
Effect of ultrasonic vibration on finished quality in ultrasonic vibration assisted micromilling of Inconel718
2021-05-31 07:59BinFANGZhonghangYUANDepengLILiyingGAO
CHINESE JOURNAL OF AERONAUTICS 2021年6期
Bin FANG,Zhonghang YUAN,Depeng LI,Liying GAO
School of Mechanical and Automotive Engineering,Qilu University of Technology(Shandong Academy of Sciences),Jinan 250353,China
KEYWORDS
Abstract Inconel718 was machined with the traditional micromilling(TMM)and ultrasonic vibration assisted micromilling(UVAMM)with the different technology parameters,whose surface quality and burrs formation were studied.The results show that TMM often forms pits,bumps and gullies in the size effect range.UVAMM effectively improves the surface quality compared with TMM.The surface defects are significantly reduced with the increase of feed per tooth(fz).When fz exceeds 4μm,the effect of ultrasonic vibration on the surface quality is no longer obvious.The minimum burr size on the down milling side and the up milling side are 50.23μm and 36.57μm,respectively.The feasibility of vibration cutting in improving surface quality and suppressing burr size was verified.UVAMM effectively suppresses the formation of built-up edge,which can significantly improve the micromilling process.The cutting force is obtained through simulation and experiment.They are agreement in the change trend.The finite element simulation can be used to predict the cutting force.Compared with TMM,feeding force(Fx),radial force(Fy)and axial force(Fz)of UVAMM decrease by 7.6%,11.5% and 1.3%,respectively.
1.Introduction
High-temperature nickel-based alloys have excellent physical and chemical properties such as high-temperature strength,thermal stability and high-temperature corrosion resistance.They play an irreplaceable role in extreme high-temperature environments such as aerospace,and are widely used in casings and turbines for aero engines,blisks and impellers.1,2However,high-temperature nickel-based alloys are typical difficult-to-machine materials.Due to their superior plasticity,machining problems such as sticking and chip breaking are prone to occur in microgroove milling.At the same time,the cutting edge radius determines the transition of cutting,ploughing and sliding.When the ratio of the cutting thickness to cutting edge radius is small enough,the size effect will occur in micromachining.The cutting temperature,surface quality,material removal mechanism and chip formation process in micromilling are different from those in traditional milling(TM)with the change of cutting parameters,and the machining quality is difficult to control.
In the precision machining of microparts,traditional micromilling(TMM)shows the advantages of more flexibility and universality and is widely used in the processing of various complex microparts.With the advancement of technology,the precision requirements for aviation microparts are becoming higher,and TMM of nickel-based alloys has some problems that affect accuracy and machining efficiency such as the surface quality and burr formation in TMM.The main factors affecting the micromilling surface quality and burr formation are tool wear,3,4size effect,5,6cutting parameters7-10and cutting fluid.11,12Lu et al.13achieved the better surface quality by improving the surface work hardening characteristics with the optimized parameters of TMM Inconel718.Mian et al.14found that the ratio of feed per tooth(fz)to cutting edge radius is the most important factor to change the thickness of the burr and cutting speed is the main factor to improve surface finish.Oliveira et al.15found that a higher flow of cutting fluid can effectively prevent materials from adhering to the processed surface,improve surface integrity and suppress the formation of burrs.Ucun et al.16studied the effect of minimum quantity lubrication(MQL)and cryogenic pre-cooling on the cutting performance of TMM Inconel718.MQL can effectively reduce tool wear.Low temperature pre-cooling has obvious advantages in improving surface quality and inhibiting burr formation.The current research mainly adopts optimizing cutting parameters and assistant cutting method of low temperature pre-cooling in order to improve the finished quality of Inconel718 workpiece.
