
竹材展平技术研究现状及展望
2021-07-27 09:59李延军娄志超
林业工程学报 2021年4期
李延军,娄志超
(南京林业大学材料科学与工程学院,南京林业大学竹材工程研究中心,南京 210037)
与木材不同,竹材具有强度大、韧性好、清新自然等特点,作为工程结构材料或者家居装饰材料具有广阔的应用前景[1-3]。中国是世界最大的竹资源利用和竹制品生产国。根据全国第九次森林资源最新调查结果,目前我国竹林面积已达641.16万hm2[4],约占全世界竹林面积的l/4[5]。同时,工业化利用价值最高的毛竹90%产在中国,2018年我国的竹产业总产值达到2 456亿元,产品1万余种[6]。竹产业在发展绿色低碳经济、应对气候变化、精准扶贫和促进农民就业增收等方面发挥了重要作用,为“以竹代木”作出了重要的示范和推动作用[7-10]。
长期以来,利用我国丰富资源毛竹材直接加工成大幅面装饰板材的技术一直处于空白。毛竹直径小、壁薄中空的特殊结构,它的主要工业利用途径是将竹筒通过剖分、刨削等系列工序加工成矩形竹片,再通过涂胶、组坯、热压等工序加工成板材。在竹片制造过程中存在着竹材刨削量大、锯缝多、工序多等缺陷,大大降低了竹材的利用率与生产效率,出材率为35%左右。针对我国传统的竹片加工方式存在原料利用率低,机械化程度不高等瓶颈问题,竹产业急需开发一种新型的竹材加工技术,用较简便的方法在不改变竹材厚度和宽度原有结合形式的基础上,制备具有较高强度、较好刚性和耐候性的,以及最大限度厚度和宽度的竹片,从而简化生产工艺,降低劳动力成本和施胶量,提高竹材利用率和附加值。
将竹筒或弧形竹片经过软化、展平、干燥、定型等工艺处理,制成平直状的竹片,该技术称为“竹展平技术”[11]。该技术由张齐生院士团队于20世纪80年代首先提出,并将制备得到的带有裂缝的展平竹片经刨削加工成一定厚度和宽度的竹片后,按照胶合板的构成原理制成强度较高、刚性较好的结构用竹材胶合板,主要应用于车厢底板[12]。随着科学技术的进步以及人们对竹材改性认识的逐渐深入,竹展平技术也从原先只能对弧度较小、幅面较窄的竹块进行无缝展平发展到对弧度较大的竹筒和弧形竹片的无裂缝展平。笔者以公开发表的论文和专利为基础,详细介绍科研人员在竹展平技术方面取得的进展,着重解析竹展平技术中竹材软化和展平这两个关键技术,为竹材加工企业提供技术服务。
1 原料制备
研究表明,竹龄为4~6 a的毛竹(moso bamboo)材材性和加工性能最好,且此阶段的竹材中半纤维素含量较高、木质素含量稳定,有利于竹材的软化和展平[13-14]。因此,工业上目前主要选用4~6年生、竹梢部直径达到10 cm以上的新鲜毛竹或含水率较高毛竹材进行展平板制造。由于毛竹根部弯曲度较大,自根部起向上1 m长竹段不宜制备展平竹板材,可加工成竹条,作为竹集成材或者竹工艺品的原料。剩余部分竹材,根据竹展平板产品的尺寸要求,将毛竹截断成0.5~2.0 m长的竹筒;为了提高出材率,内径在12 cm左右的毛竹材根据尖削度差异,取其一部分可截断成长1 m左右的竹筒,剩余内径较小部分可用作长板加工。根据不同的展平工艺和用途,竹筒在后续处理中会进行去内节去青和开槽[15],或者纵向剖分成2~4片弧形竹片备用[16]。
