激光选区熔化制备镍钛合金的研究进展
2021-09-02 12:44任虔弘陈超越卢战军所新坤帅三三任忠鸣
材料研究与应用 2021年3期
任虔弘,陈超越,卢战军,刘 奕,李 华,所新坤,帅三三,胡 涛,李 霞,王 江,任忠鸣
1.上海大学材料科学与工程学院省部共建高品质特殊钢冶金与制备国家重点实验室,上海 200444;2.中国科学院宁波材料技术与工程研究所,浙江 宁波 315201;3.上海交通大学附属第一人民医院消化科,上海 200080;4.宁波大学机械工程与力学学院,浙江 宁波 315211
镍钛合金(NiTi alloy)是应用最为广泛的形状记忆合金,具有稳定的超弹性和形状记忆性,引起众多学者的关注.近年来,随着NiTi合金的广泛应用,人们对镍钛合金的研究逐步深入.NiTi合金由于其特有的超弹性[1]、形状记忆性及良好的生物相容性[2]和耐蚀性[3-4]被广泛应用于生物植入材料[5-7].NiTi合金的独特力学性能来自于它的两种相结构,即具有单斜结构的B19’马氏体相体现形状记忆性、立方结构的B2奥氏体相具有超弹性,而奥氏体相可在温度影响下与马氏体相互转变,这两相在室温下存在的含量取决于相转变温度,即奥氏体化的开始与结束温度(As和Af)及马氏体化的开始与结束温度(Ms和Mf).在Af温度以下,B2相转变到B19’相时可能会出现一种菱形结构的R相过渡相[8].B2→R相转变会发生在析出物或位错附近,在应力作用下会继续转变为B19’相,但R相本身并不具有力学特性[9-10].NiTi合金的形状记忆效应是由于B2相在外力作用下发生应力诱发马氏体相变,当温度升到Af以上时B19’相又转变为B2相,使NiTi合金恢复到了原来的形状.超弹性是在Af温度以上,对NiTi合金施加超高外力而不产生塑性变形的能力.NiTi合金的相变温度对Ni含量十分敏感,升高0.1%的Ni含量会使转变温度下降10 ℃左右[11-12].
虽然NiTi合金的综合性能优异,但在切削过程中的高延展性和强烈的加工硬化导致加工困难、工件质量差.针对这一问题,诸多学者采用以激光增材制造为代表的金属增材制造技术制备具有复杂结构的NiTi形状记忆合金,在保证高精度的同时还能充分发挥合金的性能[4].常用的3D打印工艺包括激光选区熔化(Selective Laser Melting,SLM)、电子束熔化(Electron Beam Melting,EBM)和激光熔覆沉积技术(Laser Engineered Net Shaping,LENS)[13],这三种工艺的特点对比结果列于表1.由表1可知,SLM切片厚度一般在20~100 μm[14],光斑尺寸也最小,在三种工艺中成形精度最高.
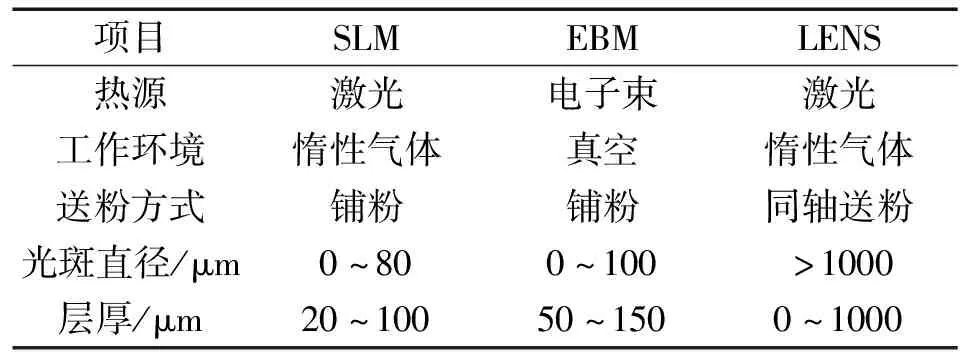
表1 不同3D打印工艺对比
虽有大量科研人员已展开基于SLM的NiTi形状记忆合金研究工作,但仍有诸多关键问题尚未解决.一是SLM成形的NiTi合金性能不稳定,由于粉末质量、激光功率和扫描速度的不稳定,影响了晶粒形貌及相组成,进而导致相转变温度和力学性能的差异;二是对于成品的Ni含量控制不准确,Ni的沸点为2913 ℃,Ti的沸点为3287 ℃,所以在SLM制备过程中Ni更容易烧损,Ni含量降低会导致相转变温度升高,从而使室温下马氏体的稳定性提高,最终影响产品性能[14-15].针对上述亟需解决的问题,对现有SLM工艺参数对NiTi成形件质量、显微结构、相变温度及力学性能影响的研究进行总结,有助于进一步的研究.
