
卧式活套中托辊车新式定位方式的设计
2021-08-29 08:33魏宗强曹爱玲
制造业自动化 2021年8期
李 萌,魏宗强,范 维,刘 莹,曹爱玲
(1.北京机械工业自动化研究所有限公司,北京 100120;2.山东重骑摩托车(集团)厂,济南 250000)
0 引言
本文简要介绍西南铝采用气垫炉进行铝合金带材处理线的生产线中卧式活套的整体布置及主要结构特点等。由于活套的带钢存储量大,设计上考虑到以往板带生产线中卧式活套中托辊车的定位方式安装调试难度大,此次设计中在结构上作了较大的改进,定位准确可靠。
1 卧式活套主体结构
卧式活套采用水平布置形式,长度较长,一般对厂区占地面积有一定的要求,但对车间厂房高度的要求不大,卧式活套常用于厚板带钢表面处理生产线,具有牵引力大,套量大的特点。所以该种活套适用于采用卧式连续退火炉带钢表面处理的生产线线,这种布置可以比较有效的节约厂区占地,此次设计的前后活套就是采用此种布置方式:分别布置在了卧式气垫炉及双弯双矫机组的下面。该生产线板带的板宽幅度大(1000mm~2650mm),厚度跨度大(0.5mm~4.0mm),最高工艺速度为55m/min。该生产线的前后活套的储料量均为30。
此次设计中,由于活套储量大,厚板带的张力大,利用中间转向辊布置了对中辊与测张辊,避免了生产中带材由于各种原产生跑偏现象;活套中配置一台主传动卷扬机驱动,钢丝绳的一端固定在卷扬机卷筒上,另一端固定于钢丝绳固定装置上,中间通过一组钢丝绳转向滑轮后,与牵引车配置的动滑轮组构成一个闭环的牵引系统。牵引车受力对称,可有效减少倾翻力的影响,提升运行时的稳定性。整体布置如图1所示,卧式活套机组主体设备包括:主动牵引车、带钢托辊车(托辊车间距根据板带悬垂量确定)、主传动装置、转向辊组及托辊组、小车轨道、钢丝绳定滑轮组等组成。此次的设计,主要在各托辊车的定位方式上做了很大改进。

图1 卧式活套主体结构图
2 卧式活套中托辊车定位方式的设计
常规设计中,机组给出操作指令,活套主动牵引车沿轨道移动,实现带钢的充放套操作。充套操作时,通过卷扬机的传动装置拉动钢丝绳牵引活套主动牵引车及托辊车(如图2所示)沿轨道移动,沿轨道布置有几组不同标高定位的钢架体,托辊车移动过程中,经过不同标高的钢架时,挂钩的弹性定位机构的作用下抬起,从而与相连接的托辊车分离,同时,通过限位机构的约束,使各托辊车停靠在指定位置,从而起到支撑带钢的作用,避免带钢悬垂量过大造成张力波动;当活套进行放套操作时,钢板张力拉动活套主动牵引车,带动托辊车沿轨道后退,从而实现放套操作。这种托辊车的定位方式,安装调试难度很大。

图2 改造前托辊小车与其定位机构的结构
托辊小车定位方式改进后,如图3所示,当活套处于充套状态时,首先由卷扬机钢丝绳牵引系统拉动牵引小车在轨道上运动,随后各托辊小车则在独立的链条驱动装置的作用下运动,因不同的链轮齿数依次停在相应位置,托辊小车上托辊(V型分布,与带材运动方向有关,如图4所示)在带材运动过程中托起带材,减小悬垂量;当活套处于放套状态时,各托辊小车在链条驱动装置的作用下先行后退,之后,在带钢张力的作用下,带动主动牵引车后退,从而实现放套操作。在进行冲套和放套操作时,活套主传动牵引车与各组托辊车之间的距离,由主传动卷筒上与链条驱动装置上各自的绝对值编码器控制确定。托辊小车定位完全由电气编程控制相互间距,且与牵引车间的间距,减小了安装调试的难度,且位置准确可靠。另外,活套牵引小车在整个运动轨道两端装有检测开关,用来控制牵引小车左、右端限位,主变频电机尾部上装有编码器,用来检测钢丝绳的速度。