如图1a为竹材横切面显微照片,从图中可以看出,根据纵向维管束分布密度以及化学成分的不同,竹材分为竹青、竹肉和竹黄三部分。其中,靠近竹壁外侧,维管束小而密,基本组织含量较少的为竹青;从竹青到竹肉再到竹黄,维管束逐渐变大,但其数量减少且分布逐渐稀疏,相应的基本组织数量逐渐变多。因此,竹材的力学强度从外到内逐渐降低:竹青层密度大,硬度高,不易压缩;而竹黄层松软,易被拉伸,发生开裂。图1b所示为竹展平技术的示意图。从图中可以看出,在展平过程中竹材的外表面将受到挤压应力,而内表面则受到拉伸应力。通过减小竹材的弹性模量可以减小内表面拉伸应力,从而可以减小展平时竹材内表面裂缝的宽度和深度,避免出现贯穿性的裂缝或者直接避免裂缝的产生[17]。
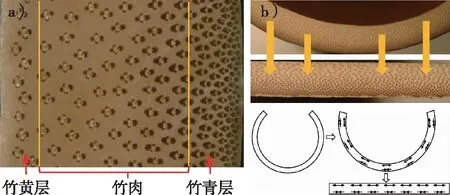
图1 竹材横切面显微图(a)和竹展平示意图(b)
2 竹材软化处理
目前,生物质材料软化处理的方法主要包括化学软化处理和物理协助软化处理,化学软化处理又分为直接化学试剂浸渍软化处理[18]和热化学软化处理[19-20]两种。其中,由于竹材不同于木材,其中空壁薄,表面有硬质且呈蜡状的竹青,化学试剂不易浸渍到竹材内部,同时化学试剂的软化处理伴随着较剧烈的竹材化学成分改变,影响处理材质量,且对环境不友好。因此,在实际生产中,通过化学试剂处理实现竹材的软化、展平的方法基本没有使用,而热化学软化处理的方法使用较多。
竹材作为非均相高聚物,是一类含有纤维素、半纤维素和木质素的复合物,其玻璃化转变温度(Tg)在软化过程中起关键作用:在软化过程中,竹材应力-应变会随软化处理时间的变化而变化,从而产生黏弹性变形,在温度达到Tg时,非结晶区中的纤维素和半纤维素等无定形非晶态聚合物会发生热软化,从而从玻璃态向黏弹态、高弹态转变,进而导致竹材的物理力学性能骤变,作为刚性特征指标的弹性模量迅速下降,竹材软化,塑性增强[21-25]。研究较多的热化学软化处理方法主要为高温软化和饱和蒸汽热软化。
2.1 高温软化
相比水煮,高温软化处理可以提高试材处理温度,从而提高软化效率[26]。但是,Starke等[27]对非洲高山竹的研究表明,当温度高于200℃时,竹材的质量损失与强度下降太多,并且处理时间较处理温度对竹材的影响不大。李文勋和蒋身学等[28-29]均通过过热的空气对竹筒进行加热,发现软化效果较好,有利于展平的进行。程瑞香等[30]先将毛竹筒浸入水池中8 h,再将其放入密闭容器中升温至120 ℃软化处理30 min,发现软化后竹材的弹性模量下降至6.42 GPa,玻璃化转变温度降至88 ℃,且近青面和近黄面的硬度分别下降42.0%和54.7%,软化效果明显。高温处理过程中,竹材中的半纤维素会发生较大程度的降解,产生的乙酸会进一步催化纤维素分子羟基间的脱水缩聚,使游离羟基的数量明显减少,同时木质素在高温下稳定性较高,从而使得处理材尺寸稳定性提高、吸湿性降低[31]。高温软化速率快,软化效果好,处理材综合性质提高,可处理长圆竹筒,适合企业大批量生产。但是,处理材弹性模量的降低是处理材含水率和温度的共同作用效果,因此在高温处理前,往往需要对竹材进行含水率提高预处理;同时,在高温软化处理过程中,伴随着水分的蒸发,竹材逐渐变干,软化效果逐渐变差,甚至发生开裂现象,导致在工业化制造竹展平板生产中也失去技术优势。
