-Ni3(Al/Ti)析出物为次要强化相,两者均在合金时效过程中形成。
改进合金的制造工艺和修复方法一直备受关注,其中涡轮发动机和航空航天部件会因遭受热疲劳开裂、异物损坏、侵蚀、腐蚀和氧化[5-6]而导致故障。瞬时液相扩散焊(TLP)是一种精密的焊接方法,在稍加压力或不加压力下可以大幅度减少或避免连接工件变形,焊接过程中通过中间层材料熔化,在液相状态实现等温凝固,可有效地消除中心线附件金属间化合物,连接接头成分均匀,金属间化合物较少,强度较高,因而也非常适合用来连接或者修补镍基高温合金[7]。
TLP 有中间层熔化、等温凝固和接头组织均匀化三个过程[8],其中等温凝固和焊接接头均匀化是获得高质量接头的关键,扩散时间对其影响尤为显著[9]。TLP 扩散时间的延长可使中间层和母材之间进行充分扩散,从而获得均匀的接头;扩散时间决定等温凝固过程,进而决定接头的综合性能[10]。因此,研究TLP 不同扩散时间对接头微观组织及性能的影响具有重要的意义。
1 试验材料与方法
1.1 试验材料
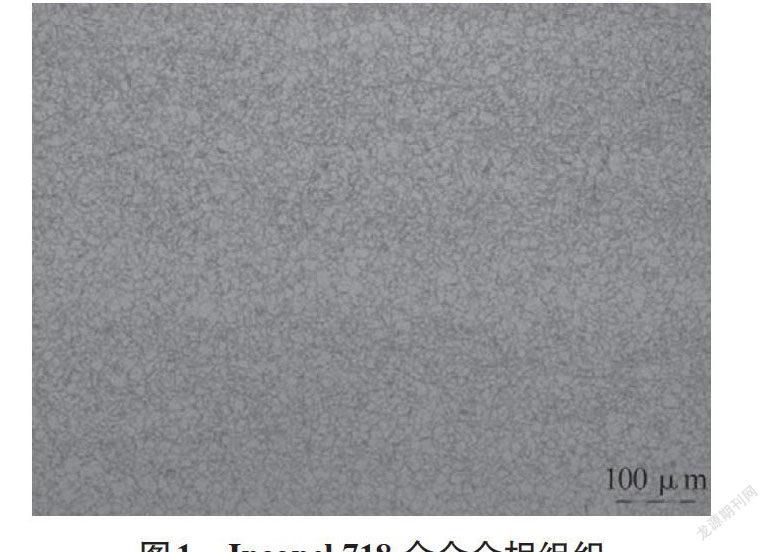
试验基体材料为锻造Inconel 718镍基高温合金,其化学成分见表1,金相组织见图1,奥氏体基体中晶粒均匀且细小,经Image Pro软件测量晶粒尺寸约为8 μm。试样用线切割方法加工成10 mm×10 mm×5 mm和10 mm×10 mm×2 mm的块状。
1.2 试验方法
采用BNi2作中间层,在焊接温度1 100 ℃,压力1 MPa,扩散时间分别为30 min、60 min、120 min工艺参数下,制备Inconel 718 合金的TLP 焊接接头。
采用CMT5305万能试验机测试接头剪切强度,采用DHV-1000ZTEST型显微硬度计测试接头显微硬度。通过Stemi 2000-C光学显微镜和QUANTA FEG 250扫描电子显微镜观察合金及接头显微组织和断裂形态,采用扫描电子显微镜配备的能量色散X射线光谱仪(EDS)分析合金元素分布。
2 焊接接头组织及力学性能分析
2.1 焊接接头微观组织演变
不同扩散时间下Inconel 718合金TLP焊接接头微观形貌如图2所示,接头包括等温凝固区(ISZ)、扩散区(DZ)和母材区(BM)三个区域。由图2可知,不同扩散时间下,等温凝固区均未产生共晶组织;且随着扩散时间的增加,原子间的扩散程度增大,各区域形貌变化明显。当扩散时间较短时(30 min),ISZ区域元素均匀化程度较低,扩散不充分,使得ISZ区域析出物较多且表面粗糙,并且与DZ区域界面不明显,同时母材区域晶粒长大不明显,如图2a所示。随着扩散时间延长至1倍时(60 min),ISZ区域析出物急剧减少,与DZ区域界面明显,但仍然存在微孔,这说明扩散时间不足,接头成分均匀化不充分,此时结合层向体积方向发展不彻底,微孔未彻底消除,如图2b所示。当扩散时间延长至120 min时,DZ区域宽度略有增大,分布着许多网状析出物和少量粒状析出物,母材区域晶粒尺寸长大不明显;由于扩散时间充足,ISZ区域边界整齐、表面光滑,析出物明显较少,微孔尺寸也明显变小;在DZ区域中,颗粒状析出物数量多,靠近ISZ区域位置析出物分布密集且细小。而靠近母材边界的区域中,析出物含量较少且粗大,如图2c所示。
同时从图2中还可以看出,延长扩散时间能够减少DZ区域中析出物的面积分数,学者也在试验中发现了类似现象[11]。
采用EDS进一步分析试样接头界面处析出物元素组成,各标记点(见图2)元素能谱质量分数如表2所示。由表2可知,在相同扩散时间下,中间层中的B元素在扩散过程中向扩散区聚集。但ISZ区中B含量仍然高于DZ区。如扩散时间为30 min时,ISZ区B含量(点14为71.5%和点15为67.7%)明显高于DZ区(点16为58.1%);扩散时间为120 min时,ISZ区B含量(点17为59.2%和点18为54.0%)也明显高于DZ区(点19为42.9%)。分析发现母材中高含量的Cr元素向等温凝固区域和扩散区域的界面扩散,随着扩散时间的增加Cr元素在界面处聚集更加明显。