
小车凸台R角堆焊机研制与应用
2021-07-06 03:01闫明洋颜志华
中国重型装备 2021年3期
闫明洋 颜志华 张 力
(二重(镇江)重型装备有限责任公司,江苏212000)
为了满足石油化工各种工艺条件,石化压力容器的内件结构越来越复杂,为了支撑内件,压力容器内部设置有支撑结构。目前压力容器内部支撑结构分为两种形式,一种是在筒体内壁直接焊接薄壁支撑圈,另一种是在筒体内壁堆焊厚壁凸台,用于承载较重的内件如催化剂格栅等。为了使凸台使用性能与筒节内壁使用性能相同,需要在凸台立面、端面、R角部位堆焊相应不锈钢材料(如图1),达到介质的使用性能。由于凸台的R角处所受的拉应力较大,同时考虑支撑结构在复杂使用环境中长期承重,且处于结构不连续,材料容易产生氢脆等现象。因此,为防止出现上述现象,应尽量减少凸台根部应变幅度,避免应力集中,增加支撑凸台的R角。同时考虑避开奥氏体敏化温度区间,凸台R角的E347部位堆焊在最终焊后热处理之后进行。
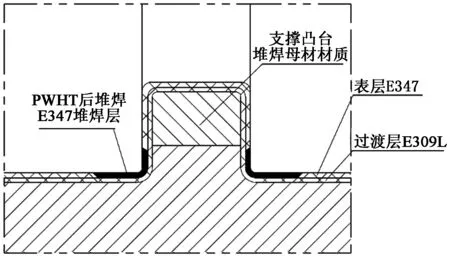
图1 黑粗实线为凸台R角部位
凸台R角部位的E347层堆焊,采用∅1.6 mm药芯焊丝CO2气体保护焊工艺进行。堆焊前需要将待堆焊区域清理干净,并按照NB/T 47013.5—2015《承压设备无损检测:第5部分:渗透检测》要求进行PT检测,检测合格后清理探伤残留,准备堆焊。堆焊过程中,为了焊缝的熔深浅、熔宽大和减少熔敷金属稀释率,需要控制层间温度≤150℃。以往凸台R角堆焊采用手工方式进行,工作环境差,自动化程度低,劳动强度大、效率低,且焊缝质量极易受人为技术水平影响。为解决该问题,研制了一种凸台R角堆焊机,见图2。该设备结构简单,制作成本低,自动化程度高。该设备可以使用单枪或双枪对凸台R角实施焊接,焊接效率明显提高,焊接质量能够满足生产工艺要求。
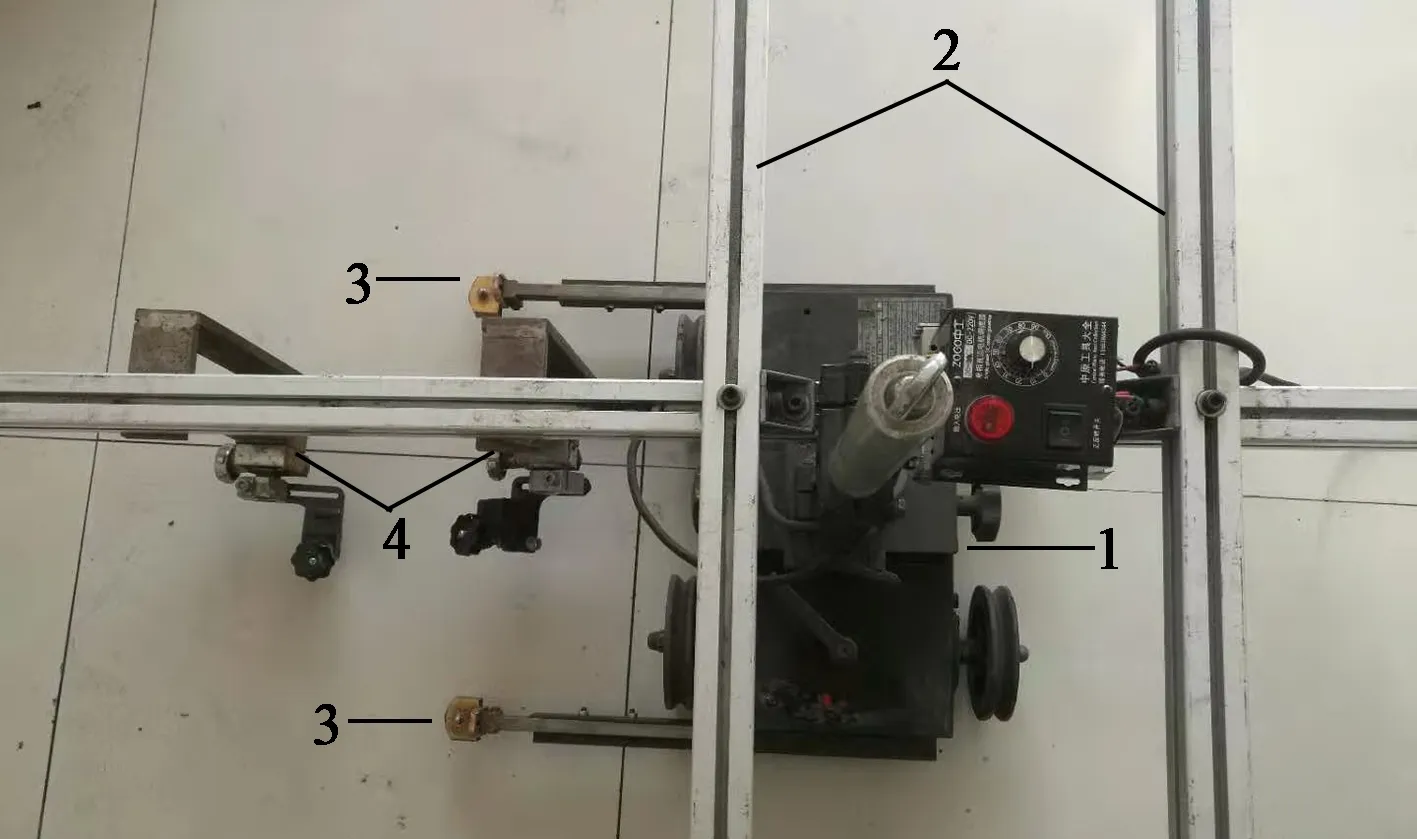
1—小车 2—送丝机支架 3—小车行走导向杆 4—焊枪夹持机构
1 技术方案的确定
1.1 小车的选型与改造
凸台R角堆焊机选用小车的目的是匹配小车行走与筒节旋转相向运动速度大小,完成压力容器筒节内部整圈凸台R角堆焊工作,并支撑送丝机、气保焊枪等。小车的选配需满足体积小、重量轻、行走稳定、操作简便,且具备一定的负重能力等基本条件。选用MZ-ZK型小车,其主要技术参数如下:
小车行走电机额定输入电压:DC110 V
行走电机额定输入电流:0.4 A
水平行走速度范围:0.2~1.5 m/min
水平行走负重能力:150 kg
该小车行走采用无级调速控制,为实现小车调速、启停及正反向行走功能,小车配置了WK系列直流电机调速器,采用脉宽调制技术,效率高,并具有先进的短路保护功能。加装正反转三档开关,实现小车启停及正、反向行走功能。
1.2 气保焊机送丝机支架
气保焊机送丝机支架用于安装送丝机,选择支架位置时需提前考虑安装送丝机后小车重心位置,避免小车倾翻。该支架可以平行安装两台送丝机,可实现凸台两侧R角同时堆焊。
1.3 小车行走导向杆
小车前后端各安装有一根导向杆支架,支架上均安装导向杆,导向杆前端安装滚轮。小车向前行走时,前导向杆伸出长度比后导向杆略短,两导向杆滚轮紧贴凸台,此时小车前端略向凸台倾斜,确保小车向前行走时滚轮一直跟踪凸台。当行走方向改变时,重新调整前后两导向杆伸出长度,使后导向杆伸出长度比前导向杆略短。小车行走导向杆保证了小车跟踪凸台,设计结构巧妙,稳定可靠。
1.4 气保焊枪夹持机构
气保焊枪夹持机构用于夹持气保焊枪,焊枪夹紧后,该机构可以微调焊枪上下、左右及角度位置,焊枪上下调节行程范围为50 mm,焊枪左右调节行程范围为50 mm,焊枪角度调节范围为360°,满足焊接过程中焊枪位置微调需求,方便焊接操作。
1.5 焊接电源、送丝机、气保焊枪选型
气保焊焊接电源选用YD-500KR2HVE,采用晶闸管控制方式,输出参数稳定,并具有短路保护、过热保护等保护功能,确保小车凸台R角堆焊机使用安全可靠性,适用于在半密闭、密闭金属筒节内作业,并具备优良的焊接性能。送丝机选用YW-50KM3HBE,结构合理,不宜变形,送丝性能稳定可靠。焊枪选用YT-50CS4,焊枪电缆长度为1.5 m,电缆长度过长或过短会直接导致送丝不畅,对焊接产生重大影响。
焊接电源主要技术参数如下:
输入电源电压:AC380 V,3相
输出范围:60 A/17 V-550 A/41.5 V
额定输出:500 A/39 V
额定负载持续率(周期10 min):60%
2 工艺参数及操作控制
凸台R角堆焊时采用如下工艺参数:
焊材:E347
焊丝直径:∅1.6 mm