1 工艺研究进展
1.1 SLM参数对成形件质量的影响
3D打印金属构件的成形质量主要表现在表面粗糙度和致密度,表面粗糙度决定了成形工件的表面质量,致密度则会影响工件的力学性能.在SLM过程中,采用体能量密度E表征多个SLM成形参数的共同作用机制,E=P/(v×h×t).式中P为激光功率,v为激光扫描速度,h为扫描间距,t为每层的铺粉厚度.SLM工艺在过低体能量密度条件下会使粉末熔化不充分、熔池较小,这会导致熔池间或层间结合差,使试样无法成形或产生裂纹[17-18]、翘曲[19]和孔洞[14,17]等缺陷.
SLM的表面成形质量主要受到扫描速度和激光功率影响,图1为采用不同扫描速度及激光功率制备的NiTi合金表面形貌[20].从图1可见:当采用过低扫描速度或过大功率时,熔池凝固后表面会有波纹状褶皱;当扫描速度过快或激光功率过小时,由于熔池内金属熔体的表面张力,会产生球化现象.当激光功率和扫描速度在一定范围内进行搭配时,成形件有较优异的表面粗糙度,但对致密度有一定影响.由于不同参数配合下的熔池形状不同,加上扫描间距h的控制,h过大会使熔道间搭接不充分且产生孔洞或未熔粉末,熔道搭接高度至少要等于铺粉厚度,才能保证成品致密.
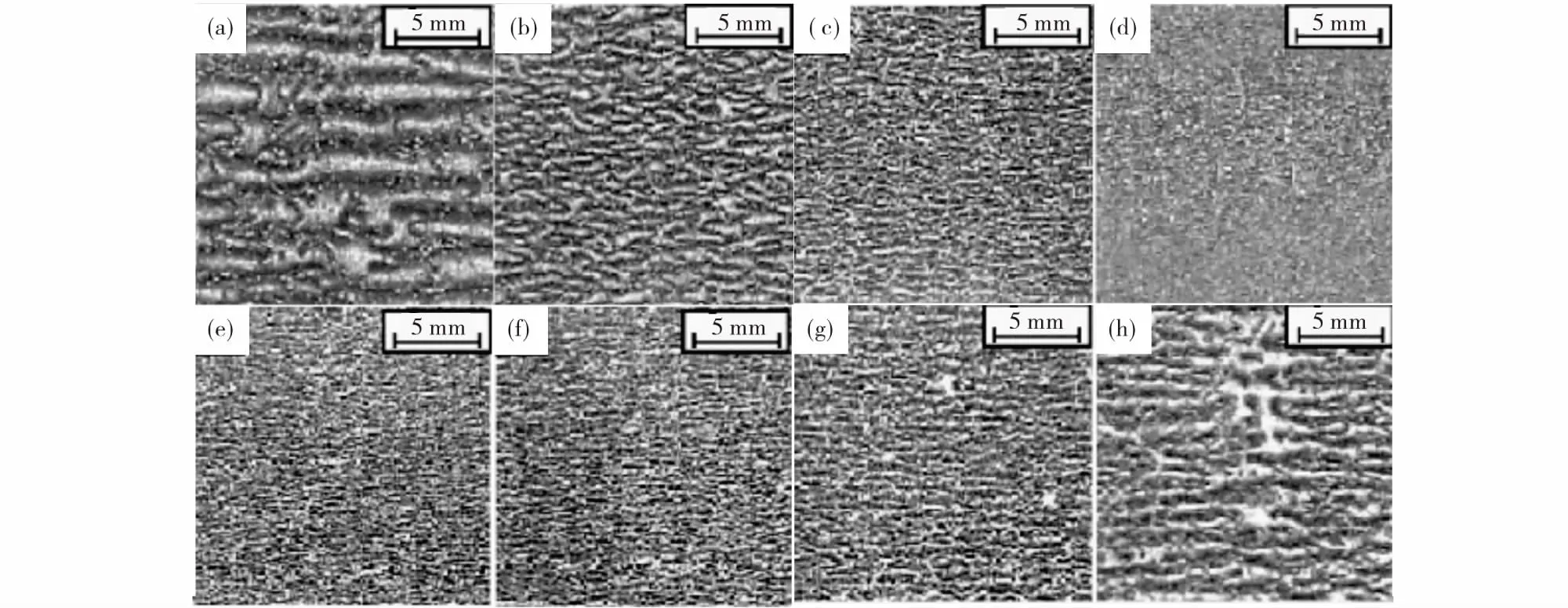
图1 采用不同扫描速度及激光功率制备的NiTi合金表面形貌
对于SLM制备NiTi合金质量的研究,已经做了大量的工作,高致密度是制备出合格工件的前提.Haberland等人[1]的研究结果表明,制备致密度达到99%以上的NiTi合金所需最低能量密度大约200 J/mm3,不同能量密度下致密度的数据汇总如图2所示.Walker等人[21]选用45~300 W的激光功率配合100~3000 mm/s的扫描速度,对致密度的影响因素做了研究.研究结果表明:在一定激光功率下较低和较高的扫描速度都会降低成品致密度(图3(a));在P=250 W,v=1250 mm/s,t=30 μm及h=120 μm的参数下,能量密度为55 J/mm3时可使制备出的NiTi合金相对密度达到98%以上(图3(b)).