对比谱图14和16扫描数据发现,在30 min扩散时间下Nb元素扩散不充分,如图2a和表2所示。而谱图14和18扫描数据显示,当扩散时间为120 min时与扩散时间30 min时相比,DZ区和ISZ区界面处的Nb元素从1.3%增长到2.7%,说明随着扩散时间的延長,Nb元素逐渐向ISZ区扩散,同时界面点扫描数据显示,越靠近等温凝固区域中心Nb元素含量越少(如表2中ISZ中心区谱点15数据中Nb含量仅为0.2%),母材中Mo元素扩散规律与Nb元素相似,如图2a、2b和表2所示。这说明随着扩散时间延长,各元素的原子扩散越充分,接头的成分逐渐均匀化。当扩散时间为120 min时,接头元素扩散最为充分。
為了分析扩散过程中各区域之间元素含量变化和分布规律,对接头界面区域进行了EDS线扫描分析,扫描路径及结果如图3所示。BNi中间层含有高含量B元素,扩散前BNi2中间层的B元素含量显著高于母材,随着扩散时间的延长,由图3可知,B元素逐渐向扩散区聚集。文献[12]表明,在镍基奥氏体固溶体中B原子是通过间隙形式向外快速扩散。B元素首先沿晶界进行扩散,并与晶界处偏析的 Cr、Mo、Nb 元素结合形成复杂的多元硼化物[13],随后B元素在晶界和晶内同时进行扩散。因此,在扩散区Cr、Mo、Nb 元素也出现大量聚集现象。另外, 由于BNi2 中间层中 Ni 和 Si 元素含量相对较多,因而这两种元素在焊缝中心线处最高,向中心线两侧递减;而 Si 元素只能扩散到等温凝固区与化合物扩散区的交界处,即 Si 元素只存在于等温凝固区中。
2.2 焊接接头剪切强度演变
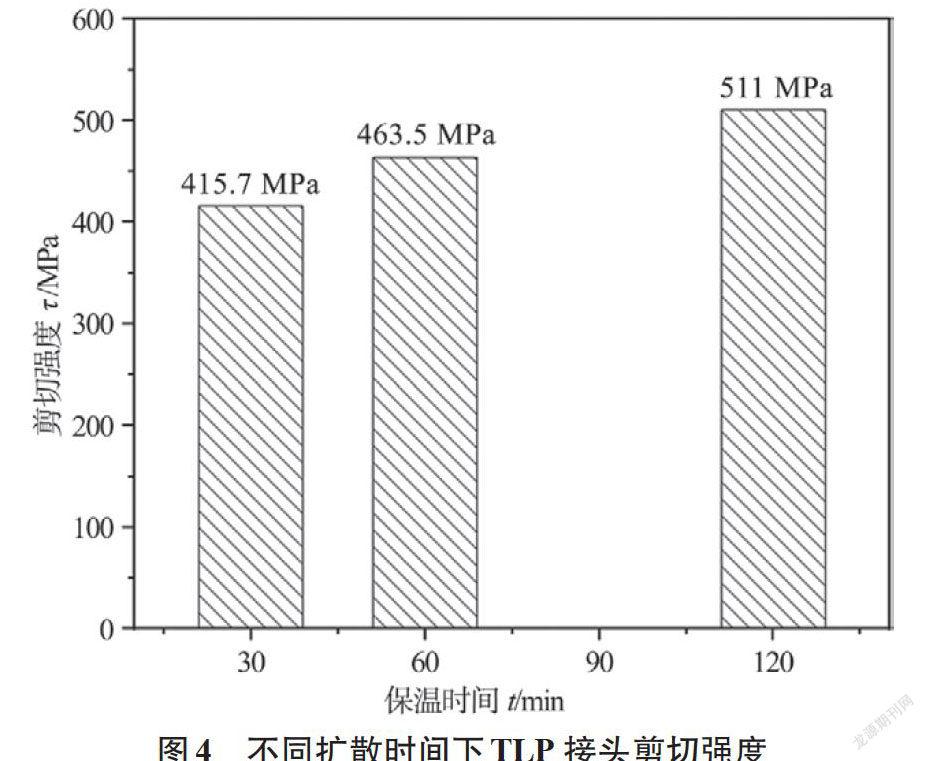
不同扩散时间下Inconel 718合金TLP接头剪切强度测试结果如图4所示。在扩散时间为30 min和60 min时,中间层与母材之间原子扩散时间短、扩散不充分,接头抗剪切强度为415.7 MPa和463.5 MPa。随着扩散时间的延长,Inconel 718与BNi2扩散体系扩散量不断增加,原子间结合愈加紧密,接头抗剪切强度不断升高。当扩散时间达到120 min后,接头抗剪切强度达到最大值511 MPa。这是因为长时间高温保温有助于原子间的充分扩散,进而促使接头成分均匀化,所以接头抗剪切性能得到提升。
2.3 焊接接头显微硬度演变
不同扩散时间下Inconel 718合金TLP接头显微硬度测试结果如图5所示。可以看出,接头硬度值最大区域位于扩散区,约为345 HV,硬度值最低区域是等温凝固区域(ISZ),约为212 HV。随着扩散时间的延长,接头显微硬度呈增大趋势。这是因为在1 100 ℃时,原子扩散充分,扩散时间延长后,扩散反应产生的析出物弥散分布且均匀,从而导致接头硬度呈增大趋势。由图5还可以看出,随着扩散时间的延长,高硬度点数目增多,主要集中在扩散区,这是因为伴随扩散时间的延长,等温凝固区域中的B元素扩散到等温凝固界面后,继续向扩散区转移,与母材中的Cr、Nb、Mo元素形成硼化物的数量增加,从而导致硬度增大,并且延长扩散时间后扩散区范围增大,导致高硬度点数增多。
3 结论
(1)不同扩散时间下,等温凝固区域皆为共晶体组织,但有少量的B-Ni化合物和Cr-Mo-Ni硼化物析出,且随着扩散时间的延长,B元素逐渐向扩散区聚集。
(2)扩散时间延长可以使中间层元素扩散更加充分,同时减弱扩散区域中析出物的聚集程度,增大接头的结合强度。在压力为1 MPa、温度1 100 ℃下,保温120 min接头剪切强度达到511 MPa,较60 min接头剪切强度提升了10.2%,较30 min接头剪切强度提升了22.9%。
(3)不同扩散时间下Inconel 718/BNi2 TLP接头显微硬度皆呈“ M ”型分布,即在扩散区域硬度值最高,等温凝固区域硬度值最低,母材显微硬度高于等温凝固区域。
参考文献:
Pouranvari M,Ekrami A,Kokabi A H. Transient liquid phase bonding of wrought IN718 nickel based superalloy using standard heat treatment cycles[J]. Materials Science & Technology Mst A Publication of the Institute of Metals,2013(50):694-701.
