
国产超级增粘树脂HI在全钢子午线轮胎三角胶和趾口耐磨胶中的应用
2021-07-20 10:23廖万林
轮胎工业 2021年11期
刘 琦,王 钊,李 辉,刘 平,高 明,廖万林
(宁夏神州轮胎有限公司,宁夏 平罗 753400)
全钢子午线轮胎的三角胶和趾口耐磨胶配方中由于添加了大量的炭黑,导致混炼胶的加工非常困难,能量消耗巨大,同时加工过程还对密炼设备造成损伤,如开炼机安全垫片和螺杆挤出机容易损坏。通过试验发现,在不影响三角胶和趾口耐磨胶表面粘性的前提下,使用国产超级增粘树脂HI替代部分进口乙炔树脂Koresin能够很好地解决胶料的加工困难问题,同时避免混炼过程对密炼设备的损伤[1-10]。
本工作主要研究国产超级增粘树脂HI替代部分进口乙炔树脂Koresin在全钢子午线轮胎三角胶和趾口耐磨胶中的应用。
1 实验
1.1 主要原材料
天然橡胶(NR),STR20,泰国产品;顺丁橡胶(BR),牌号9000,中国石油天然气股份有限公司产品;炭黑N375和N330,乌海黑猫炭黑股份有限公司产品;环保芳烃油,洛阳嘉晟油品有限公司产品;普通氧化锌,纯度为99.70%,扬州振中锌业有限公司产品;硬脂酸,连云港益海化工有限公司产品;均匀剂RH-100,连云港锐巴化工有限公司产品;防老剂4020和RD,山东尚舜化工有限公司产品;不溶性硫黄HD OT20,江西建博士橡胶助剂有限公司产品;硫黄粉,兰州金龙天威橡胶工贸有限公司产品;促进剂TBBS,天津科迈化工股份有限公司产品;超级增粘树脂HI,安徽阜阳宏利化工有限公司产品;乙炔树脂,牌号Koresin,国外进口产品。
1.2 配方
1.2.1 三角胶
生产配方:NR 100,炭黑N330 76,氧化锌6,硬脂酸 3,防老剂RD和4020 1.2,环保芳烃油 2,乙炔树脂Koresin 3,硫化体系 7.3,其他 2.4。
试验配方以2份超级增粘树脂HI替代1份乙炔树脂Koresin,其余均同生产配方。
1.2.2 趾口耐磨胶