实际上,SLM过程的激光体能量密度由P,v和t等多个工艺参数共同作用,单一使用体能量密度无法保证SLM高成形质量.S.Saedi等人[22]在SLM的NiTi合金实验中,基于体能量密度55.5 J/mm3设置了三组不同激光参数组合.结果表明:在P=200 W,v=1000 mm/s和P=100 W,v=500 mm/s的条件下,所制备的两个试样的横截面都有较大的不规则孔洞;而在P=250 W,v=1250 mm/s的条件下,所制备的样品截面在光学显微镜下观察不到孔隙.
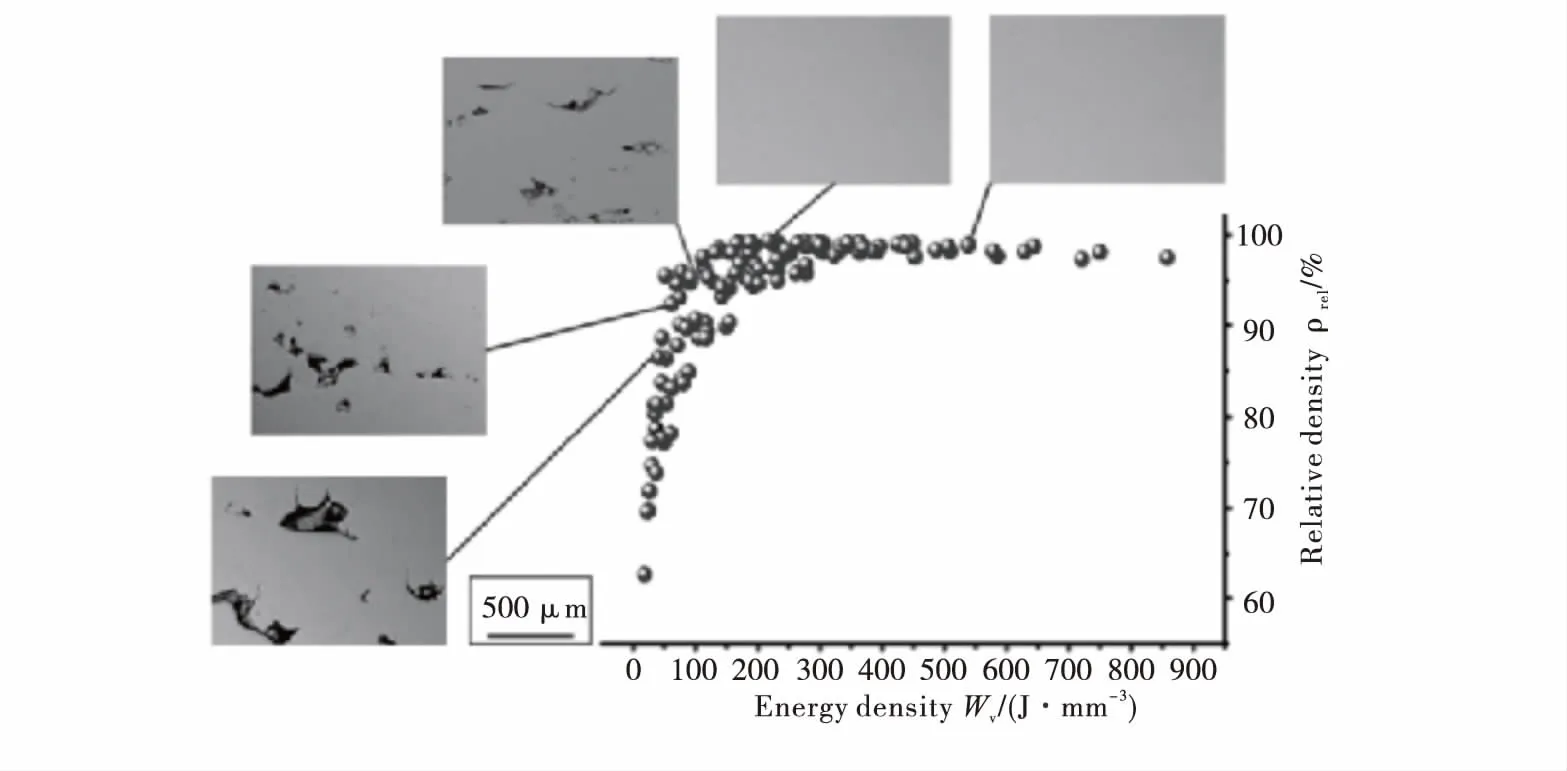
图2 NiTi合金致密度随激光能量密度的变化趋势
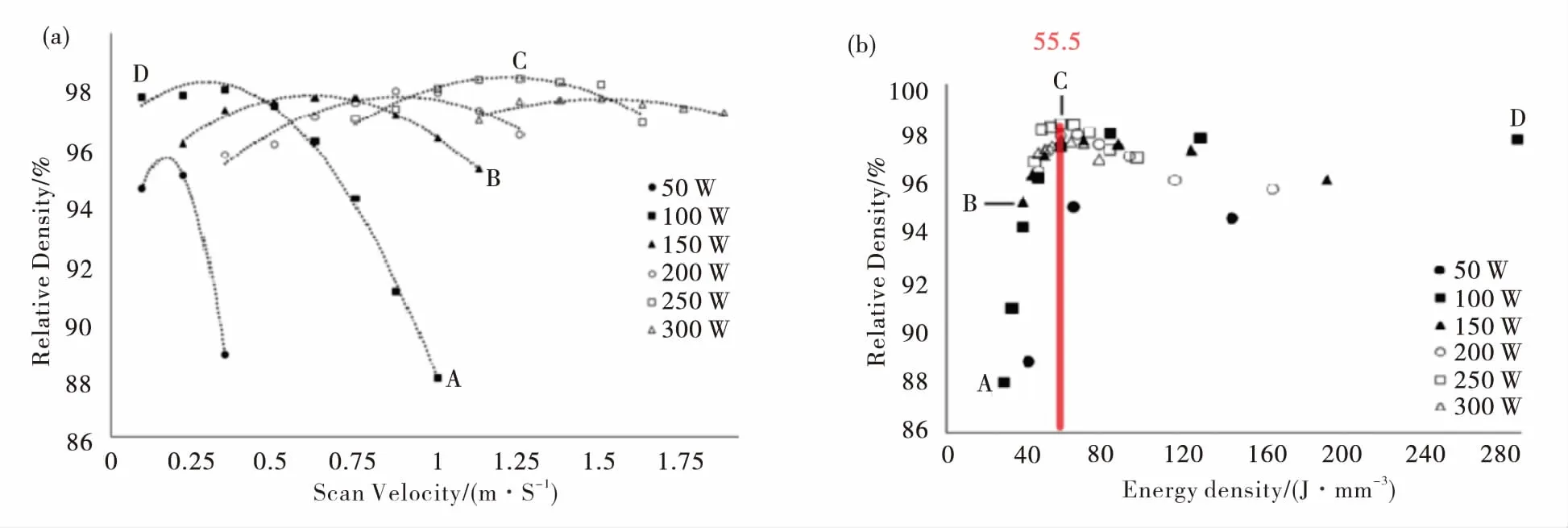
图3 NiTi合金致密度与扫描速度及激光能量密度的关系
综上所述,采用SLM制备NiTi时,单一的体能量密度无法保证高成形质量,应该结合功率、速度、层厚等多个不同参数的综合影响考察致密度,减少缺陷.
