高层建筑钢连廊合拢口焊缝厚板焊接工艺
2021-07-01 02:24廖伟尧
广东建材 2021年6期
廖伟尧
(中交四航局江门航通船业有限公司)
1 工程概述
某公司两栋塔楼地上层数为40层,地下层数为3层,整体高度为195.8m。其中上部钢连廊从32层开始直到40层为止,高度约为44.2m,跨度为51.9m,两栋塔楼通过钢连廊变成一个整体结构。施作方法:根据尺寸制造钢连廊结构,当所有结构抵达施工现场在地面进行拼装,最后直接将整个钢连廊在高空之中完成相互合拢。本次工程需要将钢连廊提升至151m的高空之中展开施工,整体重量为2850t,所以钢连廊焊接工艺是关键环节。
2 焊接工艺难点
东、西塔楼之间上部结构为焊接式钢结构,钢连廊结构由多个零部件焊接组装而成,每个部件的对接口焊接都会产生内部应力。由于高强钢厚板对接焊本身就存在相当的难度,在施焊过程中易出现因为低性能、高含量、温度控制不当等因素而产生裂纹;并且在本次工程中填充焊丝使用量较大,所以选择密度较为集中的热输入焊接法,但这种方法不能以流水线形式进行焊接,其中包含大量焊接节点,焊接效率较低,收缩情况较为严重,焊接过程产生的应力和变形问题很难控制,当应力和变形无法控制时,容易在钢连廊合拢口焊缝附近处出现裂纹、撕裂、残余应力等质量不稳情况。因此,优化工程厚板对接口焊接工艺十分重要,是本次工程中焊接工艺的重中之重[1]。
3 钢桁架厚板焊接工艺要点分析
3.1 钢桁架厚板对接缝坡口与加工
在确定钢桁架厚板对接缝坡口形式时,为了提高安装精度和消除厚板焊接质量不稳定的情况,最终决定钢桁架厚板对接缝坡口采用以下方式,见图1。

图1
确定坡口形式后,对钢桁架厚板对接口进行加工处理,通过机械设施对其展开平面加工。图2、图3为钢桁架加工平面和加工后坡口情况。

图2
3.2 钢桁架厚板对接口焊接顺序
提前制定建筑上部钢桁架焊接节点与顺序,为了保证焊接节点与顺序更加明确,以M轴与J轴对整个钢桁架厚板进行划分,M轴与J轴焊接节点如图4、图5所示。
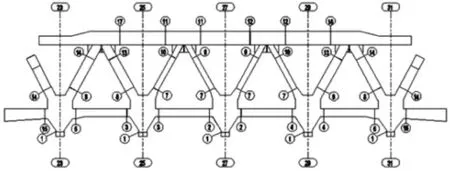
图4 钢桁架厚板M轴焊接节点图
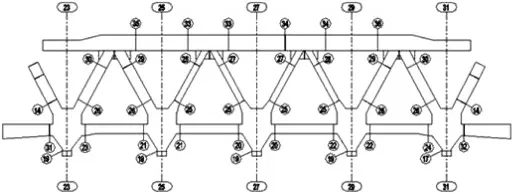
图5 钢桁架厚板J轴焊接节点图
其中M轴焊接顺序为:1、2、3、4、5、6、7、8、9、10、11、12、13、14、15、16、17、18。J轴焊接顺序为:19、20、21、22、23、24、25、26、27、28、29、30、31、32、33、34、35、36。
3.3 钢桁架厚板对接口焊接措施
本工程上部钢连廊比下部钢连廊更加难以安装,在拼装上部钢桁架时,采用材料为Q390GJC-Z25钢材,厚板最大板厚为80mm。但这种材料的碳含量较高,淬硬倾向较大,所以焊接性能会比其他材料更低,在焊接受热区域与底部容易出现冷裂纹。此外,如果钢桁架对接口部位的焊接缝较宽,就会在钢材内部产生较大的应力,导致钢材出现收缩情况,在开始焊接操作后,会形成多种问题叠加,影响本次高层建筑钢连廊桁架合拢口超宽焊缝厚板焊接工程整体质量[2]。
为了保证钢桁架厚板对接口焊接质量,通过以下措施解决焊接问题:
⑴提前做好准备环节,在施工现场搭建脚手架、遮挡棚以及焊接平台,对焊缝坡口部位进行打磨处理,并在母材周围安设垫板;
⑵工程所用人员必须具备焊工资格证明,并根据每名焊工擅长的技能方向委任焊接部位,确保焊接合格率能够达到本次工程实际要求;
⑶控制钢桁架对接口的热循环操作次数,正常通过火焰切割完成坡口加工后,尽量不使用弧气刨技术,并在开始焊接之前做好焊接位置检查、装备以及加工等环节[3]。
4 钢连廊整体合拢口焊接顺序
⑴M轴悬挑梁分段焊接顺序:37→38→39;40→41→42。见图6。

