
Fabrication of Ti/Al/Mg laminated composites by hot roll bonding and their microstructures and mechanical properties
2021-07-09 03:17PengjuWANGZejunCHENHongtoHUANGJinshuLINBoxinLIQingLIU
CHINESE JOURNAL OF AERONAUTICS 2021年8期
Pengju WANG, Zejun CHEN,b,*, Hongto HUANG, Jinshu LIN,Boxin LI, Qing LIU
a College of Materials Science and Engineering, Chongqing University, Chongqing 400044, China
b State Key Laboratory of Mechanical Transmissions, Chongqing University, Chongqing 400044, China Received 28 May 2020;revised 15 June 2020; accepted 2 August 2020
KEYWORDS Al texture;Hot roll bonding;Interfacial microstructure;Mechanical property;Ti/Al/Mg laminated sheet
Abstract Ti/Al/Mg laminated composites were successfully fabricated by hot roll bonding. The effects of the rolling reduction on the microstructural evolution and mechanical properties of the composites were explored.The results show that Ti/Al/Mg laminated sheets exhibit good interfacial bonding. The rolling reduction has a significant effect on the deformation inhomogeneity through the thickness of the Al layer. The initial grains of the Al layer near the Ti/Al interface are fragmented into fine equiaxed grains,and the grains at the center and near the Al/Mg interface are elongated. The R-cube shear texture of the Al layer forms near the Ti/Al interface and permeates into the center layer in the samples with greater rolling reductions. The β-fiber rolling texture of the Al layer is observed near the Al/Mg interface and increases with the increase of rolling reduction.The stress–strain curves indicate that the fracture appears first in the Mg layer.With the increasing rolling reduction, the ultimate tensile and yield strength values increase, and the elongation up to the Mg layer fracture decreases.
1. Introduction
With the rapid development of modern industries such as the aerospace, electronics and automobile industries, it has become increasing difficult for traditional metals to fulfill the performance requirements of state-of-the-art applications.This has motivated investigations of novel materials such as laminated metal composites (LMCs) that consist of two or more dissimilar metals, which have been investigated due to their outstanding impact resistance, flexibility, wearresistance, and corrosion resistance.1Many methods such as roll bonding, explosive welding, twin-roll casting and vacuum diffusion bonding have been exploited for the fabrication of laminated composites. Among these methods, roll bonding is one of the most common methods that is both convenient and efficient; hence it is a rational choice for use in industrial production. Over the past few decades, roll bonding has been successfully used to fabricate various multilayered composites including Al/Cu/Al,2,Al/Mg/Al,3,4Al/STS,5Ti/STS6and Ti/Al.7–9
Recently, the hot rolling clad sheets that contain Al, Mg and Ti have been widely explored. Ma et al.10studied the hot roll bonded AA6061/TC4 clad sheets. They found that the microstructure through the thickness of the Al layer was inhomogeneous due to the shear deformation caused by the roller.Lee et al.11researched the effect of secondary warm rolling technology on the microstructures and mechanical properties of the Al/Mg clad sheets. It was found that the Mg layer could form a uniform, equiaxed grain structure. Therefore,the tensile properties of the composites were improved. Nie et al.12studied the hot rolling Al/Mg clad sheets.It was found that the annealing temperature and time had a significant effect on the microstructural evolution and mechanical properties of the clad sheets. Qi et al.8and Xiao et al.13investigated the Ti/Mg and Ti/Al clad plates fabricated by differential temperature rolling. They found that the rolling reduction and heating temperature of the Ti layer had remarkable effects on the bonding interface, shear strength of the clad sheets and the thickness ratio of different constituents. Motevalli and Eghbali14studied the Ti/Mg/Al clad sheets fabricated by ARB process at 150°C. However, it was found that Mg and Ti layers were dramatically necked and cracked after the first ARB cycle.Therefore,they attained Al matrix composites with the reinforcing materials of Ti and Mg particles after the 6 rolling passes. However, the large difference in the mechanical properties between Mg and Ti alloys poses a huge challenge to the direct roll bonding of the Mg and Ti alloys. Moreover,according to the Mg/Ti binary phase diagram,15there is almost no solid solubility or chemical reaction between Mg and Ti alloys. Therefore, roll bonding between Ti and Mg alloys through the addition of an Al alloy is a good method for the fabrication of lightweight 3-ply clad sheets.
Containing the Mg alloy with lower density and the Ti alloy with excellent mechanical properties, the obtained Ti/Al/Mg laminated sheets have great potential for future use in the aerospace industry. Wang et al.16explored the Ti/Al/Mg/Al/Ti five-ply sheets with various rolling reductions at 450°C. The largest tensile strength of 337.8 MPa was attained; this high value was mainly due to the grain refinement of the Mg layer.Nie et al.17studied the effects of twins and dynamic recrystallization on the microstructures and mechanical properties of Ti/Al/Mg laminates. They found that the mechanical properties of the laminated sheets were related to the microstructures of the Mg layers. Mi et al.18studied the microstructures and mechanical properties of the TA2/5052Al/AZ31/5052Al/TA2 laminated sheets.They found that the laminates displayed significant anisotropy due to the dynamic recrystallized grains and twins of the Mg alloys. Wachowski et al.19fabricated the Ti/Al/Mg multilayer sheets via post-weld hot-rolling.They explored the effect of three different rolling temperatures on the microstructure and mechanical properties of the Al/Ti and Al/Mg interfaces. However, few studies have focused on exploring the microstructural evolution of the middle Al layer and the fracture characteristics of the Ti/Al/Mg 3-ply sheets.In this study, the Ti/Al/Mg laminated sheets were successfully fabricated via hot roll bonding at 400°C with different rolling reductions. The microstructural evolution of the Ti/Al/Mg laminated composites was observed by scanning electron microscopy (SEM), electron backscatter diffraction (EBSD)and X-ray diffraction (XRD). Tensile tests were conducted to explore the mechanical properties of the laminated sheets.