Ultrasonic vibration machining is a processing method that periodically separates between tools and workpieces during the cutting process by applying ultrasonic vibration to tools or workpieces.It has four movement characteristics including separation characteristics,impact characteristics,variable speed characteristics and reciprocating ironing characteristics.Some scholars have studied the effect of ultrasonic vibration on the machining performance and the machined surfaces of different materials.Geng et al.17studied the influence of rotary ultrasonic elliptical machining(RUEM)on the delamination formation and suppression of carbon fiber reinforced plastic(CFRP)and found that the sharpening of the cutting edge and the cutting speed are improved and the tearing is reduced due to the special motion characteristics of RUEM.Compared with traditional turning(TT),ultrasonic vibration assisted turning(UVAT)reduces the surface roughness.18Ni et al.19studied the effect of ultrasonic vibration assisted milling(UVAM)on tool wear and surface morphology and found that UVAM improves the tool wear and finished surface quality with excellent uniformity and compactness compared with TM.Tao et al.20,21found that the two surface textures are the same type of function curve by comparing the scaly features of the fish surface with the machined surface features of UVAM.Compared with TM,UVAM is more uniform surface.Zhang et al.22studied the influence of rotary ultrasonic elliptical end milling(RUEEM)on the surface integrity of titanium alloys and found that RUEEM produces regular textured surfaces with separated ridges.Chen et al.23developed ultrasonic vibration helical milling(UVHM)to process the holes of Ti-6Al-4 V alloy and found that,compared with helical milling(HM),UVHM not only reduces the axial cutting force and the surface roughness but also increases the compressive stress.Gao et al.24studied the chip morphology of longitudinal-torsional ultrasonic assisted drilling(LTUAD)and traditional drilling(TD)and found that LTUAD can produce smaller and more fragmented chips.Chen et al.25studied the cutting mechanism of ultrasonic vibration assisted micromilling(UVAMM)through finite element simulations and experiments.The results show that UVAMM has a significant effect on suppression of burr formation and reduction of cutting forces and tool wear.
In this work,the high-temperature nickel-based alloys are machined by TMM and UVAMM with the difference of machining parameters.The finished surface quality and burr formation of TMM and UVAMM are investigated.The influence of ultrasonic vibration on finished quality,the formation of burrs and cutting force are analyzed.
2.Experimental method
In the UVAMM of 718 alloy,the stiffness of the tool is poor because of its small diameter which is within1mm.For smooth processing,the applied amplitude should not be too large.Ultrasonic vibration in the feeding direction is applied to the workpiece.
2.1.Experimental materials
The composition of the workpiece material is shown in Table 1.The shape of Ti(C,N)double-edged flat-head end-milling cutter is shown in Fig.1.The cutting edge radius is 10μm.The geometric parameters of the micromilling cutter are given in Table 2.
2.2.Experimental procedure
The test equipment assembly relationship and processing position arrangement are shown in Fig.2.The four-axis precision milling machine was used with the maximum spindle speed(n)of 24000 r/min.The ultrasonic vibration device was a USM-300A ultrasonic device with the maximum amplitude of16μm.The vibrator and the 9129AA three-way dynamometer were indirectly connected through the base plate 1.The machine table was connected through the bottom plate 2.The length,width and height of workpiece were 22 mm,22 mm and 8 mm,respectively,which was fixed to the ultrasonic tool head.The schematic of UVAMM is shown in Fig.3.The vibration direction was line with feed direction.The single factor experimental method was used.A new cutter was used to mill the slot every millimeter on the surface of the workpiece.The machining parameters are shown in Table 3.

Table 1 Main chemical components of Inconel 718.
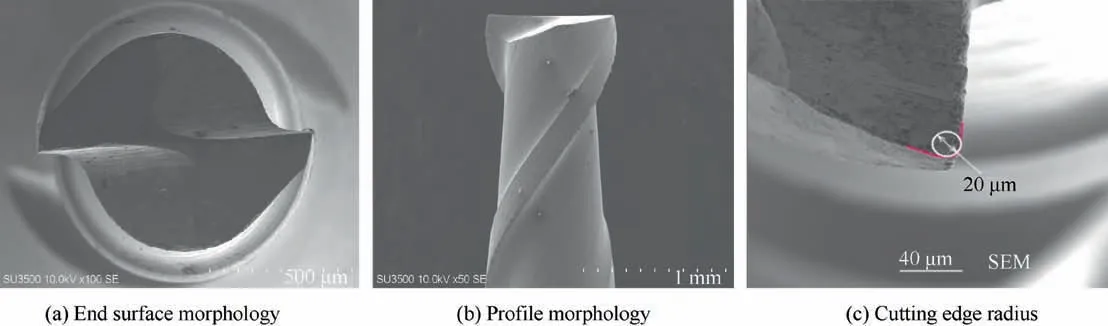
Fig.1 Shape of micromilling cutter(SEM).

Table 2 Geometrical parameters of micromilling tool.