生产配方:NR 40,BR 60,炭黑N375 80,氧化锌 3.5,硬脂酸 2,均匀剂RH-100 5,防老剂RD和4020 3.1,环保芳烃油 3.8,乙炔树脂Koresin 3,硫化体系 3.5,其他 2.3。
试验配方以2份超级增粘树脂HI替代1份乙炔树脂Koresin,其余均同生产配方。
1.3 主要设备和仪器
BB430型和BB-2型密炼机,日本神户制钢公司产品;GN255型密炼机,益阳橡胶机械集团有限公司产品;XK-160型开炼机和XLB-800型平板硫化机,青岛先锐机电公司产品;MV2000型门尼粘度仪和MD2000型无转子硫化仪,美国阿尔法科技有限公司产品;3365型电子拉力机,美国英斯特朗公司产品;GX-YLN-1212型轮胎耐久性试验机,青岛高校测控技术有限公司产品;LT5000型轮胎强度试验机,中国台湾高铁检测仪器有限公司产品。
1.4 试样制备
1.4.1 小配合试验
首先在BB-2型密炼机中混炼,加料顺序为:生胶、小料(转子转速为70 r·min-1,压压砣40 s)→1/2炭黑、环保芳烃油(转子转速为60 r·min-1,压压砣50 s)→剩余1/2炭黑(转子转速为40 r·min-1,压压砣30 s)→提压砣→压压砣300 s或160 ℃排胶,使用XK-160型开炼机薄通3遍出片,停放2 h。然后在开炼机上加入硫化体系[辊筒温度为(60±5) ℃],待料完全吃入后打8次三角包,出片,停放8 h。
使用平板硫化机硫化试样的条件为151℃×30 min。
1.4.2 大配合试验
胶料采用4段混炼工艺。一段混炼在BB430型密炼机中进行,转子转速为40 r·min-1,压砣压力为13 MPa,加入NR、部分小料和3/8炭黑,混炼180 s,停放2 h;二段混炼在BB430型密炼机中进行,转子转速为35 r·min-1,压砣压力为13 MPa,加入一段混炼胶、环保芳烃油、BR和1/2炭黑,混炼160 s,停放2 h;三段混炼在BB430型密炼机中进行,转子转速为25 r·min-1,压砣压力为13 MPa,加入二段混炼胶和1/8炭黑,混炼130 s;四段混炼在GN255型密炼机中进行,转子转速为18 r·min-1,压砣压力为12 MPa,加入三段混炼胶和硫化体系,混炼180 s,停放8 h。