2. Materials and experiment methods
The raw components of the laminated sheets were AA6061(120 mm×100 mm×2.0 mm), AZ31 (120 mm×100 mm×1.0 mm) and Ti6Al4V (120 mm×100 mm×0.4 mm), and their chemical compositions are given in Tables 1 and 2. The Mg sheets were annealed at 350°C for 0.5 h and the Al sheets were annealed at 450°C for 1.5 h. The initial Ti sheets were annealed and the sheets were used directly without any hot treatment. The surfaces of the sheets were brushed by a steel brush and then degreased using ethyl alcohol.To avoid sliding between the dissimilar metals during the roll bonding process,the three sheets were riveted with the stacking sequence of Ti/Al/Mg at the front of sheets,and the final thickness of the riveted sheets was approximately 3.4 mm.The riveted sheets were preheated in a resistance furnace at 400°C for 10 min. Then,they were immediately rolled in a single pass. Single rolling reductions of approximately 19%, 25%, 31%, 39%, 44%and 50% were obtained with the rolling speed of 0.2 m/s.The fabrication process of the Ti/Al/Mg clad sheets is shown in Fig. 1.

Table 1 Chemical compositions of AA 6061 and AZ31 (wt%).

Table 2 Chemical compositions of Ti6Al4V (wt%).
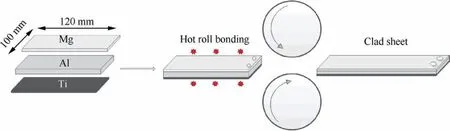
Fig. 1 Illustration of hot roll bonding process.
The samples for the microstructural analysis were cut to the dimensions of 8 mm×10 mm in the TD plane. Then, they were mechanically polished to a mirror-like surface using abrasive paper and diamond polishing paste. The interface and microtexture were characterized by SEM(Tescan Mira 3)with EBSD. The samples for EBSD observation were prepared by electropolishing. The data were acquired with a step of 0.4 μm and were analyzed using Channel 5 software. In the EBSD inverse pole figures(IPF),the black solid lines represent the high angle grain boundaries (>15°), and the gray solid lines represent the low angle grain boundaries (2°–15°). The macrotexture gradient of the Al layers was measured by XRD in the region near the Ti side, in the center and near the Mg side. The orientation distribution functions (ODF)were obtained from the Labo Tex 3.0 software with the incomplete pole figures using the series expansion method(lmax=16). The strain distributions through the thickness direction of the laminated sheets were obtained by the finite element method using the DEFORM software. The layers in the model were meshed with two dimensional linear quadrilateral elements with four nodes.The friction coefficient between the blank and rollers was 0.7.A sticking condition was defined between the alternating layers.
To explore the effect of rolling reductions on the mechanical properties, dog-bone style tensile specimens were cut. Tensile tests were performed using a Shimadzu mechanical testing machine(Japan)at a strain rate of 10-3s-1,and each test was repeated three times.The ultimate tensile strength(UTS),yield strength (YS) at 0.2% offset strain and elongation (EL) were achieved from the engineering stress–strain curves. To explore the variation of the hardness through the thickness direction of the Al layers, the Vicker’s hardness test was performed. The load was 200 gf, and the holding time was 10 s. The measured positions of the different samples were chosen to be in the regions near the Ti side, center and near the Mg side, respectively. For each location, at least 10 points were tested and the average values were calculated.
3. Results and discussion
3.1. Interface morphology of Ti/Al/Mg laminated sheets
Fig. 2(a)–(f) show the backscattered electron (BSE) figures obtained for the Mg/Al and Ti/Al interfaces from the Ti/Al/Mg laminated sheets with the different rolling reductions. No obvious voids,discernible defects and intermetallic compounds are observed in the interfacial regions; hence, the clad sheets show satisfactory interfacial bonding. Due to the inconsistent deformation between the Mg and Al sheets with regard to the mechanical properties, drastic plastic transformation appears at the Al/Mg interface and leads to the curve interface shape. Therefore, the Al/Mg interfaces are not flat.17This is related to the difference in the work hardening behavior between 6061Al and AZ31 Mg. This phenomenon was also reported for the multilayer SUS304/Cr17 steels.20
However, due to the large deformation resistance of the Ti alloys,the Ti/Al interfaces are relatively flat.Some small‘‘sawtooth” gaps, similar in shape to the Great Wall of China, are observed at the Ti/Al interfaces. Moreover, it is important to note that the number of gaps at the Ti/Al interfaces increase with the increasing rolling reduction. It is well-known that the surfaces of the initial sheets were mechanically cleaned by a steel brush prior to rolling, and the steel brush not only cleaned the surface impurities but also generated work hardening layers on the surfaces of matrix metals. In the rolling process, the surface hardening layers were cracked, and then the fresh Ti and Al alloys were squeezed into the cracks. The Ti and Al alloys were placed in contact and bonded during the rolling process. This phenomenon was reported in previous study.13Furthermore, the bonding strength of clad sheets was found to improve with the increasing number of the interfacial gaps.21
Fig. 3 shows the EDS line scanning across the bonding interfaces of the Ti/Al/Mg laminated sheets obtained with the different rolling reductions. The elemental distributions are X-shaped and have no strictly steep lines, thereby indicating the occurrence of atomic diffusion at the Mg/Al and Al/Ti interfaces. The element diffusion suggests the existence of the thin intermetallic compounds at the interfaces, which cannot be easily observed by SEM in Fig.2.Moreover,this also indicates that metallurgical bonding appears at the interfaces,which is beneficial for the bonding strength of the laminated sheet.