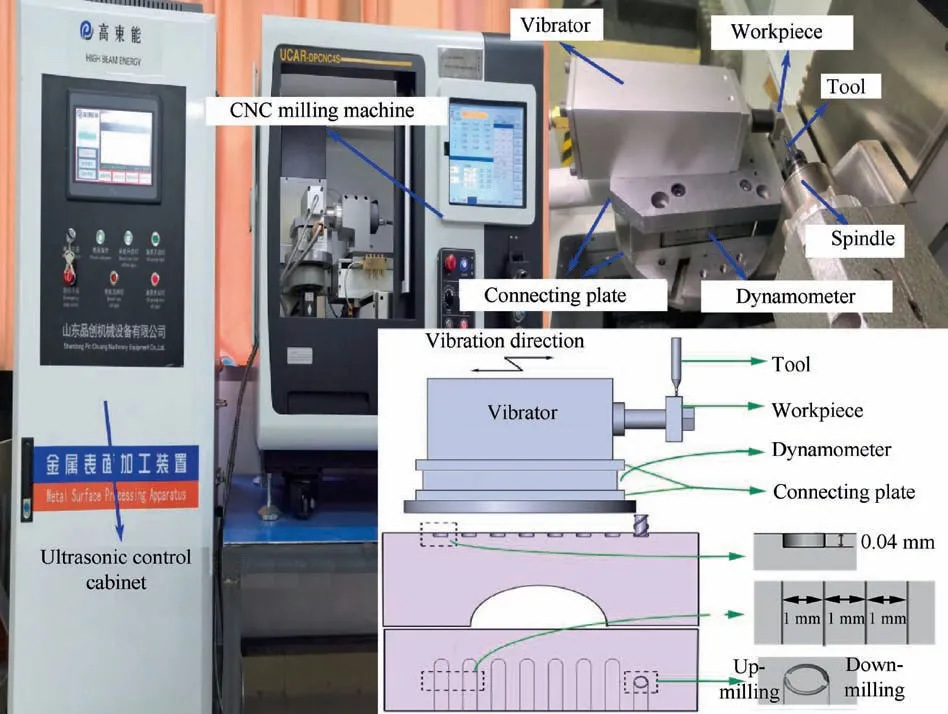
Fig.2 Experimental device and experimental design.
2.3.Selection of feed per tooth
The tool size and cutting parameters of TMM are relatively small and fzis the same order of magnitude as the cutting edge radius.When the actual cutting thickness(h)is close to or less than the minimum cutting thickness,there will be a ploughing phenomenon,the squeeze between the tool and the workpiece will be arised,and no chips will be generated because of size effect.In order to avoid the size effect,the minimum cutting thickness is given by simulating the microcutting of Inconel718 with the Third Wave AdvantEdge finite element simulation software.According to the tool parameters provided in Table 2,a two-dimensional tool tip model was created.Chip formation that is simulated with the cutting thickness of 1.5μm,2.5μm and 5μm is shown in Fig.4.
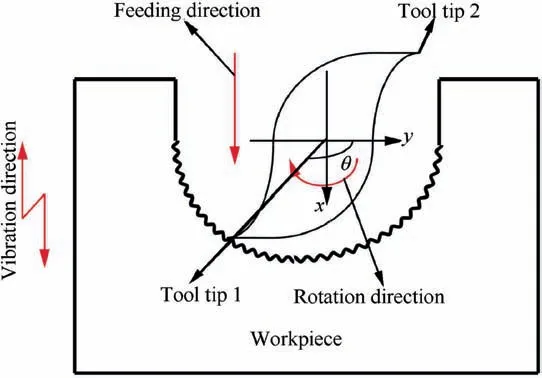
Fig.3 Schematic of UVAMM.

Table 3 Machining parameters.
It can be seen from the figure that when the cutting thickness is greater than 1.5 um,the chips can be generated.According to the formation of chips,it is reasonable to set the minimum fzof 2μm/z.
The cutting force is measured with a dynamometer.The tool wear is observed with a super-high magnification lens zoom 3D microscope.The bottom surface of the microgroove is observed and the surface roughness is measured with a threedimensional texture topography acquisition system.The burr shape and size are studied through scanning electron microscope(SEM).