1.2 SLM参数对显微结构的影响
显微结构是影响材料性能的重要因素,其中包括晶粒取向和晶粒大小.晶粒的生长方向沿着温度梯度为负的方向,在SLM工艺中,晶粒经历多次扫描过程,反复出现熔化再结晶过程,取向会受到激光斑点移动方向的影响.由于SLM是将工件从基板垂直向上构建,激光斑点总是在最上层,因此<001>的织构大量产生.同时,SLM工艺得到的晶粒尺寸受冷却速率影响,冷却速率大则晶粒尺寸小,织构的择优取向也会弱化.
Yang等人[23]选用60 W的激光功率、扫描速度300~480 mm/s后发现:随扫描速度增加,B2相增多,位错密度减小;随着能量密度的增加,在垂直于基板方向上,<001>和<111>的织构明显增强.Saedi等人和Bormann等人也在实验中发现,由于热梯度方向影响,NiTi晶粒趋于沿着垂直于基板的方向生长[12, 22, 24].Bormann等人[12]在实验中采用133 m/s的扫描速度,56~100 W的激光功率制备A1~A4样品时发现:随激光功率增加,晶粒尺寸会变大;当采用80 W激光功率,扫描速度从190 mm/s减小到107 mm/s时,B1~B5样品的晶粒尺寸没有产生明显变化(图4),这与扫描速度变化范围较小且样品数量较少有关.总的来说,能量密度对晶粒大小并没有直接影响,但是冷却速率会影响晶粒尺寸,较快的扫描速率会产生大的冷速[25].
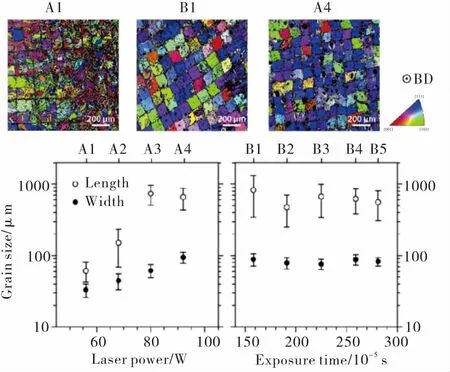
图4 NiTi晶粒大小与激光功率和扫描速度的关系
Saedi等人观察了垂直于建造方向平面上的晶粒形貌,这种棋盘状晶粒是由于激光扫描路径而产生的,多数研究者均有报道[22-24, 26].S形晶粒的产生是由于激光对相邻晶粒进行了重熔,晶粒向着温度最高的熔池中心生长,最终中心线两边的晶粒相遇互相限制停止生长,形成了棋盘状的晶界和S形的晶粒,且晶界间距基本与扫描间距等大,如图5所示[12].由上述研究结果可知,SLM成形NiTi合金的显微结构主要受温度梯度和冷却速率的影响,扫描速率越大、激光功率越小,会导致冷却速率越大.因此,可通过调控这两个变量实现不同显微组织的调控.
1.3 SLM参数对相转变温度和室温下的相组成的影响
基于特殊的相组成和相转变,NiTi合金具有超弹性和形状记忆性等功能特性,并得到了广泛应用.NiTi合金相转变温度的变化主要取决于成形后Ni的含量,所有影响成形后Ni含量的因素都将对相转变温度造成影响.所以,SLM成形所用NiTi合金粉末的初始Ni含量对于最终性能有着重要影响[1].室温下相组成受相转变温度影响,在激光扫描速度较低的情况下,由于Ni的蒸发更多,会使相转变温度升高,使得马氏体在室温下更稳定,形状记忆性更好,相反较高的激光扫描速度有利于奥氏体相稳定性,超弹性更好[27].所以,基于不同的激光能量密度或扫描参数,可以有效控制相转变温度,最终实现NiTi合金综合性能的调控.