3.2. Microstructural evolution of Al layer
Fig.4(a)–(c)show the EBSD IPFs through the thickness direction of the Al layers of the laminated sheets with the various rolling reductions. For the Ti/Al/Mg laminated sheets, the microstructure through the thickness of the Al layer is inhomogeneous.With the increasing rolling reduction,all of the grains through the thickness direction are further refined and the size gradient of the grains becomes increasingly distinct in Fig. 4(a)–(c). The grains are elongated along the rolling direction and some fine equiaxed grains form in the zone near the Ti side.In Fig.4(a),the grains at the center and near the Mg side are slightly elongated along the rolling direction.However,the low angle grain boundary at the center position (52.7%) is greater than that of the zone near the Mg side (45.6%). With the increase in the rolling reduction, the grains at the center and near the Mg side are sharply elongated and fill up the low angle grain boundary as shown in Fig. 4(b)–(c). In the zone near the Ti side,the grains of the Al layers undergo severe plastic deformation, and the elongated grains are clearly divided into fine grains with the increase of rolling reduction.
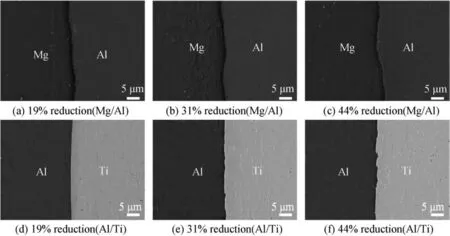
Fig. 2 BSE figures of Mg/Al and Al/Ti interfaces obtained with different rolling reductions.

Fig. 3 EDS line scanning across Mg/Al and Al/Ti interfaces of laminated sheets obtained with different rolling reductions.
Fig. 5 shows the distributions of equivalent strain of the three-ply sheets under the different rolling reductions. The strain of the Ti layers is small in all of the samples. This is related to the large deformation resistance of the Ti6Al4V sheets during the rolling process. The strain distributions of the Mg layers are homogeneous under different rolling conditions. However, it is observed that the strain distributions of the Al layers are inhomogeneous in the thickness direction.The strain value decreases gradually from the Ti side to the Mg side. Moreover, with the increasing rolling reduction, the strain value of the Al layer increases at the same position of different laminated sheets. The distributions of equivalent strain through the thickness direction of the Al layers are similar to the variations of the grains observed in Fig. 4.
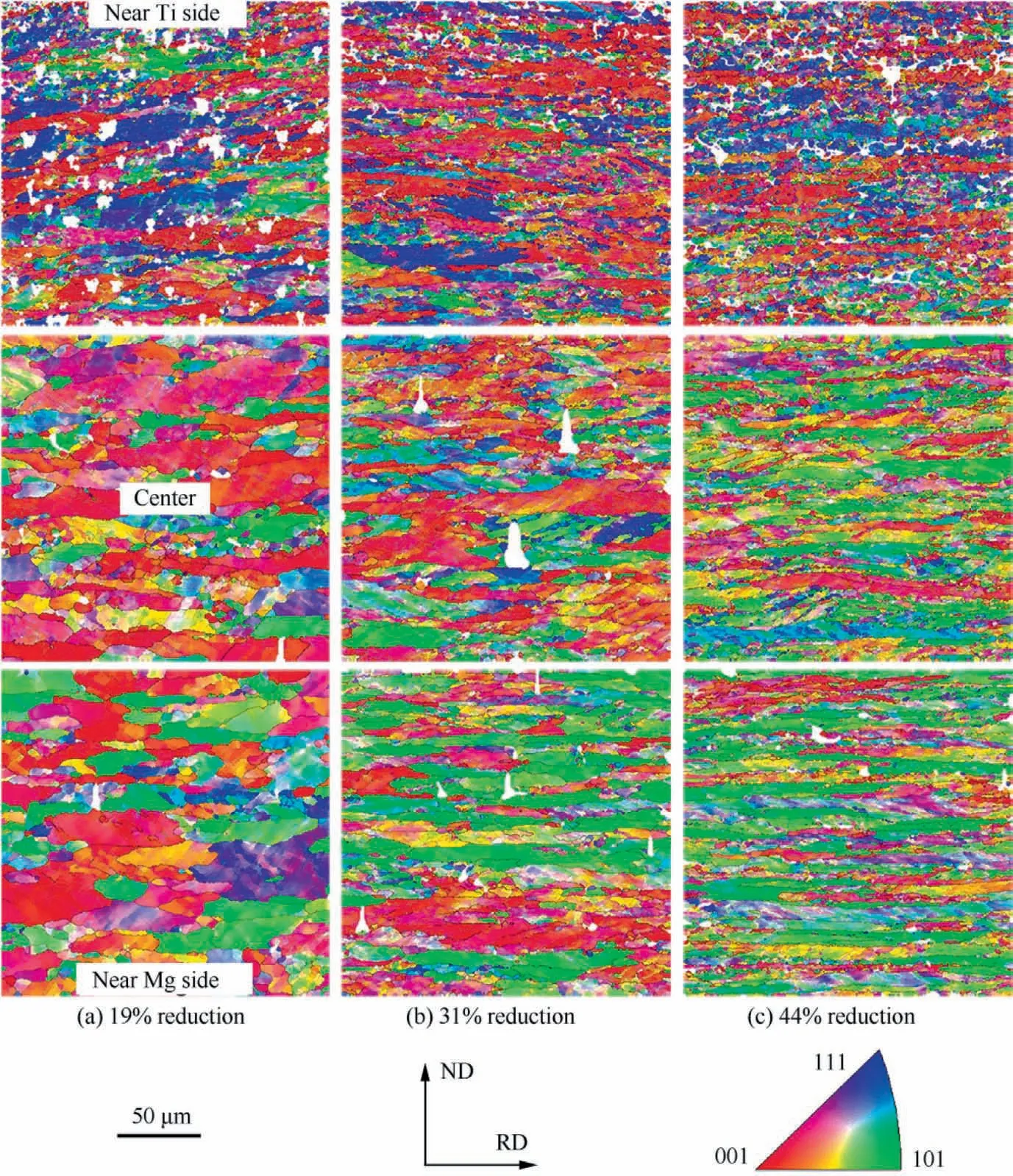
Fig. 4 EBSD IPFs through thickness direction of Al layers under different rolling reductions.