2.4.Finite element simulation
UVAMM of 718 alloy is simulated by the finite element with Abaqus software.In order to shorten simulation time,the tool model is set to a discrete rigid body and the mesh type is set to R3D3 type mesh,regardless of the impact of tool wear and deformation.The workpiece is set as a deformable body and the grid type is C3D8R.The tool and workpiece are assembled according to actual requirements,which is shown in Fig.5.
3.Results and discussion
3.1.Surface topography
The surface morphology of Inconel718 is shown in Fig.6 with the TMM.The results show that when fzis lower,there are the obvious defects on the micromilled surface including pits(the maximum depth is close to 2μm),humps and gullies,which seriously affect the surface integrity.The main reason is that the lower fzis,the smaller the ratio of the cutting thickness to the cutting edge radius is.Under this condition,the size effect plays an important role in the removal of material.Due to the special properties of the material matrix and the characteristics of microcutting,extrusion and scratching are the main forms of cutting,which leads to the large strain and strain rate.A large amount of energy and frictional heat consumed by plastic deformation will increase the cutting temperature of the deformation zone which softens the material of the workpiece,resulting in severe blocking and accumulation during processing.The material accumulates with the slip of the workpiece material under the plough-effect and finally forms humps,which is consistent with the conclusion in Ref.26.At the same time,the material is taken away as the cutting process due to the extremely high bonding force between the material and the tool or the material and the chip,which eventually forms pits.27The existence of hard particles and built-up edge is inevitable,and there will be obvious gullies on the surface during processing.
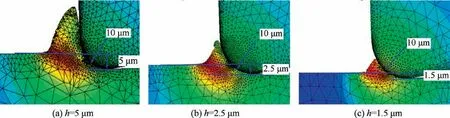
Fig.4 Chip formation in different cutting thickness.
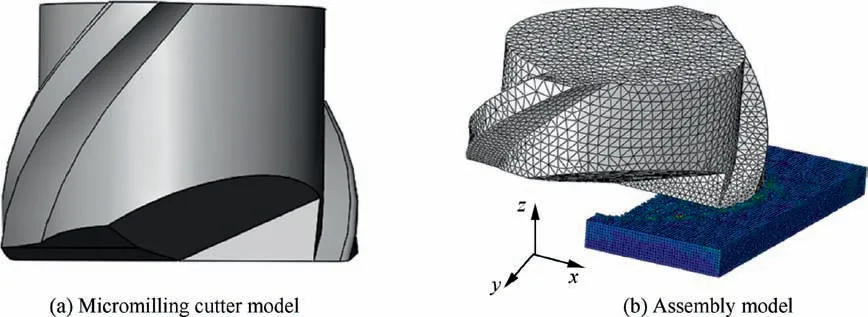
Fig.5 Simulation model.
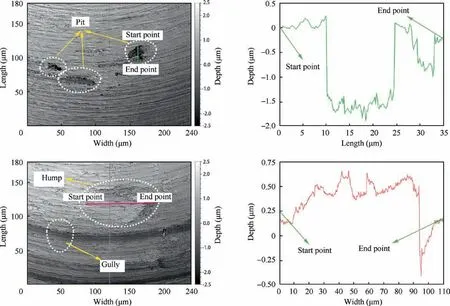
Fig.6 Surface defects of groove bottom with TMM at fz=2μm/z.
Fig.7 is the surface morphology of the bottom of the groove with TMM and UVAMM.It is found in Fig.7a-e that the defects gradually decrease with the increase of fzwhen the amplitude is 0μm,and the defect almost disappears when fzis 5μm/z.When fzis too small,the plastic deformation is very serious and is prone to produce built-up edge.The serious accumulation and adhesion of materials result in serious defects on the finished surface.As shown in Fig.7f-j,when ultrasonic vibration with a feed direction amplitude of 3μm and a frequency of 32 kHz is applied,pits,humps and gullies rarely occur at a feed rate of 2μm/z.And the surface texture becomes clearer as fzincreases.However,when fzis 5μm/z,the effect of ultrasonic vibration on the surface quality is no longer obvious.The reduction of surface defects is mainly related to the separation characteristics,impact characteristics,variable speed characteristics and reciprocating ironing characteristics of vibration cutting.UVAMM has a large instantaneous cutting energy and easy chip breaking,and effectively suppresses the generation of built-up edge.The occurrence of material accumulation and adhesion is reduced.However,when the ultrasonic amplitude is much smaller than fz,the effect of vibration cutting characteristics on the cutting process is reduced.The processing effect of UVAMM will be close to that of TMM.