2.2 饱和蒸汽热软化
在前人研究的基础上,李延军等[15-16,32-33]开展了对竹材无裂纹软化展平生产工艺的研究,在借鉴竹集成材竹片饱和蒸汽炭化处理工艺,提出了竹材“高温高湿软化展平”技术。研究表明,使用饱和蒸汽软化代替水煮软化的方法,不仅可以高效率地实现竹材的热改性,还可以有效改善竹材物理力学性能并减少污染[34-36]。更重要的是,饱和蒸汽软化可以使竹材在高温软化过程中一直保持较高的含水率。水分的存在不仅提高软化过程中热量在竹材中的传输效率,还会对软化过程中竹材化学组分的变化规律产生影响。水分的存在会加剧纤维素和半纤维素的热解反应[37]。如图2为工厂生产中的饱和蒸汽软化竹筒和弧形竹片的照片。从图中可以看出,无论是竹筒还是竹片,为了提高生产效率,对于较大的压力罐放置处理材时可以考虑排布2~4层;上下两层处理材之间保留一定间距,使得蒸汽顺利到达每个处理材,降低处理材之间软化效果的差异性。同时,对于弧形竹片来说,统一采用竹青向上、竹黄向下的摆放方式,避免在处理材表面发生冷凝的蒸汽水在弧形竹片沟槽中聚集,使处理材表面产生颜色差异。

图2 竹筒(a)和弧形竹片(b)饱和蒸汽热处理现场
2.3 物理协助软化处理
2.3.1 微波协助软化
日本学者Norimoto等[38]首先提出通过微波技术软化木材。微波软化的效率与生物质材料的初始含水率密切相关,提高初始含水率可以加快微波软化速率,在相同的微波功率和处理时间条件下,随着初始含水率的增加,处理材弹性模量下降越厉害,脆性降低,软化效果越好[39]。研究结果显示,在微波软化处理前竹材中需保持一定的初始含水率才能保证软化效果,且微波功率、处理时间以及初始含水率对软化效果的影响程度递增;相反地,微波处理对竹材有干燥作用[40-41]。
2.3.2 竹材表面状态改变协助软化
由于竹材的竹青、竹黄面至竹材壁厚的中心,存在含水率和化学成分梯度,竹材的维管束体积分数从竹青侧至竹黄逐渐减小。竹青和竹黄的结构和材性差异会影响软化的效果,同时,由于竹青侧和竹黄侧硬而脆,其横向弹性模量比竹肉部分大,也影响展开效果。为了解决这一问题,前人进行了许多尝试。谢力生等[42]提出将半圆形竹筒去内节、去青后,再通过加热加压将厚度和外表面周长已经调整成定值的竹块展平成平板状。由于在软化展平过程中,竹青的干缩率是竹黄的1.34倍,竹黄更容易发生开裂[43]。陈崇正、丁定安等[44-45]为中断展平过程中竹黄部位的裂隙发展,在去除内节的竹片内壁上增加斜线浅槽或者纵向导向裂纹,从而降低应力集中,提高竹材展平质量。该方法中竹青层是没有破解的完整体,基本上保留竹青、竹黄,最大程度保留竹材的有效实物量,同时发现竹筒分片弧长越小,弧度越大,竹材利用率越高。