Fig. 5 Distributions of equivalent strain of three-ply sheets under different rolling reductions.
Wang et al.22explored the effects of the roll conditions on the microstructures, texture and mechanical properties of the Al/Al clad sheets. They found that the friction between the roller and Al surface caused a drastic shear deformation of the Al layer, and the shear deformation permeated into the nearby layer with the increasing rolling reduction. For the samples in this study, due to the large deformation resistance of the Ti6Al4V sheets, the thickness of the Ti alloy has small change at different rolling reduction. Moreover, the contact surfaces between the Ti and Al sheets were brushed prior to roll bonding. The two points form a considerable frictional shear force in the Ti/Al interface during the rolling process.The shear force leads to the obvious strain in the Al layer near the Ti side.This is similar to the results of the equivalent strain distribution presented in Fig. 5. Therefore, the friction shear force generated at the Al/Ti bonding interfaces subdivides the large grains into fine equiaxed grains as shown in Fig. 4.The number of equiaxed grains induced by the friction shear force increases with the increasing rolling reduction.This phenomenon has been previously described by Nie et al.23Moreover, with the increase of rolling reduction, the shear deformation permeates into the center zone of the Al layer.Therefore, it is observed that the grains become more elongated along the RD direction and the equivalent strain increases at the center of the Al layers in Figs. 4 and 5. For the elongation of the Al grains in the Mg/Al interface, it is mainly contributed to the plane strain from the pressure of the roller.
The interfacial shear force between the Al and Ti layers gives rise to the inhomogeneous microstructure through the thickness of the Al layer.24In our experiments, the degree of the heterogeneous microstructure through the thickness of the Al layer also depends on the rolling reduction. Generally,the greater rolling reduction provides greater shear force at the interface,so that the heterogeneity of the structure is more pronounced in the specimen with the larger rolling reduction.Furthermore, it is observed from Fig. 5 that the Ti layer has small strain during rolling,while the Mg layer undergoes a larger deformation,so that the shear force at the Ti/Al interface is greater than that at the Al/Mg interface. The difference in the shear force between the Ti/Al and Al/Mg interfaces explains why the grains near the Ti/Al interface subdivide into fine equiaxed grains, while the grains near the Al/Mg interface are elongated along the RD direction as shown in Fig. 4.
To further explore the variations in the deformed microstructure of the Al layers, the hardness values are measured from the Mg side to the Ti side for the samples with different rolling reductions,as shown in Fig.6.The Al layer near the Ti side exhibits the maximum hardness value for a given rolling reduction, and this value decreases gradually as the measured position changed from the Ti side to the Mg side.This may be related to the permeated shear strain that is induced by the Ti/Al interface. Moreover, with the increasing rolling reduction, the hardness value increases at the corresponding position in different laminated sheets.The variations of the hardness values are consistent with the equivalent strain distributions presented in Fig. 5.
Two factors are expected to give rise to the phenomenon of the highest hardness appearing in the zone near the Ti side.First, due to the large shear strain caused by the frictional shear force in the Ti/Al interface, the initial grains divide into fine grains. According to the Hall-Petch relationship, fine grains can enhance the mechanical properties of the metals.Second, although some grains are not divided into fragments,many dislocations pile up inside these grains and form dislocation cells. Fig. 4 shows many low angle boundaries that are presented in the grains near the Ti side. While the grains at the center and near the Mg side have similar grain size, the hardness at the center is clearly larger than that of the zone near the Mg side.This is mainly related to the shear strain that can permeate into the center position from the Ti/Al interface.In fact, the shear force through the thickness direction of the Al sheet follows a parabolic distribution law, and decreases when the location is far away from the interface.25Therefore,the hardness value decreases from the Ti side to the Mg side.Ma at el.10quantitatively analyzed the microstructural evolution through the thickness of the Al layer. They found that the degree of deformation increased with increasing measured distance from the Al/Ti interface toward the surface of the Al layer, and this effect was particularly pronounced at a higher rolling reduction. Therefore, the interfacial shear strain plays an important role in the hardness variation through the thickness direction of the Al layer.
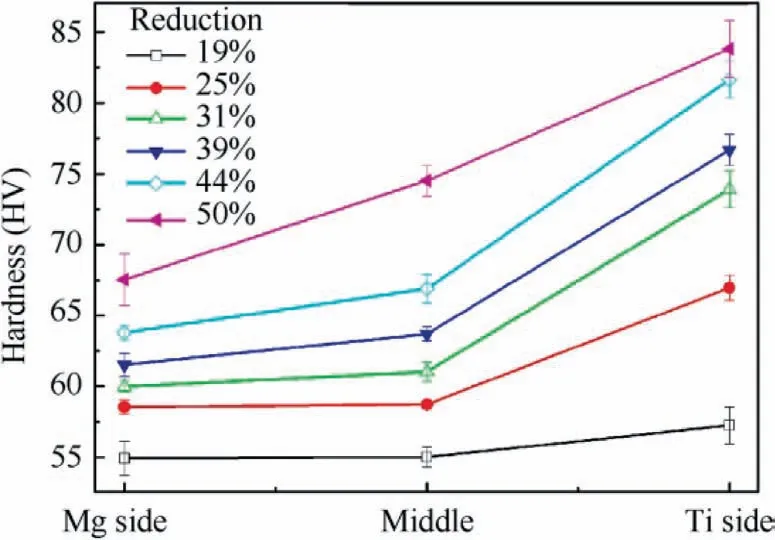
Fig. 6 Distributions of hardness values through thickness direction of Al layers from Mg side to Ti side under different rolling reductions.