The change of surface quality is described by the surface roughness.Fig.8 is the surface roughness by TMM and UVAMM at different fz.It can be seen from Fig.7 that the surface roughness decreases with the increase of fz.The surface roughness slightly increases under the condition of the feed rate of 6μm/z.The change trend is different from TM.When fzis much smaller than the cutting edge radius,the tool will perform negative rake angle cutting,and the machined surface will undergo severe rebound,resulting in increased surface roughness,which is in agreement with Ref.28.The reason for the inflection point is that fzand the cutting edge radius are large enough,the size effect is no longer obvious,and the TMM shifts to the TM.
3.2.Burr formation
Fig.9 shows the burr images of down milling and up milling of TMM and UVAMM with fz.In order to accurately get the burr size,the burrs of 20 positions are randomly selected,and the size is measured and calculated by the following Eq.(1).The burr size is given in Fig.10.

where Bwis the average value of burr width;wiis burr width of the ith point.
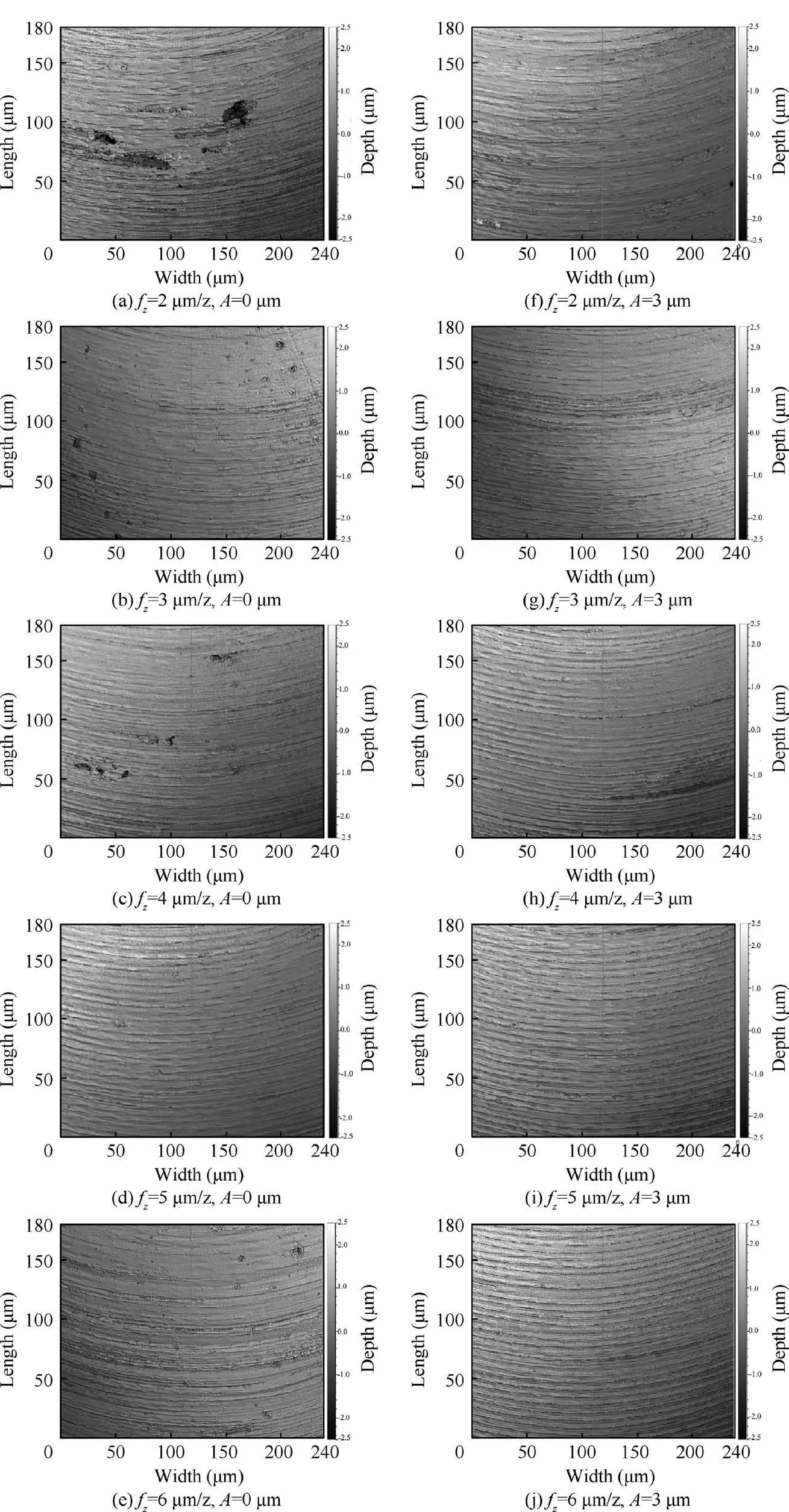
Fig.7 Surface topography of groove bottom with TMM and UVAMM at different fz.