目前,工业上比较常见的软化展平前竹材内外表面预处理技术是使用竹筒去内节机和去青机,分别采用“先破竹筒节隔后浮动铣削内节”和“浮动铣削去除竹青和竹节”等技术去除竹材内外节和竹青。图3为去内节机和去青机实物图[46]。去内节机由芯轴、冲头、多齿铣刀和限位环等构成[47]。工作时,组合铣刀插入竹筒,冲头首先冲破节隔,然后竹筒由布置在两处的3个橡胶摩擦轮支撑并驱动旋转,旋转方向与铣刀相反。由于两个方向气缸的不对称加压,使竹筒内壁紧贴限位环外圆周,以竹筒内壁为基准进行铣削,解决了竹筒的尖削度、不圆度、弯曲度等生长缺陷的影响。随着组合铣刀的旋转,铣刀对竹筒内壁残余内节进行铣削,使其与竹筒内壁平齐,从而实现高效自动去除竹筒内壁残余内节的目的。去青机工作时,竹筒通过锥形卡头从两端卡紧并驱动旋转,铣削工作头从一端沿竹筒轴向移动到另一端,完成铣削加工。通过控制气压调节铣刀作用于竹筒上的径向压力,限位环紧贴已铣削竹筒的外壁,使铣削工作头随竹筒轮廓的变化而上下浮动,能适应竹筒的尖削度、不圆度、弯曲度的变化[48-49]。

图3 去内节机(a)和去青机(b)实物图
3 竹材展平
竹材的展平主要是依靠压力作用将竹筒展成平直状竹片,软化后竹材的展平效果受竹材弧度和外径的影响较大[50-51]。传统的展平技术是将软化后的半圆形竹筒通过链条输送的方式放在平板式热压机,在上下压板的温度和压力作用下一次加压展平。为了提高生产效率,可以设计多层平板式热压机代替单层压机。这种方法设备和工艺简单,但竹材在展平过程中应力大,容易产生贯穿且连续的裂缝。黄河浪等[52]提出一种原竹弧状竹片的展平方法,将多块带有竹青和竹黄并具有等宽度平行边的弧形竹片平行排列于带有可调侧压机构的热压机中,侧压机构方向与竹片纤维方向平行,之后通过逐渐增加热压压力实现竹片展平。这样得到的展平竹片表面裂缝较少或没有裂缝,但难以实现连续化生产,只适合小规模、低成本生产。李延军等[15]设计出一种竹材展平的设备和工艺,将去青去黄并且开槽和软化后的竹筒置于如图4a所示的展平设备中。该展平设备由一对轴向相互平行的辊组成,其中一个辊表面光滑,另一个辊表面设置有分散且呈锥形、长方体形或短“V”形凸起的钉辊。在竹材受到上下辊压力展平的同时,竹材表面在钉辊的作用下形成导裂眼,释放竹黄面展平时产生的应力,从而使得竹材表面不开裂。该方法成功的关键在于开槽后的竹筒需要在160~180 ℃的饱和蒸汽环境中软化4~20 min,并趁热进入展平设备。饱和蒸汽软化可以使得竹材中半纤维素部分迅速降解,纤维素和木质素达到玻璃态转化温度,实现竹筒的高效软化;同时,在饱和蒸汽热处理过程中,槽口会变宽,便于进入展平设备。根据不同的竹筒壁厚,需要调整软化温度和软化时间。图4b为通过该设备和方法展平后得到的竹板材,竹黄面有明显的钉眼。在实际使用前需要根据产品要求进行一定厚度的刨削,达到表面光洁的目的,但该过程降低了原材料利用率。另外,由于受限于竹材有大小头、尖削度、弯曲度等因素,竹筒长度在80 cm左右为宜,展平后竹板材幅面有限。这类产品目前主要用作竹砧板的制作。

图4 横向展平机(a)和展平后得到的竹板材(b)