激光功率的升高会增加Ni的烧损,导致相转变温度升高,增强B19’相的稳定性[28].Zhao等人[15]研究发现,随激光功率的增加B2→B19’的转变增强,相转变温度和相变焓直线增加.Yang等人[23]研究发现,用SLM的方法,在60 W的激光功率下,采用300~480 mm/s不同的扫描速度,Ni含量50.7%的NiTi合金粉的相转变温度逐渐下降.在300 mm/s的低速扫描下,XRD图像会产生明显的B19’相峰,随着扫描速度增加,B19’的峰逐渐减小(图6)[23].Speirs等人[10]选用Ni含量50.6%的NiTi合金粉末用SLM进行制备,随着激光功率和扫描速度的同时增加,制备出的B19’相含量逐渐减少,这主要是由于高速扫描下,冷却速率高,析出物Ni4Ti3减少.Ni4Ti3会使富Ni的NiTi合金产生不连续应力,从而改变局部Ni含量,作为马氏体形核点促使马氏体形成.在低P和v下制备出的块体Ni含量变为50.4%,而在高P和v下制备出的块体Ni含量仅有50.0%,这也是在高P和v下制备的NiTi合金在室温存在较少B19’相的原因.
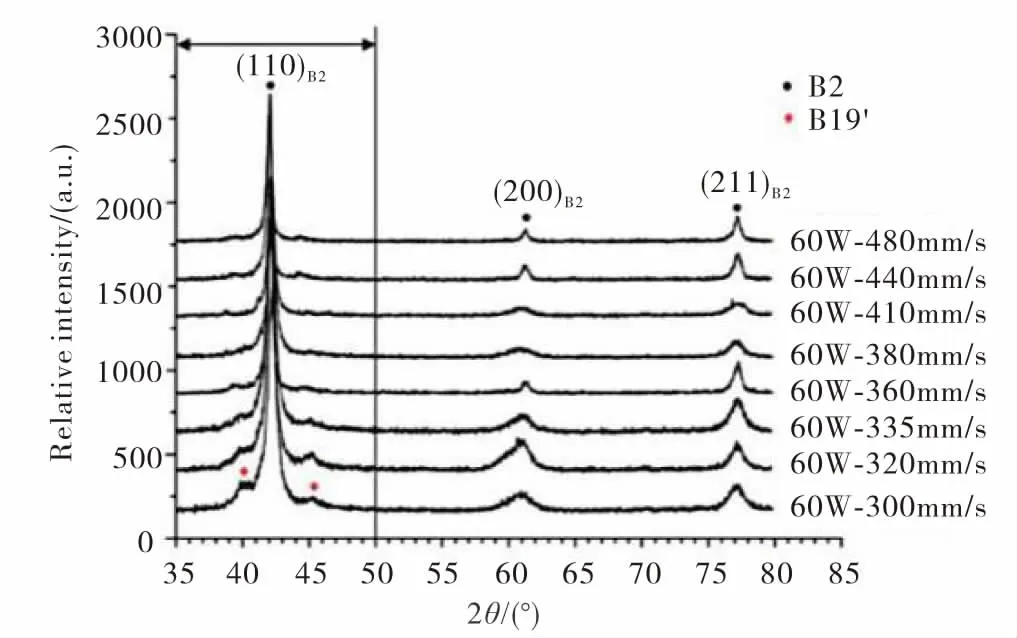
图6 NiTi相组成随扫描速度的变化
含氧量也是SLM成形NiTi合金相组成的重要影响因素.Speirs等人[10]对Ni含量50.6%的NiTi合金粉在氧含量为220 ppm~1800 ppm的气氛条件下进行SLM制备,结果表明:在1800 ppm高氧含量下制备出的SLM试样的Ms点随扫描速度增加从40 ℃以上降到-20 ℃以下,经1000 ℃固溶120 min处理后Ms温度整体下降30 ℃左右,但是变化范围没有减小;而在220 ppm低氧条件下制备出的试样的Ms点在10~20 ℃左右,经相同固溶处理后Ms的变化范围降到10 ℃以内,都在0 ℃附近.这是由于在氮氧含量较高的气氛中会形成Ti4Ni2O和TiN,这种微粒在固溶处理时不会溶解,所以固溶处理后转变温度趋势不变[10].
