
水冷机壳螺旋砂芯机器人手爪夹具的设计★
2021-09-08 07:28陈剑钦张东升杨王杰张惠明曾浩彬何颖祺李怡菲朱均豪沈明生
机械管理开发 2021年7期
陈剑钦,张东升,杨王杰,张惠明,汪 泓,曾浩彬,何颖祺,李怡菲,朱均豪,沈明生
(华南理工大学广州学院 机械工程学院,广东 广州 510800)
引言
水冷机壳螺旋砂芯大且重,现铸造企业大都采用人工搬运的方法,但是人工搬运劳动强度较大,人工成本较高,且整个搬运过程存在一定的高温风险,效率较低,而普通的机器人手爪夹具普遍通过连杆进行装夹,装夹和搬运过程有一定的不稳定性,容易对砂芯造成一定的压缩变形,对砂芯表面造成一定的摩檫损伤,无法做到有效的移动防护,并且装夹不是十分稳定,搬运速度慢,效率偏低[1]。因此,设计一种针对性更好的专用螺旋砂芯机器人手爪夹具,使螺旋砂芯在搬运过程中不会受损,并提升螺旋砂芯搬运的效率[2]。
1 水冷机壳螺旋砂芯机器人手爪搬运工艺流程
大且重的水冷机壳螺旋砂芯如图1 所示,由于其比较脆而易碎裂的物理特性,要求其机器人搬运夹具较普通的机器人搬运夹具需要更加稳定。
图1 水冷机壳螺旋砂芯
水冷机壳螺旋砂芯是低压铸造水冷机壳产品的砂芯,需要由射芯机射芯完成,经检验合格后,再被搬运至铸造模具处进行低压铸造。本夹具就是为完成其由射芯完成后到低压铸造模具处的搬运过程而设计的,其搬运工艺流程如图2 所示。为了保证砂型铸造搬运砂芯时砂芯在移动中的平稳性和安全性,需要设计专门的机器人手爪搬运夹具[3]。
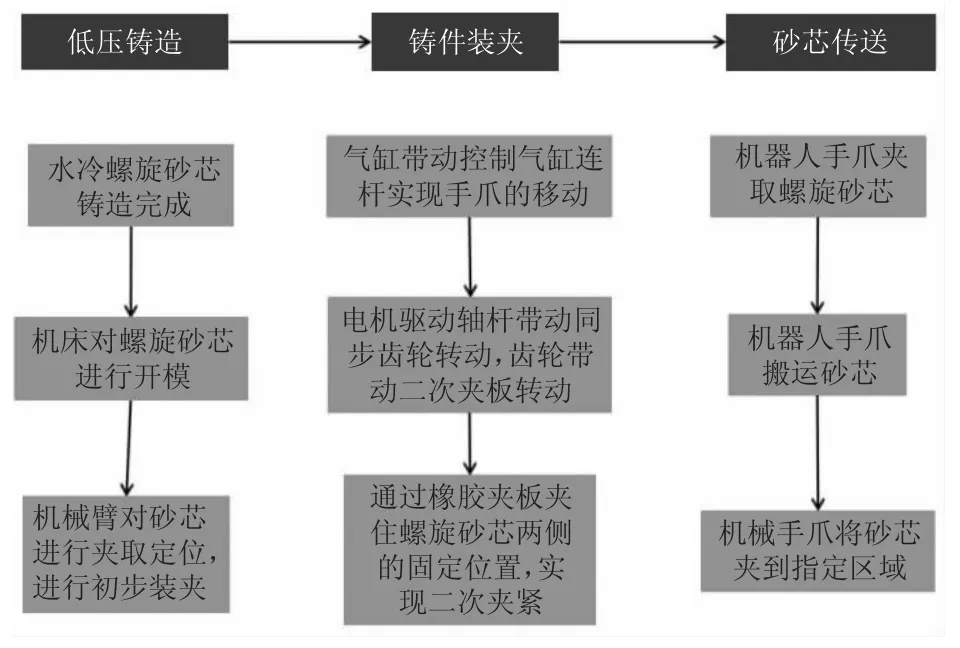
图2 机器人手爪的搬运工艺流程
2 水冷机壳螺旋砂芯机器人手爪夹具结构与工作原理
2.1 结构
如图3 所示,机器人搬运手爪由机器人安装位、气缸、气缸连杆、固定架、压紧橡胶、抓手六部分组成。
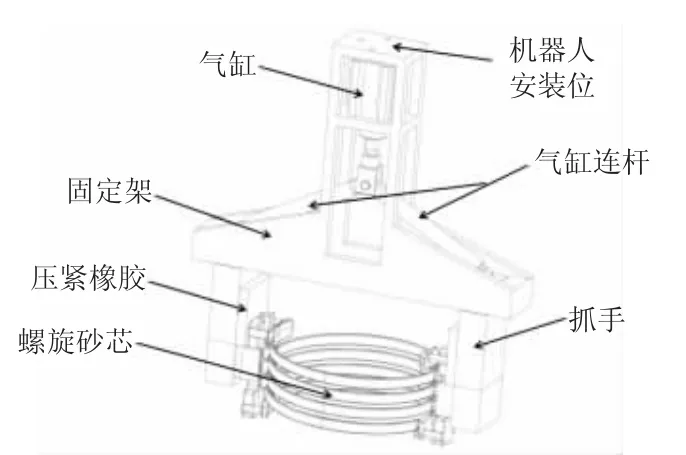
图3 水冷机壳螺旋砂芯的机器人手爪夹具结构图
2.2 工作原理
本搬运手爪采用单气缸、双电机、两齿轮同步传动的联动驱动,通过气缸带动控制气缸连杆左右滑动,实现抓手的左右平移,再由抓手内部的电机驱动同轴连杆上的齿轮,同步带动控制二次夹板对水冷机壳螺旋砂芯进行二次夹取,实现对螺旋砂芯的双重装夹,以提高手爪在装夹砂芯移动时的平稳性[4]。