针对大弧度竹材一次展平过程中应力大、裂缝深、质量较差等问题,开始尝试使用逐级加压展平代替一次展平方法:在连续加压的展平机内,竹筒沿圆弧切线方向进给的同时进行加压展平。这种方法能够满足连续生产的要求,提高生产效率。根据所使用的渐变压辊组的不同,分为有刻痕竹展平和无刻痕竹展平两种技术。
3.1 有刻痕竹展平技术
林海[53]设计了一种竹材纵向展平方法及相应设备,如图5所示。如图5a,该设备根据其不同部位上下辊轮的形态不同主要分为展开轧辊区域(区域1)、压平区域(区域2)以及反曲辊区域(区域3)等3个区域。首先是展开轧辊区域,该区域中装备有刻线展开辊,其圆周表面斜向设置一组相互平行的刻线刀(图5b),刻线刀与辊的轴向方向呈25°~40°,相邻刻线展开辊上的刻线刀方向呈交叉设置。另外,纵向设置的相邻两个刻线展开辊之间的轴向厚度差为2~4 cm。去内节、去青、开槽、180 ℃饱和蒸汽软化后的竹筒沿着导向辊经过展开轧辊区域。随着竹筒展开弧度逐渐加大,该区域的有刻线展开辊圆周两侧表面仍然设置相互平行的刻线刀,但中部表面为光滑的结构(图5c)。图5d为辊与竹筒之间的相互作用示意图,随着辊的轴向宽度的增加,竹筒逐渐展开,接着竹筒进入压平区域,该区域由各压平托辊圆周面的上表面和压辊圆周面的下表面构成。竹板材经过压平托辊和对应压辊的相互挤压,从而被压紧压实,不仅能保证最终处理后的竹板材平整结实,而且大大提高了工作效率。最后,展平后的竹板材进入反曲辊区域,其装备的辊与前两个区域完全不同(图5e),表面光滑,主要是使得展平后的竹板向竹青方向稍微弯曲,强制其进一步展平定型。制备得到的竹展平板如图5f所示,其竹黄面形成菱形线槽,线槽的宽度一般为1.5~2 mm,深度为2~4 mm,相邻线槽间距为5~8 mm。这些线槽的存在,有利于分散竹筒竹黄面在展平过程中产生的内应力。以该方法制备得到的展平板幅面较大,选取的竹筒长度可达到2~3 m,产品可适用于竹地板、竹结构材等。该方法同样存在竹黄面有明显的刻痕,在实际使用前,需要根据产品要求进行一定厚度的刨削,竹材利用率降低等问题。同时,竹黄面的刻痕也在一定程度上影响了竹展平板的力学性能。
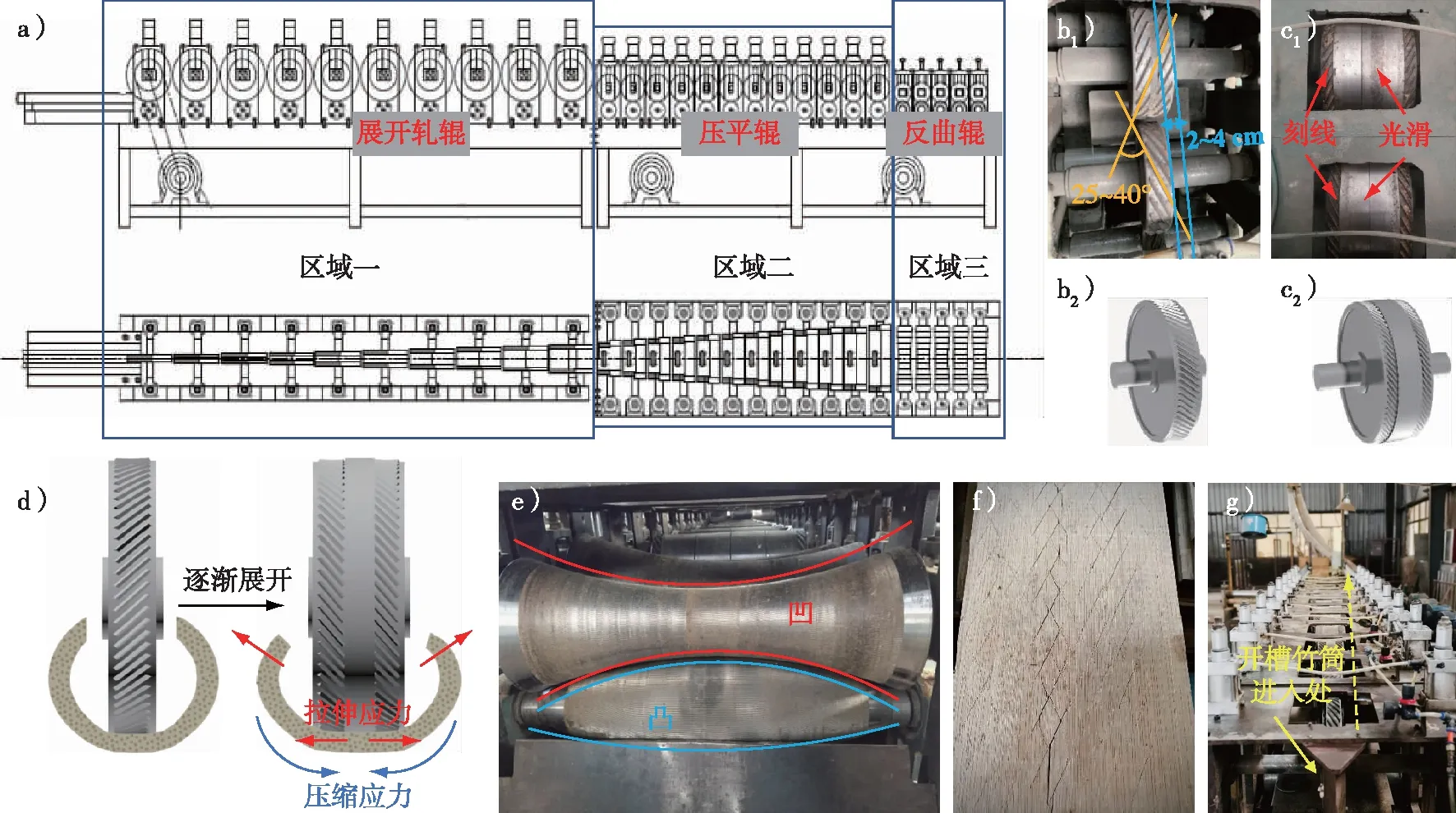
a)纵向展平机结构示意图;b、c)两种不同的有刻线展开辊;d)两种不同的有刻线展开辊作用于不同展开程度竹筒的示意图;e)反曲辊实物图;f)黄面带有刻线的竹展平板;g)纵向展平机实物图。
3.2 无刻痕竹展平技术
基于已有的竹材展平工艺需要在竹黄面扎眼或刻痕,影响了竹材资源的利用率和材料的强度,此方式适合用于宽幅竹展平板制品加工。经过不断地探索和改进,李延军等[54]提出弧形竹片高温高湿软化无刻痕展平竹装饰板生产新技术,为竹材高效利用提供了一个新思路。不同于竹筒需要进行去节去青预处理,弧形竹片展平板生产过程只包括弧形竹片制备、竹片高温高湿软化处理和竹片刨削展平一体化处理,其中竹片去青去黄和去内节处理均在无刻痕刨削展开一体机上进行(图6),与竹片展开处理同时进行。展平前,竹材首先根据尖削度、弯曲度和应用需求等进行截断,之后在竹段上延纤维方向呈直线至少开2个以上贯通槽,实现开片。