陈飞,任发才.Inconel 718镍基高温合金热加工动态再结晶建模与计算[J].精密成形工程,2021,13(1):61-65.
An-Chou Yeh,Kang-Wei Lu,Chen-Ming Kuo,et al. Effect of serrated grain boundaries on the creep property of Inconel 718 superalloy[J]. Materials Science and Engineering:A,2011(530):525-529.
耿志杰,王善林,陈玉华,等.不同填充材料下316LN/Inconel 718异种激光焊接头的显微组织与力学性能[J].精密成形工程,2019,11(5):71-77.
Pouranvari M,Ekrami A,Kokabi A H. Microstructure development during transient liquid phase bonding of GTD-111 nickel-based superalloy[J]. Journal of Alloys and Compounds,2008(461):641-647.
Duoqi Shi,Chengli Dong,Xiaoguang Yang,et al. Creep and fatigue lifetime analysis of directionally solidified superalloy and its brazed joints based on continuum damage mechanics at elevated temperature[J]. Materials & Design,2013(45):643-652.
王非森,陈思杰,高增.瞬时液相扩散连接在镍及镍基合金焊接中的应用[J].电焊机,2009,39(9):38-42.
柴禄,侯金保,郎波.单晶高温合金过渡液相扩散焊等温凝固动力学研究[J].材料导报,2020,34(9):18131-18134.
谢吉林,黄永德,陈玉华,等.扩散时间对BNi5 钎料和DD407 镍基合金界面组织的影响[J].稀有金属材料与工程,2020,49(12):4348-4353.
张永志,张红魁,陈捷狮,等.镍基单晶高温合金TLP 扩散焊影响因素研究进展[J].焊接,2019(9):32-38.
Arhami F,Mirsalehi S E. Microstructural Evolution and Mechanical Properties Evaluation of IN-939 Bonds Made by Isothermal Solidification of a Liquated Ni-Cr-B Interlayer[J] Metallurgical and Materials Transactions A:Physical Metallurgy and Materials Science,2018,49(12):6197-6214.
Witt M C,Charles J A. Boride particles in a powder metallurgy superalloy[J]. Materials Science and Technology,1985,1(12):1063-1068.
Lugscheider E,Partz KD5 Lison R. Thermal and metallurgical influences on AISI 316 and Incone1 625 by high temperature brazing with nickel base filler metals[J]. Welding journal,1982,61(10):329.