Generally, the inhomogeneous microstructure through the thickness direction of the Al layer is related to the change of the texture. The ODF maps of the Al layers with the different rolling reductions are presented in Fig. 7.
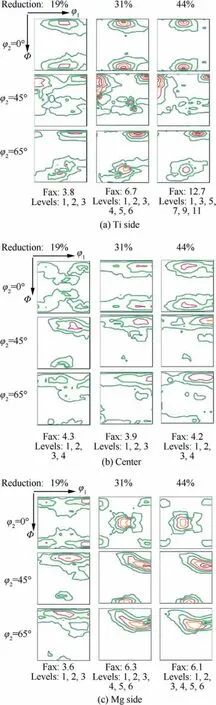
Fig. 7 ODF maps of Al layer with different rolling reductions.
The texture volume fractions of the R-cube {001}<110>,cube {001} <00>, and β-fiber (S {123} <634>, B {011}<211> and C {112} <111>) components are shown in Figs. 7 and 8. For the Ti side, with the increase in the rolling reduction, the R-cube texture increases and the β-fiber texture decreases clearly.However,the cube texture shows no obvious change in Fig. 8(a). For the center, the cube and β-fiber components decline and the R-cube texture increases with increasing rolling reduction as shown in Fig. 8(b). Near the Mg side,the β-fiber texture increases sharply while the R-cube and cube components decrease as shown in Fig. 8(c).
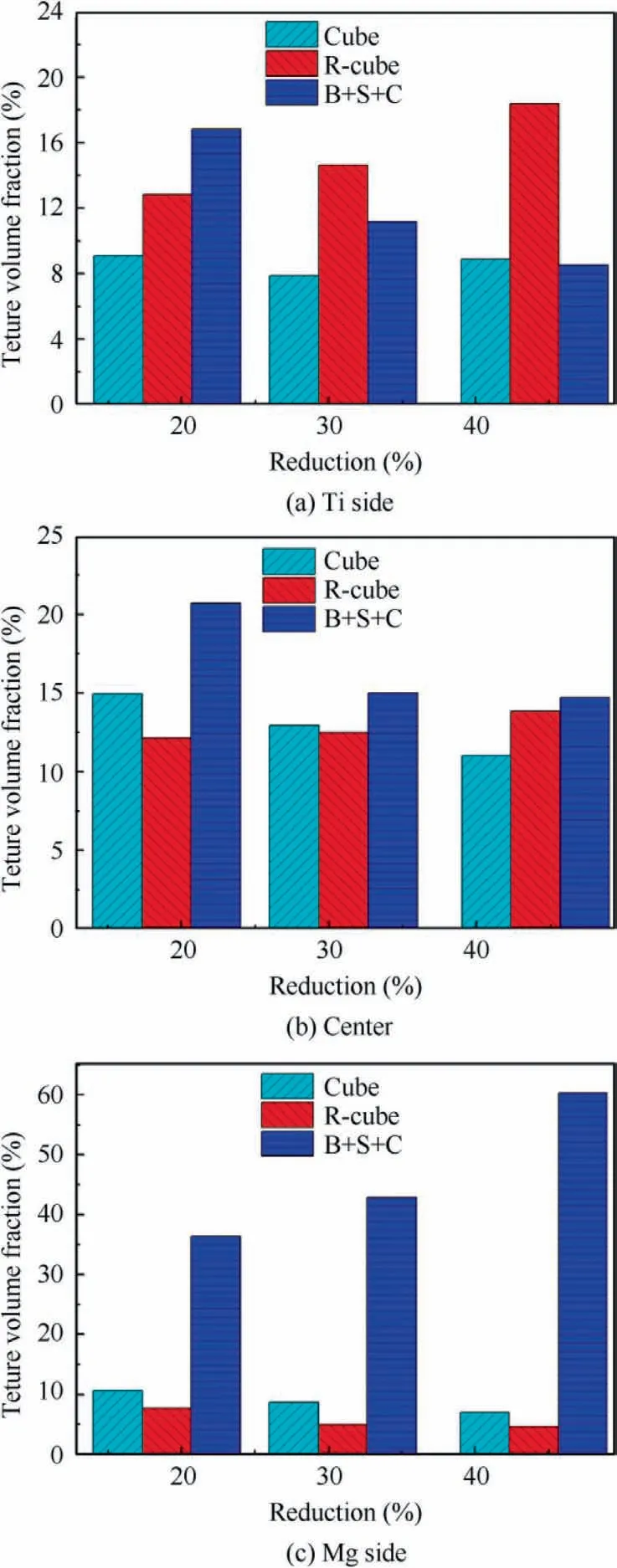
Fig. 8 Variation in volume fraction of texture of Al layer for different rolling reductions.
It is well-known that the shear texture of the Al alloy includes the main {001} <110> component, and two minor{111} <112> and {111} <110> components, while the βfiber rolling texture consists of the S {123} <634>, B {011}<211>and C{112}<111>components.26Due to the shear strain induced by the friction shear force between the Ti and Al surfaces, the shear texture (R-cube) forms at the Ti/Al interface, and the volume fraction increases with the increase of rolling reduction. The increasing shear texture inevitably causes the decrease of rolling texture. In the hot rolling process, the severe plastic deformation induces the recrystallization of the Al layer near the Ti side, and leads to the fluctuation of the cube orientation shown in Fig. 8(a). Liu et al.27confirmed that a shear texture is frequently observed in the quarter-thickness layer of the Al sheet after rolling with the roll-gap geometry (l/h<0.5). With increasing rolling reduction, the roll-gap geometry gradually reaches the aforementioned condition, and the relevant shear texture increases for the center position as shown in Fig. 8(b). It is known that the plane-strain deformation of the fcc metals forms the β-fiber rolling texture. During the rolling process, the similar flow properties of Al and Mg alloys do not give rise to an obvious interface shear.Therefore,the severe plane-strain deformation is observed at the Al/Mg interface, and the β-fiber rolling texture is improved dramatically with increased rolling reduction.