开片数量由竹段小头周长和所需展平板宽度共同决定。开片后得到的弧形竹片同样需要经过饱和蒸汽进行软化,软化温度和时间主要由选取竹段的离地高度和厚度共同决定。软化后的弧形竹片需要立即进入刨削展平一体机中进行处理,间隔时间太久,弧形竹片温度下降太大,会导致竹片硬度提高而塑性降低,进行展平时就容易发生开裂。如图6a所示为无刻痕展平一体机示意图,其分整形区、逐级展开区以及压平区三部分。由于竹材壁薄中空,横断面呈不规则圆形,使得弧形竹片弧度不规整,因此,需要首先在整形区将软化后的弧形竹片碾压整形,对竹材的弧度进行微调,将不同弧度的竹材均通过碾压整形至预设的弧度,使原本形状不同的竹材修整成统一的形状。如图6b为整形区一开始的4个定型辊实物图,从图中可以看出,这4个辊成球形,辊表面均匀设置有分散且呈长方体形小凸起,用来释放整形时竹黄面产生的应力。紧接着,采用多组刨青切削机构(图6c)和刨黄切削机构(图6d)去青去黄,除去展平时易开裂的竹黄部位和密度最大的竹青部位利于展平,同时去除竹片传统的去青去黄工序,提高了生产效率,便于连续化生产。刨黄和刨青切削机构交替出现,两者之间设有多组弧面整形辊,与之前的4个辊不同的是,辊表面虽然同样均匀分布有凸起,但凸起的高度很小,主要是起到进一步整形的作用,避免辊上的钉眼伤害到起力学作用的竹肉(图6e)。这些凸起一方面可以在经过高温高湿软化处理的光滑竹黄面上施加微小的破坏,利于后续的铣削处理,同时多组整形辊在碾压输送过程中也将部分竹内节和竹隔进行压溃破坏,去除大部分竹隔,利于后续铣削加工。接着,竹片被输送至逐级展开区,该区域由多组渐平弧辊组成(图6f)。如图6g所示为其中一组上压辊和下压辊,上压辊和下压辊形成与竹材相适应的弧形展开间隙,该间隙的弧度逐级减小。最后,竹材进入压平区,该区域包括至少1组压平辊,压平辊的上下压辊之间形成的间隙为平面,主要用于压平竹材。弧形竹片在展开机构中进行逐级展开,直至完全压平。在使用该技术时,不需要在竹材上刻槽,无需导裂线就能展开竹片,所需的工序较少,成本较低,展平后的板材长度可达到3.0 m以上,可应用于竹家具、竹地板、刨切单板、梁柱等的加工制造。该弧形竹片无裂纹展平生产技术展开时不容易开裂,成品率高,可将传统竹集成材的竹材资源利用率由30%提高到55%,降低胶黏剂用量30%,生产效率和产品附加值提高20%以上,对竹材新产品开发具有现实意义[54]。目前,该技术已在国内竹产区推广,10余条生产线分布在浙江、江西、福建、湖南等省。
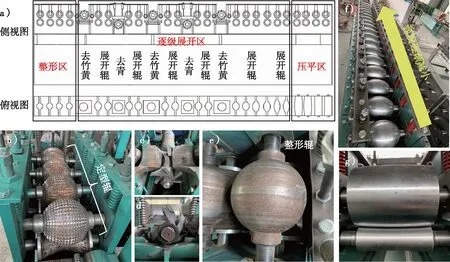
a)一体机示意图;b~e)定型辊、刨青、刨黄切削机构和整形辊实物图;f、g)分别为渐平弧辊的俯视和侧视实物图。
4 竹展平板定型干燥处理
如果干燥方法和参数把握不当,容易引起竹展平板开裂等各种缺陷现象发生。经过饱和蒸汽软化后展平的竹板材,其含水率可达50%~80%。展平后的竹板由于其内应力、生长应力、密度梯度以及吸湿解湿性等会引起板材一定程度的变形、弯曲等现象,因此需要对其进行定型处理,削除其内应力,防止竹材在冷却时出现反弹弯曲情况[55]。目前,对于短幅竹筒展平板可以直接堆垛,进入隧道窑干燥,而对于长幅竹展平板根据其特征,干燥定型处理的方法主要有以下两种。