图3 改造后托辊小车与其定位机构的结构

图4 托辊与板带的运行方向的相对关系布置图
3 卧式活套中托辊车的链条驱动装置简介
传统卧式活 套托辊车没有独立的驱动装置,是由牵引车拉动,通过机械限位及脱钩装置来实现托辊车的就位,这种方式的弊端就是每次托辊车在脱钩时都会产生振动,且需对每一个脱钩及限位装置进行单独调试,安装过程较复杂。该卧式活套托辊车配置了独立的链条驱动装置,不再依靠牵引车的拖动,因此也就不再需要配置脱钩及限位装置,安装调试更加方便,传动更加稳定,控制上更加灵活。
卧式活套中托辊车运动方式如图5所示,根据不同的托辊车数量,配置相应套数的链轮及链条。当活套处于充套状态时,首先由卷扬机钢丝绳牵引系统拉动牵引小车在轨道上运动,随后各托辊小车则在独立的链条驱动装置的作用下运动,因各托辊车的链轮齿数不同,各托辊车的运行速度也就不同,从而实现各托辊车在各自位置上的定位,托辊车上的托辊呈V型布置,V型方向与带材运动方向相对,可减少带钢的跑偏,托辊车上的托辊在带钢运动过程中起支撑带钢的作用,减小带钢的悬垂量;当活套处于放套状态时,各托辊小车在链条驱动装置的作用下先行后退,带材再拉动牵引小车后退,完成放套,链条驱动装置中电机配置的绝对值编码器可以控制各托辊车的相互间距。充放套期间,活套牵引小车与相邻托辊小车的间距,由主传动卷筒上与链条驱动装置上各自的绝对值编码器控制确定,托辊车与牵引车间的间距及运行速度的匹配,可根据工艺要求进行实时控制。
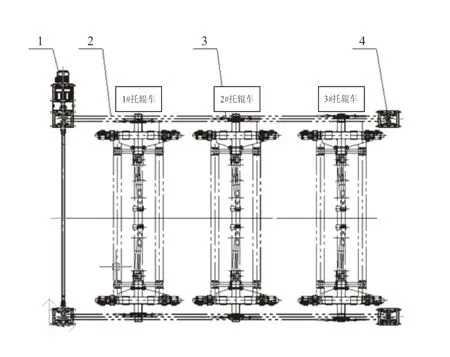
图5 卧式活套中托辊车运动方式
活套牵引小车在整个运动轨道两端装有检测开关,用来控制牵引小车左、右端限位,主变频电机尾部上装有编码器,用来检测钢丝绳速度。
链条与托辊车的连接处,配置螺旋扣及托架如图6所示,用于分加别调节各链条的悬垂量。

图6 螺旋扣及托架详图
4 结语
本卧式活套这套新的托辊车运行设计简化了现场的安装及调试工作;托辊车和牵引车分别配置独立传动装置和编码器,使得托辊车的运行更加灵活,定位更加准确;活套中间配置的纠偏装置,保证了带钢在活套内的对中操作,同时还配置有侧张机,使得带钢在活套内的张力能保持稳定;该活套的整体配置,更加适合大套量、宽厚板的活套需求,更能满足宽厚带钢退火生产线的稳定运行。
猜你喜欢
中国钢铁业(2022年8期)2022-12-21
中国钢铁业(2022年7期)2022-12-21
中国钢铁业(2022年6期)2022-09-03
中国钢铁业(2022年4期)2022-07-06
防爆电机(2022年2期)2022-04-26
有色设备(2021年4期)2021-03-16
矿冶(2020年5期)2020-12-29
设备管理与维修(2020年12期)2020-06-30
山西冶金(2019年1期)2019-04-26
北京汽车(2019年1期)2019-03-13