NiTi合金的相变和相组成,本质上都是受成品的Ni含量控制.由于Ni的烧损,在选取粉末时一般都会选Ni含量比所需含量较大的粉末,但通过打印参数并不能精准控制Ni的烧损,还需要多次参数试验,所以这是NiTi合金通过SLM工艺制备的一个难点,一般会在SLM工艺后做热处理.对于富Ni的NiTi合金,可通过析出Ni4Ti3,Ni3Ti2和Ni3Ti来提高强度,固溶处理后能缩短相转变过程,在DSC曲线上体现为峰变得更尖锐[10,29-33].SLM成形的Ni含量50.8%的NiTi合金,在950 ℃固溶5.5 h后水淬和350 ℃时效18 h后样品硬度明显更高,在Af以上15 ℃表现出最好的超弹性,在2000 MPa的应力下可恢复应变5.5%,应变恢复率94.8%[31].一般情况下,通过初始粉末的选取和参数设定可以预判成品大概的Ni含量,如需细微调控可以进行热处理来解决.
1.4 SLM参数对力学性能的影响
NiTi合金有超弹性和形状记忆性的特殊力学性能特点.例如,NiTi合金具有良好的超弹性力学性能,可在施加8%的应变卸载后完全恢复初始形状[4].为了实现SLM制备的NiTi性质记忆合金力学性能的优化,基于激光工艺参数的相组成和微观结构调控成为了重要的影响因素.对一些现有SLM制备的NiTi合金力学性能研究成果列于表2.Wang等人[28]的研究结果表明,形变恢复率具有随v和h增大而升高,随P增大而减少的趋势,但是其机理还有待进一步研究.Yang等人[23]发现:随着扫描速度的提高临界应力也越高,这是由于在高速扫描下会产生更多B2相,而在低扫描速度下产生的B19’/B19’界面的驱动力要小于高速扫描下产生的B2/B19’界面的驱动力;由于B2相含量的增加,480 mm/s的样品在室温下表现出较好的应变恢复率,在施加4%~6%的应变时能恢复2.3%.Xiong等人[34]采用每层扫描相位角67°的策略制备出Ni含量50.4%的NiTi合金,使晶界不能连成直线,在受力时阻碍了裂纹扩展,在拉伸测试中应力700 MPa时形变量达到15.6%时断裂.而其他人采用90°相位角制备出的样品,进行拉伸时形变量普遍低于8%[26, 35-36].
2 SLM制备NiTi合金的生物医学性能及应用
NiTi形状记忆合金因其力学和化学特性被广泛应用于生物医学领域[2-4, 30, 39-43],NiTi合金医疗器械在1989年获得美国食品和药物管理局(FDA)认证[44].SLM技术可以通过CT、核磁等手段重建患处模型进行个性化定制且制备周期短,这在临床应用中具有极大优势.SLM作为新的NiTi合金制备手段后,各位学者再次测试了其生物相容性.Habijan等人[4]用含49.7%Ni的NiTi合金粉制备多孔和致密NiTi合金,并且在材料上载入人类间充质干细胞,实验证明:无论是多孔还是致密的NiTi合金,均可作为间充质干细胞的载体,用于颅骨、面部或骨盆的重建;多孔的NiTi合金虽然比致密状态下释放出更多的Ni离子,但都远低于细胞毒性浓度;致密块的NiTi合金,其电化学腐蚀性能与传统方法制造的块体几乎没有差别.
NiTi合金的医学应用多为植入物,仿生机械臂[45]和耳蜗植入体[46]是利用NiTi合金的形状记忆性,而多孔骨科植入物[32, 47-48]是利用NiTi合金的生物相容性且力学性能与骨头相似.骨科方面多孔的NiTi合金的弹性模量为28 GPa,比起其他金属和陶瓷更接近骨头的弹性模量0.3~20 GPa[49],更能降低应力屏蔽效应,作为骨移植替代物可促进骨整合,且使骨与植入体有良好的接触[50].还有根据蟹钳表面微结构,利用NiTi形状的超弹性制造的高强高韧仿生结构[51].人体内支架是利用NiTi合金的形状记忆性和超弹性,NiTi合金内支架有血管支架、胆管支架、气管支架、食道支架等[52].图7展示了一些NiTi合金的医学应用.目前,SLM制备的NiTi合金医疗器械还没有得到临床的广泛应用,这与SLM工艺成本较高有关,SLM技术也仍有很大研究的空间,这两点限制了SLM制备NiTi的医学应用.