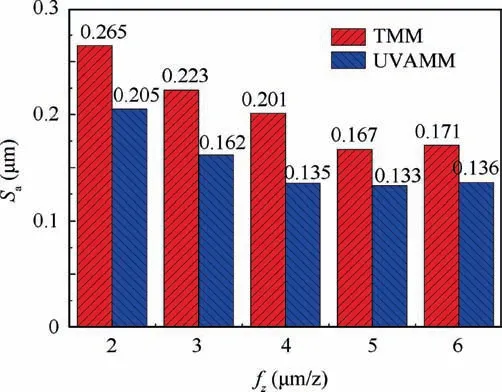
Fig.8 Surface roughness variation of TMM and UVAMM(n=15000 r/min;ap=40μm;A=3μm).
It can be seen from Fig.9 that whether it is TMM or UVAMM,the size of burrs at the up milling side is significantly smaller than that at the down milling side.And there is a large difference in the shape of the burr.The value of fzdetermines the size of the burrs,which is consistent with the study of Refs.9,29.The change rule of the burr size is shown in Fig.10.It can be seen that the UVAMM has an effect on the burr.For TMM,the burrs are the spiral form and turn outward on the down milling side.With the increase of fz,the density and size of burrs gradually decrease.The burrs are scaleshaped and extend toward the center of the groove on the reverse milling side.As fzincreases,the density and size of burrs also decrease.For UVAMM,the burrs along the milling side are flaky,which is consistent with the study in Ref.30.Ultrasonic vibration is beneficial to reduce the yield strength and plastic deformation resistance of the workpiece material and improve the cutting performance of the material.Therefore,the burr at the bottom of the groove is continuously stacked in the form of squeeze.With the increase of fz,the burr density gradually decreases,and the size of the burrs decreases first and then increases.When fzis 5μm/z,the size reaches the minimum of the size that is 50.23μm.The burr on the up milling side extends toward the center of the groove with the flocculent and has a higher density than that of traditional micromilling burr.With the increase of fz,the size of the burr decreases first and then increases.When fzis 5μm/z,it reaches the minimum of 36.57μm.
3.3.Impact of built-up edge
As shown in Fig.11,TMM will produce a built-up edge near the main cutting edge of the rake face at a lower fz.After applying ultrasonic vibration,the built-up edge is not obvious near the main cutting edge of the rake face.In the micromilling process,the feed rate is lower,and the plow cutting phenomenon is more significant.During this process,the workpiece material undergoes large plastic deformation and is difficult to form chips.With the increase of cutting force and cutting temperature,the plastic deformation areas continue to accumulate and adhere to the bottom edge,eventually forming a built-up edge.A built-up edge will increase the cutting edge radius,weaken the cutting effect of the tool,and make the accumulation of material more serious,which leads to the formation of the humps and gullies mentioned above and the increase of the surface roughness.At the same time,the smaller the ratio of the cutting thickness to the cutting edge radius is,the easier it is to cause work hardening,which increases the difficulty of cutting.Some of the groove bottom material are taken away by strong tensile stress and form pits because of the excellent plastic of Inconel718.In this experiment,the application of ultrasonic vibration periodically changed fz,reduced the effect of size effect,lowered the cutting temperature,and effectively inhibited the formation of builtup edge.The cutting edge only had part of the collapse blade phenomenon.Shen et al.31,32simulated the trajectory of the tool tip of UVAM.The results showed that the front and back tool tip trajectories intersected.UVAM can significantly improve the cutting temperature distribution,and reduce the thermal deformation and various thermal effects on the cutting process.