4.1 辊筒冷却与干燥协同处理
对于无刻痕弧形竹片展平板由于其内应力没有得到完全释放,容易回弹变形,生产中采用先辊筒冷却定型,再进行板材干燥定型的协同处理方法。利用辊筒冷却定型机将展平后的高温高湿竹板进行快速冷却定型,提高板材平整度,可以减少后期堆垛时板材的开裂比例。辊筒冷却定型机将展平后的竹板首先进行冷却定型处理(图7a),再进行压垛干燥处理。辊筒冷却机可以装备连接蓄水槽的水冷、雾化或者冷风等降温装置,使得竹板材在润湿的条件下温度逐渐降低,达到应力释放的效果,之后再进行干燥处理。辊筒冷却过程中,上下辊筒对竹材进行施压,导致竹展平板板面比较平整。辊筒冷却定型适合于较薄的竹展平板,较厚的竹展平板在辊筒冷却过程中由于其应力较大,在处理过程中容易开裂,在加工时要保持其较高的温度下快速进行。定型干燥采用压垛法,定宽后的竹展平板采用黄面对黄面或青面对青面的方式进行堆垛,并以宽2.5 cm、厚0.5~1.0 cm的竹条或者不锈钢条作为隔条进行堆垛。竹板材干燥时,干燥窑的温度一般不能高于70 ℃,防止竹展平板因干燥速度过快而产生变形和开裂。同时,定型干燥采用压垛法,在垛体的上部压制重物防止板材的翘曲变形;或者采用特殊的加压设备,在干燥过程中间歇地逐渐解除部分压力,方便竹板材排湿和自由收缩,以加快竹板材的水分蒸发和防止由于干缩应力而产生的横向开裂。干燥时,以每8~12 h升温3~5 ℃速度升高窑体温度,当干球温度在60 ℃、竹板含水率达到10%左右时,开始进行喷蒸回弹处理。之后,冷却至常温下出窑,养生处理。平衡处理后的展平竹板从堆垛内取出,进行表面砂光或刨光处理,即得到可以用于多层板胶合、竹木复合等二次加工的无裂纹展平竹板材系列产品。图7b为无刻痕竹展平板实物照片,与有刻痕竹展平板(图5f)相比,无刻痕竹展平板竹黄面没有用来释放展开应力的菱形刻痕或者钉眼。
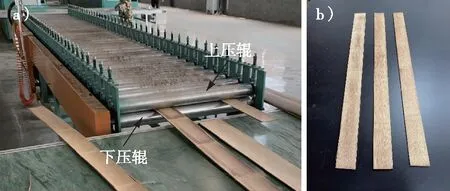
a)辊筒冷却定型机;c)无刻痕竹展平板。
4.2 压机冷压定型、水煮与干燥协同处理
辊筒冷却定型机存在占用场地较大、板材平整度不均匀等缺点,同时,喷蒸回弹干燥工艺同样较为耗时,且能耗较大,使得实际生产中成本较高。因此,一些企业尝试使用压机冷压定型的方法代替辊筒冷却定型,再使用水煮的方法代替喷蒸回弹,这样简化了冷却定型和干燥工艺。具体地,将展平后的竹板材直接置于装备有水冷却系统的多层压机上冷压处理5~7 min,并在此过程中通过水冷却系统使用循环水冷却压机的上下压板,使得竹板材在压力作用下逐渐冷却定型。冷压压力一般为1~2 MPa,防止压力过大使得竹板材压溃或厚度方向压缩过大,影响板材力学性能和出材率。之后,将展平竹板材从压机上卸下,堆垛后置于60~80 ℃水煮1 h,一方面使得竹板材厚度和宽度方向回弹0.3~0.5 mm;另一方面去除高温高湿处理后竹材中的多糖降解产物,使得竹板颜色均匀,并进一步提高展平竹板材的耐候性。最后,将水煮后的展平竹板材堆垛,固定后送入竹材加工企业常用的隧道窑或者干燥窑进行干燥定型处理,干燥温度控制在35~60 ℃之间,干燥时间为5~7 d。待竹板材含水率在9%以下时,从堆垛中取出展平竹板材,进行表面砂光或刨光处理,制得无裂纹竹展平板产品。该技术适用于有刻痕的长幅竹展平板的干燥定型处理。