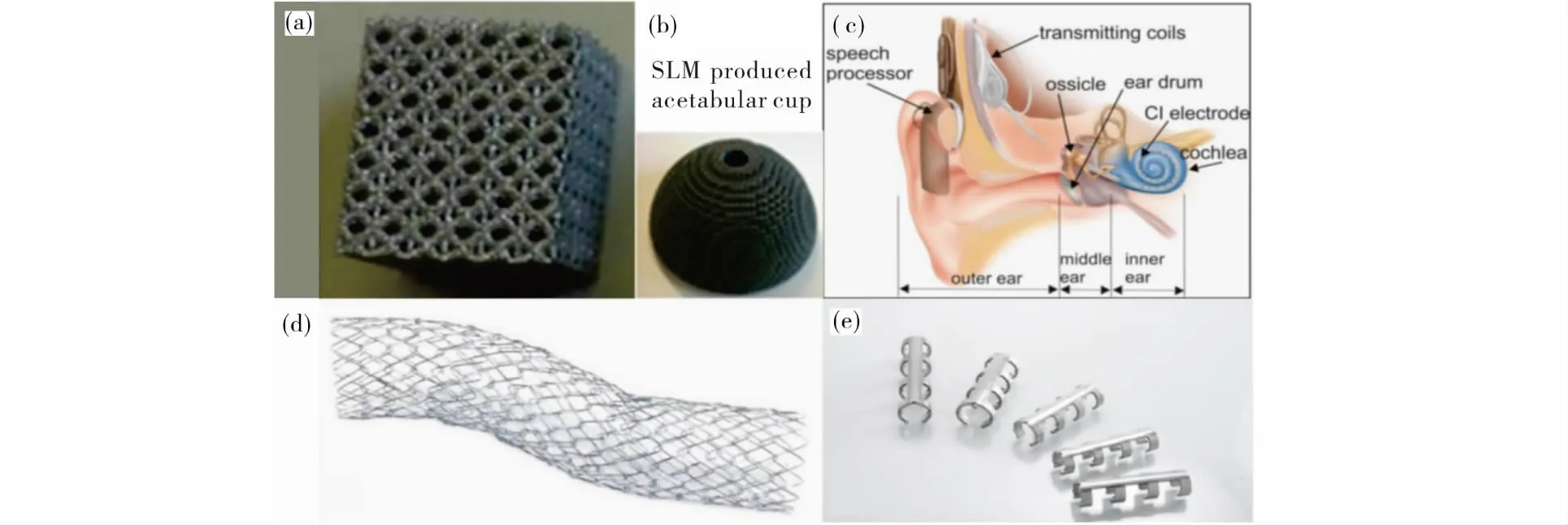
图7 NiTi合金的应用
3 结 语
对NiTi形状记忆合金的SLM成形研究现状进行了阐述,总结了一些研究成果和进展.现在NiTi合金主要应用于医学,这是因为其优良的生物相容性和力学性能,由于在人体内的植入物一般要求体积小、精度高,SLM工艺的精度可满足要求.总体来说,应用广泛,制造尺寸精度高且性能良好,激光选区熔化技术是一个制造复杂形状NiTi合金工件的优良方法.但对于SLM工艺制备NiTi合金仍存在一些问题:在SLM过程中因Ni的烧损,使得成形件的Ni含量低于粉末;采用不同参数进行SLM工艺制备NiTi时,Ni元素的烧损量不同,目前还没有发现参数与Ni烧损的量化关系;SLM工艺制备的NiTi合金致密度还有待提高.
今后NiTi合金的发展方向应该还主要在医学应用方面,结合3D打印技术可以直接生产出有性能梯度的材料,比如通过参数控制同一工件的不同部分具有不同的Ni含量,可以使NiTi合金的应用更加灵活.通过进一步研究,激光选区熔化制造的NiTi合金将有更大发展空间.
猜你喜欢
粉末冶金技术(2021年3期)2021-07-28
有色金属科学与工程(2021年1期)2021-03-04
中成药(2019年12期)2020-01-04
模具制造(2019年4期)2019-12-29
山东冶金(2019年5期)2019-11-16
制造技术与机床(2018年9期)2018-09-19
中国有色金属学报(2018年2期)2018-03-26
滇池(2017年5期)2017-05-19
凿岩机械气动工具(2016年3期)2016-03-01
焊接(2016年8期)2016-02-27