3.4.Cutting force
UVAMM is an intermittent cutting process.When the tool is in contact with the workpiece,an instantaneous cutting force is generated.Therefore,it is unreasonable to simply use the peak value of the cutting force to characterize force changes during the cutting process.Shen et al.33found that the peak value of cutting force generated by UVAM sometimes exceeds the peak value of cutting force of TM,but the average cutting force is significantly reduced.Whether it is an experiment or a finite element simulation,the peak value of the cutting force obtained by UVAM will appear to return to zero at high frequency.In the experiment,the actual cutting force is composed of a variety of material properties,tool materials,tool geometry,environment,etc.In order to reduce the error,this result selects the instantaneous cutting force of 100 uniform points within a cycle and takes the average as the final result.As it can be seen from Fig.12,the simulated values of feeding force(Fx),radial force(Fy)and axial force(Fz)are lower than the experimental values by 9.3%,13.9% and 10.9%,respectively.However,the change trend is consistent,which is useful to optimize the technology parameters in advance.Cutting force has a trend of decreasing first and then increasing with the increase of fz.Fx,Fyand Fzof UVAMM have decreased by 7.6%,11.5% and 1.3%,respectively,compared with TMM.The change trend of the average cutting force of UVAMM is similar to that of TMM.The average cutting force has been significantly reduced.The main reason is that vibration cutting has separation characteristics,which weakens the adhesion between the material and the tool or the material and the material.It has a good performance in improving chip breaking ability,reducing cutting temperature and tool wear.However,this change trend is different from TM because of the size effect.The change trend of the cutting energy or cutting force of TMM with the cutting thickness is different from that of TM,which is consistent with the research in Ref.34.Challen et al.35studied the effect of fzon work hardening and believed that when fzis smaller,the strain rate and flow stress of the material in the main cutting area will be greater,the material hardening will be more serious,and the energy of the material removal will be more.In addition,Huo et al.36made an explanation from the perspective of material mechanics.In the field of micromachining,the cutting edge radius(re)is of the same order of magnitude as the grain size.During the cutting process,the removal of the material is the result of dislocations.However,at this size range,dislocations are often hindered by grain boundaries,defects,etc.,resulting in cutting resistance,as shown in Fig.13,where h is the cutting thickness and reis the cutting edge radius.
4.Conclusion
High-temperature nickel-based alloy is machined with the TMM and UVAMM under the condition of the different technology parameters.The influence of technology parameters on the micromilling surface quality,burr formation,cutting force and tool wear is investigated.The following conclusions can be drawn:
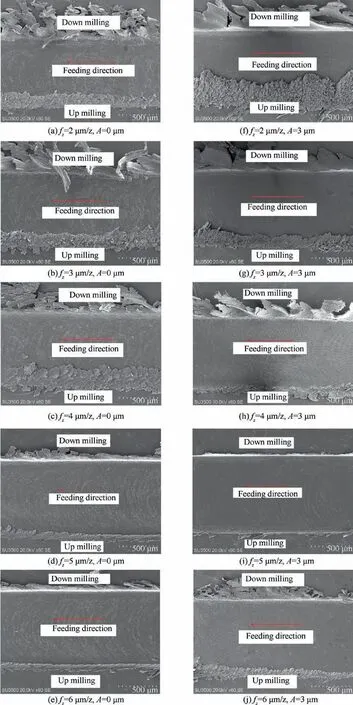
Fig.9 SEM of groove burrs with TMM and UVAMM at different fz.
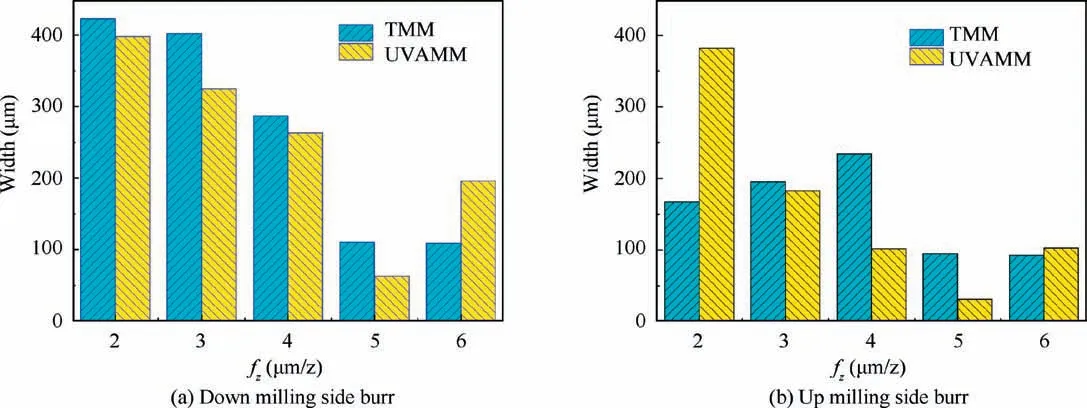
Fig.10 Change of burr size with TMM and UVAMM.