试样硫化工艺及条件同小配合试验。
1.5 性能测试
胶料性能按国家标准测试,成品轮胎性能按相应国家或企业标准测试。
2 结果与讨论
2.1 理化分析
超级增粘树脂HI和乙炔树脂Koresin的理化分析结果见表1。

表1 两种增粘树脂的理化分析结果
从表1可以看出,超级增粘树脂HI的软化点明显低于乙炔树脂Koresin。
2.2 表面粘性
超级增粘树脂HI和乙炔树脂Koresin对混炼胶表面粘性的影响见表2。
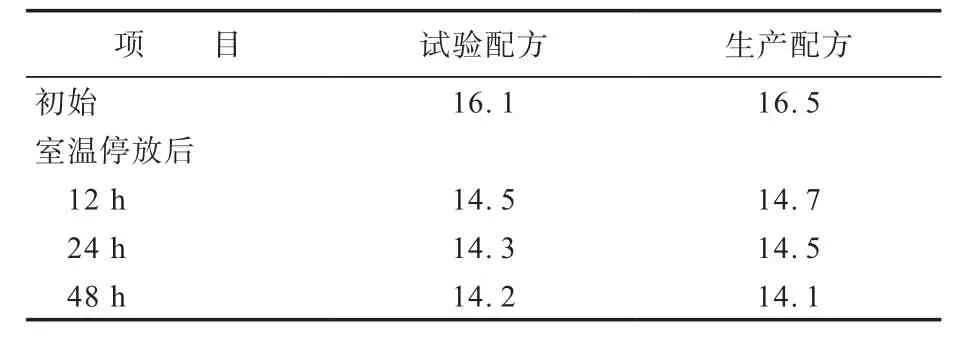
表2 超级增粘树脂HI和乙炔树脂Koresin对混炼胶表面粘性的影响 N
从表2可以看出,超级增粘树脂HI和乙炔树脂Koresin对混炼胶表面粘性的影响没有明显差异。
2.3 小配合试验
三角胶小配合试验结果见表3。
从表3可以看出,与生产配方胶料相比,试验配方胶料的门尼粘度明显减小,硫化胶的拉伸强度和拉断伸长率略低,其他物理性能无明显差异。

表3 三角胶小配合试验结果
趾口耐磨胶小配合试验结果见表4。
从表4可以看出,与生产配方胶料相比,试验配方胶料的门尼粘度明显减小,老化前硫化胶的拉伸强度增大,撕裂强度减小,其他物理性能无明显差异。

表4 趾口耐磨胶小配合试验结果
2.4 大配合试验
三角胶和趾口耐磨胶大配合试验结果分别如表5和6所示。
从表5和6可见,大配合试验结果与小配合试验结果基本一致。
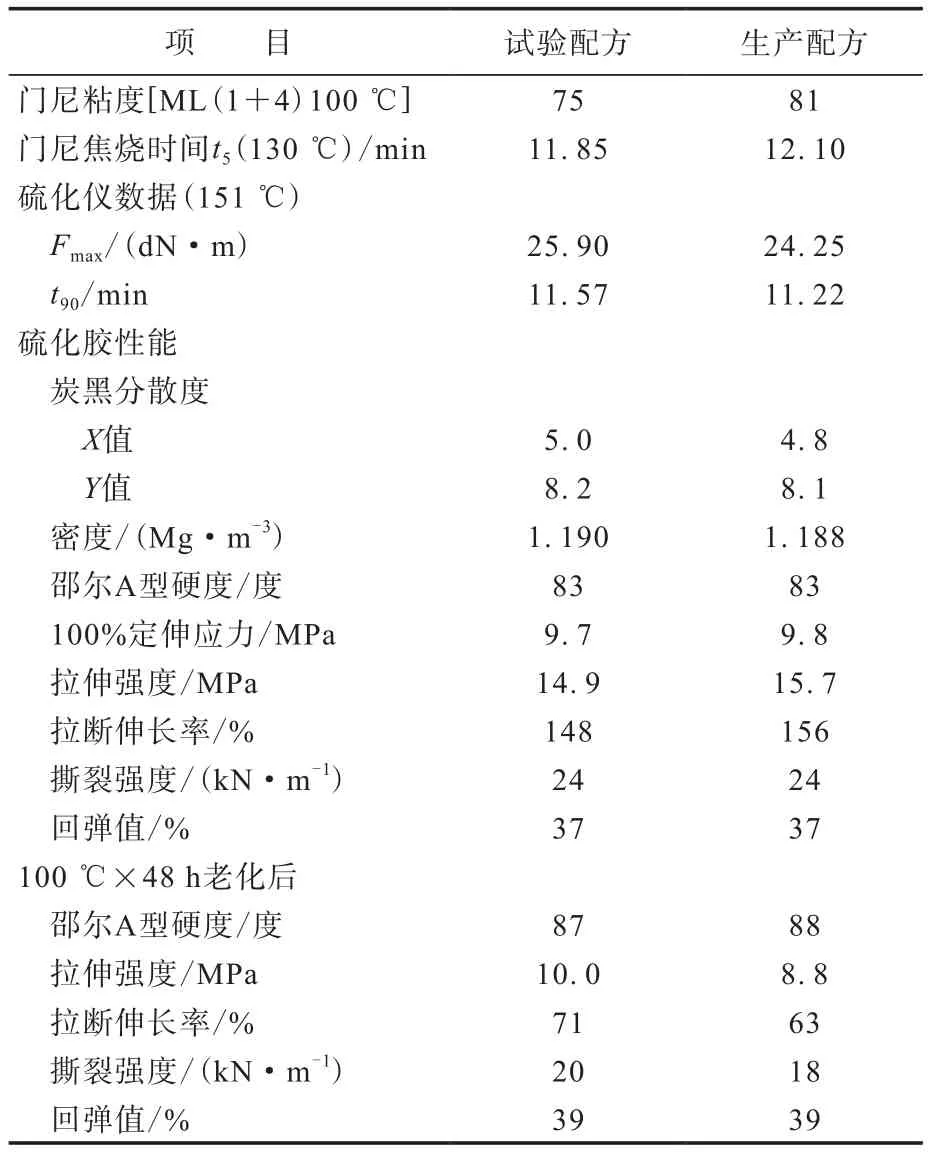
表5 三角胶大配合试验结果

表6 趾口耐磨胶大配合试验结果
综合小配合和大配合试验结果,在相同混炼工艺条件下,试验配方胶料的门尼粘度比生产配方胶料低,说明添加超级增粘树脂HI可以改善三角胶和趾口耐磨胶的加工性能,降低生产过程中的能量消耗。
2.5 成品性能