3.3. Mechanical properties of Ti/Al/Mg laminated sheets
Fig.9 shows the stress–strain curves of the Ti/Al/Mg three-ply sheets for the different rolling reductions.
It is interesting to note that the strain shows the first sudden drop of the flow stress followed by the second and third stages with obvious spans when the rolling reduction reaches 31%.However, the stress–strain curves have two descending platforms when the reduction surpasses 31%.Moreover,the second platform is not obvious for the reduction greater than 39%.
Fig. 10 shows the variations in the tensile properties of the three-ply sheets under various rolling conditions.It is observed that the UTS and YS values increases,while the elongation up to the first span decreases with the increasing rolling reduction.The work hardening of the Al and Mg layers contributes to the increasing strength of the laminated sheets.Moreover,because the Ti layer has the smaller strain compared to the Al and Mg layers, the fraction of the Ti layer increases in the three-ply sheets with increasing rolling reduction. This can improve the tensile strength of the overall laminated sheets.
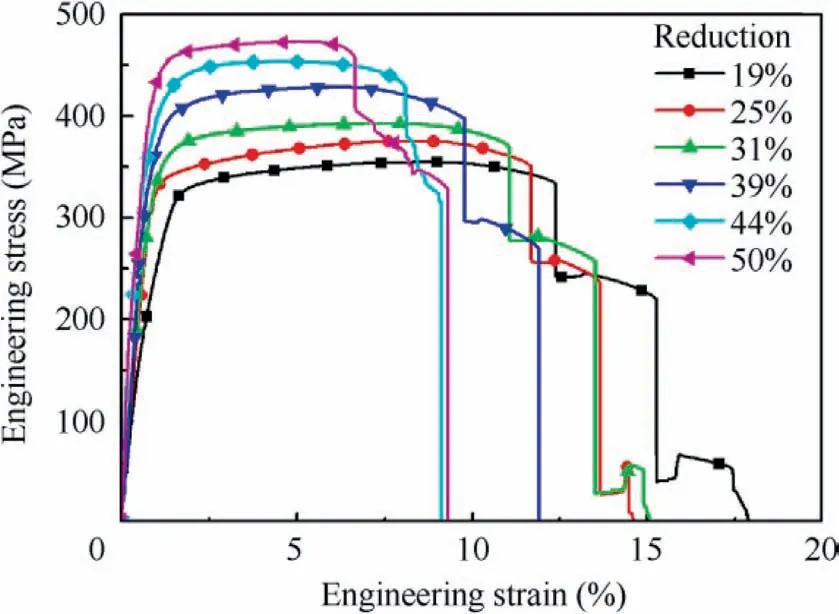
Fig. 9 Stress–strain curves of Ti/Al/Mg laminated sheets for different rolling reductions.
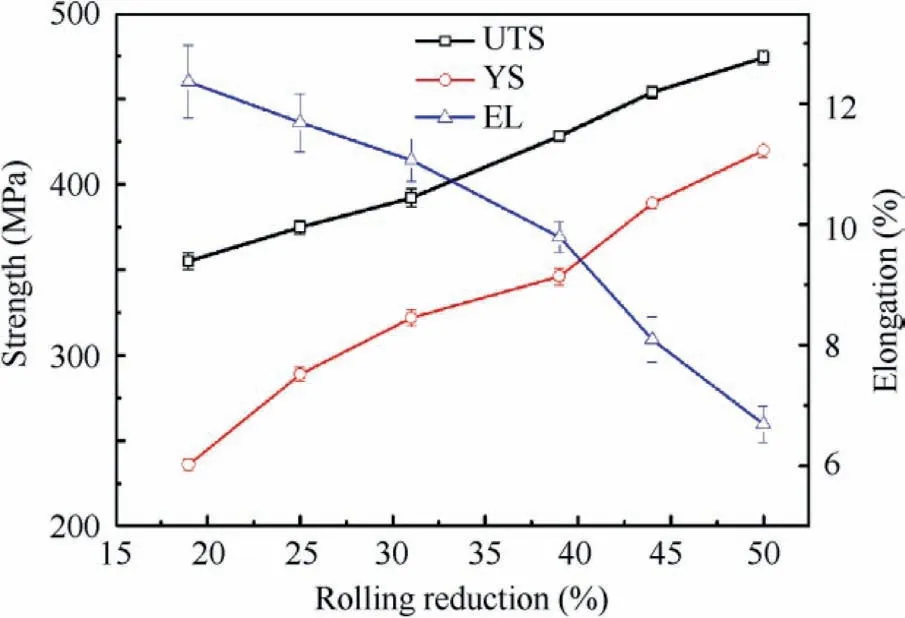
Fig. 10 Variations in tensile properties as a function of rolling reduction.
Fig.11 shows the stepped stress–strain curve for the sample with the rolling reduction of 31%.No fracture or cracks of the single constituent are observed for the laminated sheet with the strain of 6% in Fig. 11(b). However, when the strain reaches 11%, the Mg layer fractures and the further elongation yields with a drastic drop of stress in Fig. 11(c). Final fracture after the necking of the Ti/Al side is observed at the strain value of 15.1% in Fig. 11(d). The magnified views of the interfaces parallel to the tensile direction after the stepped tensile tests are shown in Fig. 11(e)–(g). No interfacial debonding and cracks are observed at the Ti/Al interface of the clad sheet with 6% elongation. However, debonding parallel to tensile direction is observed at the Al/Mg interface region in Fig. 11(f).As the elongation reaches 11%, the Mg layer is fractured.Debonding parallel to the tensile direction at the Ti/Al interface is observed. Moreover, the lateral cracks normal to the tensile direction appears at the Ti and Al surfaces as shown in Fig. 11(g). According to the fracture morphology of the Ti and Al layers presented in Fig. 11(d), the priority fracture of the Ti layer gives rise to the third span in the stress–strain curve.