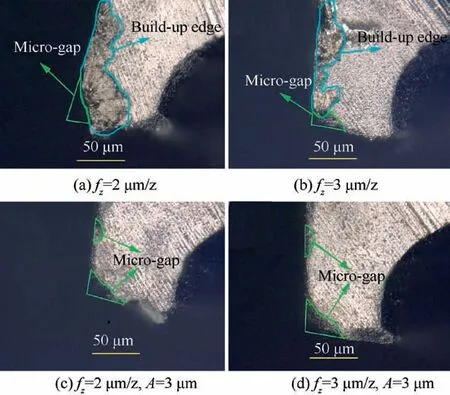
Fig.11 Morphology of tool wear.
1.In the range of size effect,TMM often has three type of defects,pit,hump and gully.Compared with TMM,UVAMM effectively improves the surface quality.Surface defects significantly reduce with the increase of fz.
2.Compared with TMM,UVAMM has a certain suppression effect on burrs.The effect of UVAMM on burr suppression is most obvious when fzis 5μm.The minimum burr size on the down milling side is 50.23μm,and the minimum burr size on the up milling side is 36.57μm.
3.UVAMM effectively suppresses the formation of built-up edge,which can significantly improve the micromilling process.
4.Compared with TMM,Fx,Fyand Fzof UVAMM are reduced by 7.6%,11.5%and 1.3%,respectively.The simulation value of the cutting force is slightly lower than the experimental value of the cutting force.The change trend of experimental force is in agreement with that of simulation force.
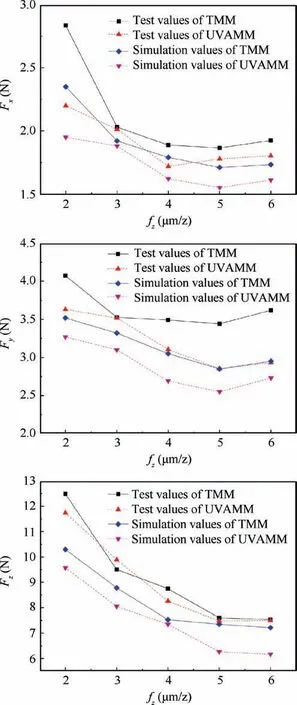
Fig.12 Cutting component force under different fz.
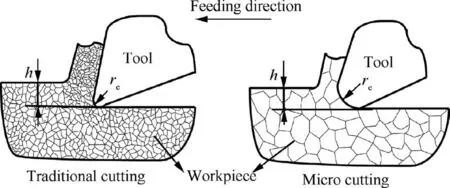
Fig.13 Schematic diagram of size effect.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgments
This work was supported by Agricultural Key Applied Project of China(No.SD2019NJ015)and Project for the Innovation Team of Universities and Institutes in Jinan of China(No.2018GXRC005).
 CHINESE JOURNAL OF AERONAUTICS2021年6期
CHINESE JOURNAL OF AERONAUTICS2021年6期
- CHINESE JOURNAL OF AERONAUTICS的其它文章
- Performance evaluation of creep feed grinding ofγ-TiAl intermetallics with electroplated diamond wheels
- Thermomechanical coupling effect on characteristics of oxide film during ultrasonic vibration-assisted ELID grinding ZTA ceramics
- Modeling and experiment of grinding wheel axial profiles based on gear hobs
- Electrochemical machining on blisk channels with a variable feed rate mode
- Framework and development of data-driven physics based model with application in dimensional accuracy prediction in pocket milling
- Electrode design using revolving entity extraction for high-efficiency electric discharge machining of integral shrouded blisk