采用试验配方胶料试制4条315/80R22.5 20PR轮胎进行性能试验。
2.5.1 耐久性能
成品轮胎的耐久性试验条件及试验结果分别见表7和8。
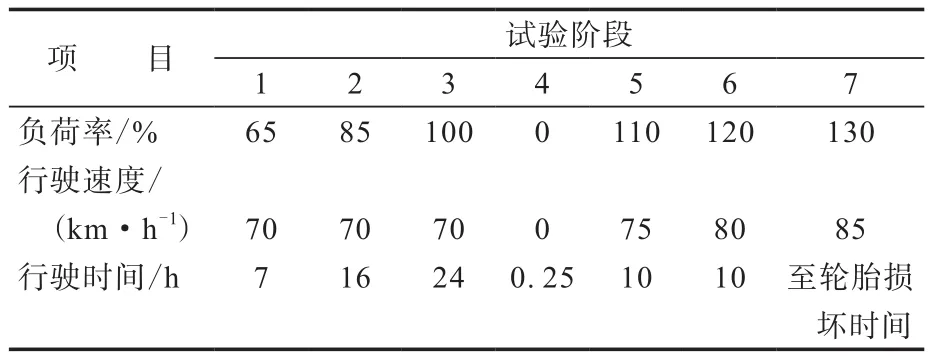
表7 成品轮胎的耐久性试验条件
从表8可以看出,试验轮胎与生产轮胎的耐久性能相近。

表8 成品轮胎的耐久性试验结果
2.5.2 速度性能
成品轮胎的速度性能试验条件及试验结果分别见表9和10。

表9 成品轮胎的速度性能试验条件
从表10可以看出,试验轮胎与生产轮胎的速度性能没有明显差异。
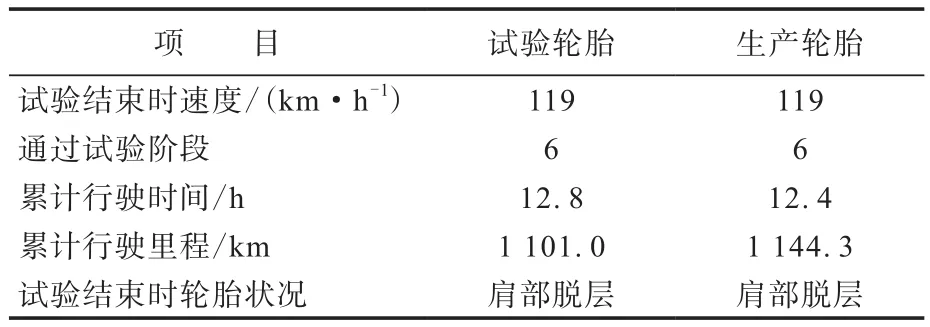
表10 成品轮胎的速度性能试验结果
2.6 成本分析
根据最新原材料价格核算,在全钢子午线轮胎三角胶和趾口耐磨胶配方中使用2份国产超级增粘树脂HI替代1份进口乙炔树脂Koresin,按315/80R22.5 20PR轮胎计算,每条轮胎可节约生产成本0.30元;按我公司轮胎年产240万套计算,每年可节约原材料成本约72万元。
3 结论
在全钢子午线轮胎三角胶和趾口耐磨胶中使用2份国产超级增粘树脂HI替代1份进口乙炔树脂Koresin,胶料的门尼粘度明显降低,有效改善了高炭黑填充胶料的加工性能,减小胶料混炼的能量消耗,对混炼胶表面粘性无明显影响,硫化胶的物理性能和成品轮胎的耐久性能和速度性能相当,同时可节约原材料成本。
猜你喜欢
橡胶科技(2022年9期)2022-09-29
橡胶科技(2022年8期)2022-09-01
橡胶工业(2022年5期)2022-07-20
橡胶工业(2022年5期)2022-07-20
橡胶工业(2022年7期)2022-07-19
橡塑资源利用(2022年1期)2022-06-17
燃料化学学报(2022年1期)2022-02-17
商品与质量(2021年31期)2021-11-23
轮胎工业(2021年10期)2021-07-20
疯狂英语·新阅版(2019年6期)2019-09-10