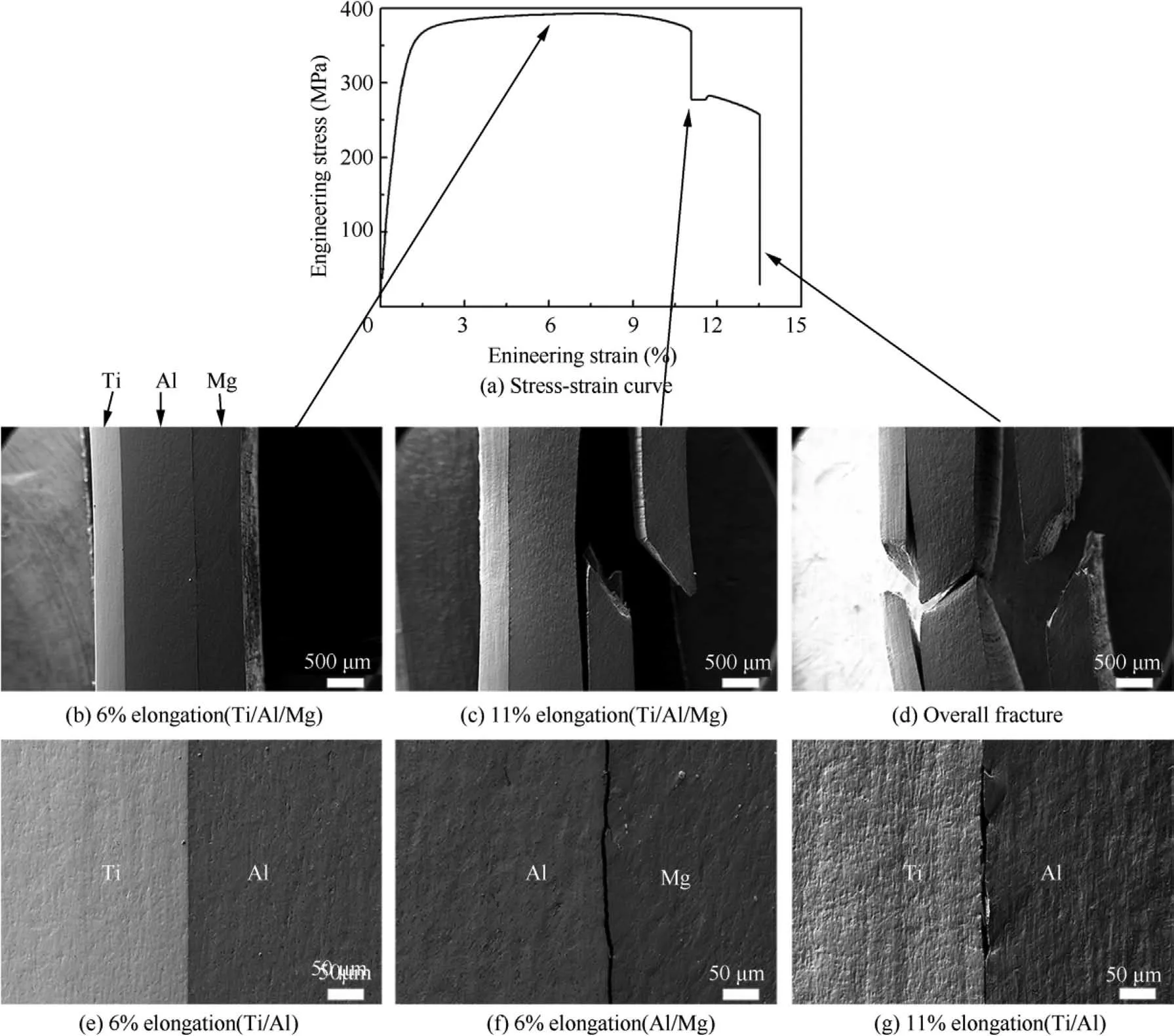
Fig. 11 Stress–strain curve for sample with rolling reduction of 31%, macroscopic features for ex-situ tensile-tested samples with different elongations and interface microstructures from tensile-tested specimens.
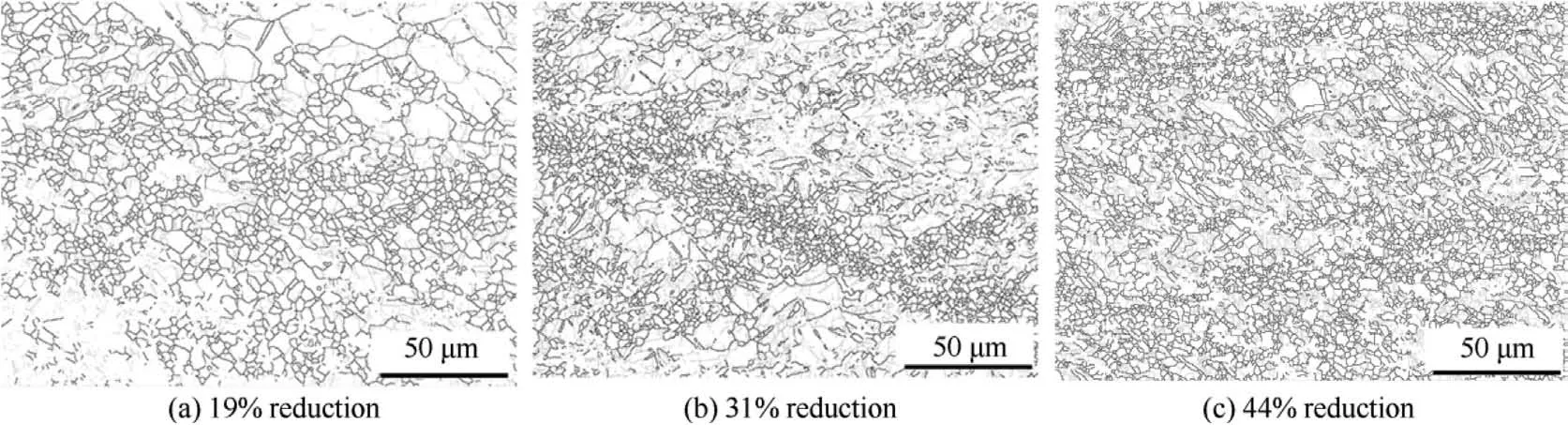
Fig. 12 Boundary maps of Mg layer for different rolling reductions.