电源极性:DC+
焊接电流:180~230 A
焊接电压:25~33 V
焊接速度:25~35 cm/min
气体流量:20~25 L/min
线能力:17.4 kJ/cm
小车凸台R角堆焊机所有部件安装完成后即可进行堆焊,为确保焊接质量,凸台R角堆焊作业时必须严格按照上述工艺参数执行。小车进入筒节内部并确定行走方向后,调整小车前后导向杆伸出长度,并使两导向杆前端滚轮紧贴凸台。焊接速度(滚轮架带动筒节旋转速度)确定后,调节小车行走速度,使小车速度与焊接速度大小一致,方向相反。具体控制方法为:从筒节相对静止处引入一个红外线照射点作为起焊点,调节好焊枪位置,并调节小车行走速度大小,当起焊点与红外线照射点在竖直方向重合时,表明小车速度与焊接速度大小已经匹配,调节好焊接电压、电流参数之后即可进行起弧作业。焊接时可以选择使用单枪或双枪进行。选择双枪作业时,两把焊枪分别在凸台两侧R角处进行焊接,相对于使用单枪作业效率提高一倍,大大提高了生产效率。
3 实际应用效果
根据现场实际应用,使用小车凸台R角堆焊机可以完成多个凸台R角堆焊作业。小车凸台R角堆焊机结构小巧,便于转运到筒节内部,操作比较简单,焊接工艺参数容易控制,焊缝成型良好,经过探伤检验,焊接质量均满足工艺要求。比使用人工方式作业大大提高了自动化水平,减轻了工人劳动强度,提高作业效率的同时提升了作业质量,大大缩短了产品制造周期。
4 结语
小车凸台R角堆焊机投入使用后有效解决了手工堆焊劳动强度大、效率低,且焊缝质量极易受人为技术水平影响的难题。小车凸台R角堆焊机采用双枪同时从凸台两侧进行R角堆焊,焊接效率明显提高,同时焊接过程稳定可靠,焊道平整,焊接成型美观,焊接质量满足工艺要求。
猜你喜欢
中国重型装备(2022年3期)2022-09-30
现代农机(2022年3期)2022-07-11
科技与创新(2021年21期)2021-11-15
金属加工(热加工)(2020年12期)2020-02-06
组合机床与自动化加工技术(2019年11期)2019-11-27
山东冶金(2019年3期)2019-07-10
大型铸锻件(2017年4期)2017-08-07
新世纪水泥导报(2016年1期)2016-07-01
焊接(2016年6期)2016-02-27
制造技术与机床(2015年8期)2015-04-24