5 展 望
竹材展平技术是近年来竹材高效加工和利用的实用技术,该技术能实现整竹利用,对于我国竹资源向资源节约和高附加值方向发展,提升竹产业科技含量,具有积极的推动作用。我国在涉及竹展平板生产的技术和设备两方面均具有自主知识产权。“先破竹筒节隔后浮动铣削内节”技术和相应装备(去内节机)、“浮动铣削去除竹青和竹节”技术和相应装备(去青机)、竹片“刨削展平一体化”技术和装备等新技术、新装备的成功开发和应用,大幅提高了竹材加工的自动化水平,降低劳动生产强度,提高生产效率,为提高我国竹加工业的质量和效益,促进竹产业从劳动密集型向科技密集型转变提供了有力的科技支撑。同时,我国在同类研究中处于国际领先水平。随着我国生物质基建筑材料和竹结构的发展,竹展平技术将进入一个快速发展阶段。竹展平板可以加工成展平竹砧板、展平竹地板、展平竹刨切单板、展平竹家具、竹制日用品、梁柱等的相关产品,这大大拓宽了竹材加工的应用领域,提升了竹材资源利用率和附加值。但竹展平技术在发展过程中尚有下列问题需重视和解决:
1)生产规范化及质量标准体系的建立。强化竹展平板相关标准体系建设,在实施好刚颁布的《竹展平板》(LY/T 3204—2020)《展平竹地板》(LY/T 3201—2020)《竹单板》(LY/T 2222—2020)等国家林业行业标准基础上,加快展平竹砧板、展平竹集成材、结构材等标准的制定,以期规范相关产品质量、引导行业良性健康发展。
2)能源高效利用、环境保护与产业园建设。相关企业在选址时需要政府部门进行统一规划,建设竹产业园区,实现园区统一、规范化供汽和污水处理,防治污染、控制成本,同时,注重将加工后的蒸汽进行回收处理和再利用。
3)开片、软化展平以及干燥工艺有待改进与熟化。与设备厂家密切配合,积极吸收木材加工机械设备的先进技术,继续完善竹展平生产工艺的连续化和自动化,实现展平竹产品的高效、大规模机械化生产。
4)产品市场认可度有待进一步提升。竹展平技术正处于产业化初步阶段,需要高校、科研单位、企业和政府部门密切配合,积极参与诸如中国进出口商品交易会(广交会)、中国(上海)国际技术进出口交易会等贸易博览会,展示产品,扩大国内外影响和关注度,提高产品的市场认可度。
猜你喜欢
林业科学(2022年6期)2022-10-15
林业工程学报(2022年4期)2022-08-03
湖北农业科学(2022年8期)2022-05-23
东北林业大学学报(2021年9期)2021-11-03
杂文选刊(2021年9期)2021-09-09
林业工程学报(2021年3期)2021-05-31
启迪与智慧·下旬刊(2020年4期)2020-06-19
保健与生活(2019年4期)2019-08-01
发明与创新·中学生(2017年12期)2017-12-11
知识窗(2016年12期)2016-12-13