图6 M轴桁架挑梁分段焊缝图
⑵J轴悬挑梁分段焊接顺序:43→44→45;46→47→48。见图7。
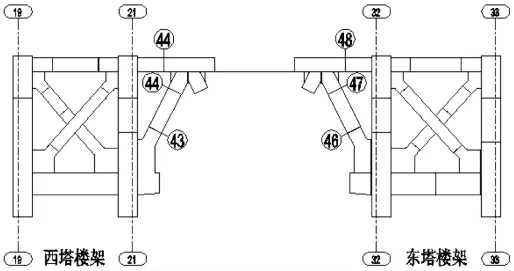
图7 J轴桁架挑梁分段焊缝图
5 钢桁架厚板焊接质量控制
⑴钢桁架合拢口加固码板平面布置形式如图8所示。

图8
每道桁架分段对接口设上下左右四个面共8块(30mm×400mm×200mm)加固码板,防止焊接变形,加固码尺寸根据板厚对接口焊接焊缝时产生的应力大小而设定尺寸。
⑵对接口焊接顺序控制。在对单杆钢桁架对接口进行焊接施工时,焊接顺序如图9所示。

图9 方形管对接口焊接流程图
其中钢桁架上弦、下弦与斜腹杆这三个部位的对接基本都属于方形,所以在焊接中需要涵盖一条横向平焊、一条横向仰焊以及两条纵向立焊,每个对接口都需要由两名焊接人员同时开工,才能保证焊接对称效果。
⑶焊接施工准备控制。在焊接施工前,焊接人员需要核对对接口加固板焊接效果,并对加固板焊缝中的灰尘与铁锈进行清除,保证焊缝之中不能存在任何杂物。
⑷焊接温度预热控制。焊接前的预热环节,将温度控制在150℃到200℃之间,整个焊接层实际控制温度需要参考焊接工艺评定相关的工艺参数,一般标准温度约为150℃,但为保险起见,焊接人员最好随身携带温度探测笔,实时测定温度,对实际温度适当有效控制。
⑸对接口装配质量控制。在通过装配检验后才开始连接施工,检验内容为:钢桁架尺寸测量、错位情况是否处于工程容错率之内。而且在整个连接过程,必须安排专业人员时刻观察连接情况,发现连接方向不对,或错位情况过于严重时,应及时告知焊接人员,并立即拟定调整方案,保证钢桁架结构的连接顺利完成。
⑹合拢口焊接过程控制。钢桁架合拢口打底(底部第一道焊)焊接开始,就需要由两名焊工对称打底焊接对接口,从下往上焊接每一道焊缝,由于打底第一道焊接最容易出现较大焊接变形情况,合拢口两侧虽有两个加固码板,但两焊工焊接技能水平、能力不同,导致两边焊接速度不一样,单位时间内各自成型的焊缝长度不一样,此时桁架端部偏向焊接速度快的一边,所以为了确保工程焊接质量,在开始焊接施工之前,两名焊接人员需要提前调试焊接电流,尽可能提前将焊接电流控制为相同状态。由于两名焊接人员在工作中无法直接观察到对方的成型长度,所以很难将两侧焊接速度控制在相同速度内,两侧焊缝深度也会各不相同,钢桁架整体也会朝向焊接速度较快的一侧偏移,这时候需要测量人员在焊接过程中进行实时追踪,在发现一侧焊接速度过快产生钢桁架端部偏移时,通过对讲机要求焊接人员暂时停止,待另一侧焊接速度与这一侧焊接进度持平时,再通知焊接人员正常工作,这样便可保证钢桁架两侧的焊接效果接近,确保钢桁架焊接之偏移值控制在预设定的正常值,从而促使工程顺利完工[4]。
6 结束语
在建筑连接工程,尤其是钢结构连接工程中,焊接工艺是核心,属于最终质量的决定技术之一。因此,在高层建筑钢连廊合拢口焊缝厚板焊接工程中,应明确焊接工程的特点与难点,选择适合的焊接工艺,并且对钢桁架合拢对接缝焊接过程中的收缩与变形情况做到全面管控,才能确保焊接工程与整体工程的质量。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
中国金属通报(2022年1期)2022-06-02
锻压装备与制造技术(2021年2期)2021-07-19
建材发展导向(2021年9期)2021-07-16
制造技术与机床(2019年11期)2019-12-04
建材发展导向(2019年5期)2019-09-09
制造技术与机床(2017年4期)2017-06-22
焊接(2016年9期)2016-02-27
工程建设与设计(2016年1期)2016-02-27
大型铸锻件(2015年4期)2016-01-12