Lee et al.28studied the interface-correlated deformation behavior of the STS/Al/Mg 3-ply composites. Because the bonding strength of the Al/STS interface was much higher than that of the Al/Mg interface, crack generation tended to occur at the Al/Mg interface during the tensile deformation process and led to the first fracture of the Mg layer.The bonding strength of the Al/Ti and Al/Mg interfaces was reported in the previous studies and the results show that the bonding strength of the Al/Ti interface far exceeds that of the Al/Mg interface.29,30This difference in the bonding strength between the Al/Ti and Al/Mg interfaces was also found in the present study. The interfacial debonding parallel to the tensile direction appears first in the Al/Mg interface and causes the fracture of the Mg layer with the strain reaching 11% as shown in Fig. 11(c). This why the first sudden drop of the stress is observed in the stress-stain curves. Therefore, the microstructural evolution of the Mg layer has a critical effect on the mechanical properties of the Ti/Al/Mg three-ply sheets.
Fig.12 shows the grain boundary maps of the Mg layers in the Ti/Al/Mg three-ply sheets with the different rolling reductions. The large initial grains and some new fine grains are observed in Fig.12(a).The refined grain morphology is shown in Fig.12(b).The size of grains is approximately 2–25 μm.The fraction of fine grains increases when the rolling reduction reaches 31%. A deformation band consisting of small grains appears in the sample. The deformation band is elongated at an angle of approximately 45°to the RD rolling direction.Fig. 12(c) shows abundant new fine grains at the 44% rolling reduction. The fine grains form during the rolling process due to dynamic recrystallization (DRX). The grain structure of the Mg layer is mainly depended on the rolling reduction.Moreover, the volume fraction of small grains increases with increasing rolling reduction.31
The boundary maps of the Mg layers show new fine grains with the increase in the rolling reduction and the homogeneous microstructure will improve the tensile strength of the Mg alloy.32However, the elongation up to the Mg layer fracture decreases with the increasing rolling reduction as shown in Fig.10.This is mainly related to the cracks at the Al/Mg interface and the work hardening of the Mg layers with the increase of rolling reduction.
Due to the lower bonding strength of the Ti/Al interface with lower rolling reduction,the third span in the stress–strain curve is caused by the Ti fracture. This is observed from the fracture morphology of the Ti/Al side presented in Fig. 11(d). When the rolling reduction surpasses 39%, due to the increasing elements diffusion width and the number of interfacial gaps observed in Fig. 2, the bonding strength is improved.10,33This will lead to the fracture of Al and Ti layers at the same time, and the disappearance of the third span.
4. Conclusions
Ti/Al/Mg laminated sheets were fabricated via hot-roll bonding at 400°C with different rolling reductions.The microstructures and mechanical properties of the sheets were investigated in detail. The results are summarized as follows:
(1) The Ti/Al/Mg laminated sheets show good interfacial bonding.No obvious voids,discernible defects and intermetallic compounds are observed in the interfacial regions.
(2) For the Ti/Al/Mg laminated sheets,the rolling reduction has a significant effect on the deformation inhomogeneity through the thickness direction of the Al layer. The grains of the Al layer are fragmented into the equiaxed new fine grains at the Al/Ti interface while the initial grains are elongated at the center and near the Al/Mg interface. The shear texture in the Al layer is formed near the Ti/Al interface and permeates into the center layer with increasing rolling reduction.
(3) The stress–strain curves indicate that the fracture appears first in the Mg layer.With increasing rolling reduction,the UTS and YS values increase and the elongation up to the fracture of the Mg layers decreases in all of the samples.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgements
The authors are grateful for the financial supports from the National Natural Science Foundation of China (No.51421001), the National High Technology Research and Development Program of China (863 Program, No.2013AA031304), the Fundamental Research Funds for the Central Universities of China (2019CDQYCL001,2019CDCGCL204, 2020CDJDPT001), and the Research Project of State Key Laboratory of Vehicle NVH and Safety Technology of China (No. NVHSKL-201706).
 CHINESE JOURNAL OF AERONAUTICS2021年8期
CHINESE JOURNAL OF AERONAUTICS2021年8期
- CHINESE JOURNAL OF AERONAUTICS的其它文章
- A novel virtual material layer model for predicting natural frequencies of composite bolted joints
- Multi-layered plate finite element models with node-dependent kinematics for smart structures with piezoelectric components
- Modeling bending behavior of shape memory alloy wire-reinforced composites: Semi-analytical model and finite element analysis
- Sequential ensemble optimization based on general surrogate model prediction variance and its application on engine acceleration schedule design
- Transition prediction and sensitivity analysis for a natural laminar flow wing glove flight experiment
- Modeling on mechanical behavior and damage evolution of single-lap bolted composite interference-fit joints under thermal effects