该夹具可以通过机器人安装位被安装在机器人手爪末端,当气缸的活塞轴抽动时,气缸连杆开始动作,抓手便会在固定架上的滑动轴上滑动,从而左右夹紧螺旋砂芯。需要强调的是,专门在抓手上安装了压紧橡胶,防止夹紧时压坏螺旋砂芯,以降低螺旋砂芯在装夹和搬运过程中产生的塑性变形[5]。
为了保证水冷机壳螺旋砂芯机器人手爪装夹部分的夹取能力和移动平稳性,在该夹具的抓手部分设计了同步齿轮带动二次夹板进行二次装夹,如图4 所示。其工作原理为:在抓手壳体上设计了抓手壳体滑动孔,实现抓手在固定架上滑动。在抓手内部安装了电机,电机转动时,带动轴转动,进而带动同步齿轮转动、带动二次夹板转动,夹住螺旋砂芯两侧的固定位置,实现二次夹紧。需要强调的是,在二次夹板上也安装了二次夹板橡胶,防止夹紧时压坏螺旋砂芯[6-7]。
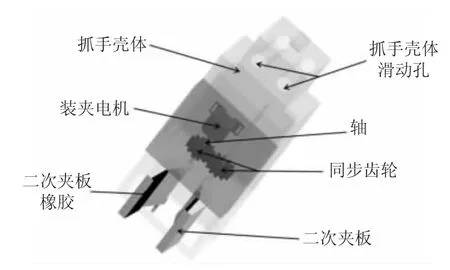
图4 水冷机壳螺旋砂芯的机器人手爪夹具抓手结构图
3 水冷机壳螺旋砂芯机器人手爪夹具的特点
1)采用本文设计的水冷机壳螺旋砂芯机器人手爪进行搬运的方法,可替代人工搬运螺旋砂芯的方法,能够降低人工成本,提高搬运效率和安全性;
2)该机器人搬运气动手爪被安装于搬运机器人末端,在对螺旋砂芯装夹的过程中,通过气缸驱动连杆进行一次装夹,电机驱动齿轮、齿轮驱动二次夹板对水冷机壳螺旋砂芯进行二次装夹和自动搬运,更利于实现整套机械系统的平稳化;
3)该机器人的二次夹板可根据需要更换,完成对更多形状砂芯零部件的平稳搬运,能够降低损毁率。
4 结论
手工搬运螺旋砂芯的方法,劳动强度较大,人工成本较高,且由于低压铸造过程温度高,使整个搬运过程有一定的风险,人工搬运的效率也较低,而本文设计的水冷机壳螺旋砂芯机器人手爪搬运夹具,被应用于砂芯机器人搬运领域,可以提升砂芯铸造搬运的效率,降低水冷机壳螺旋砂芯在装夹和搬运过程中的损坏率,提升水冷机壳铸造的产量,同时减少材料浪费。
猜你喜欢
电动工具(2021年5期)2021-11-08
大电机技术(2021年5期)2021-11-04
交通科技与管理(2021年13期)2021-09-10
装备制造技术(2019年12期)2019-12-25
装备制造技术(2019年12期)2019-12-25
装备制造技术(2019年6期)2019-08-15
电子制作(2018年24期)2019-01-03
电子制作(2018年23期)2018-12-26
荣誉杂志(2017年7期)2017-08-23
中国三峡(2016年11期)2017-01-15
