
Thermomechanical coupling effect on characteristics of oxide film during ultrasonic vibration-assisted ELID grinding ZTA ceramics
2021-05-31 07:58FnCHENGungxiLIBoZHAOWenoBIE
CHINESE JOURNAL OF AERONAUTICS 2021年6期
Fn CHEN,Gungxi LI,Bo ZHAO,Weno BIE,
a School of Electrical and Mechanical Engineering,Pingdingshan University,Pingdingshan 467000,China
b School of Mechanical and Power Engineering,Henan Polytechnic University,Jiaozuo 454003,China
KEYWORDS
Abstract Ultrasonic vibration-assisted ELID(UVA-ELID)grinding is utilized as a novel and highly efficient processing method for hard and brittle materials such as ceramics.In this study,the UVA-ELID grinding ZTA ceramics is employed to investigate the influence of thermomechanical loading on the characteristics of oxide film.Based on the fracture mechanics of material,the model of internal stress for oxide film damage is proposed.The thermomechanical loading is composed of mechanical force and the thermal stress generating from grinding temperature.The theoretical model is established for the mechanical force,thermal stress and internal stress respectively.Then the finite element analysis method is used to simulate the theoretical model.The mechanical force and grinding temperature is measured during the actual grinding test.During the grinding process,the effect of grinding wheel speed and grinding depth on the thermomechanical force and the characteristics of oxide film is analyzed.Compared with the conventional ELID(CELID)grinding,the mechanical force decreased by 25.6%and 22.4%with the increase of grinding wheel speed and grinding depth respectively,and the grinding temperature declined by 10.7% and 12.8% during the UVA-ELID grinding.The thermal stress in the latter decreased by 16.3% and 20.8% respectively,and internal stress reduced by 12.3% and 15.6%.It was experimentally found that the topographies of oxide layer on the surface of the wheel and the machined surface in the latter was better than that in the former.The results indicate that the action of ultrasonic vibration establish a significant effect on the processing.Subsequently,it should be well considered for future reference when processing the ZTA ceramics.
1.Introduction
ZrO2toughened Al2O3nano-ceramics(ZTA ceramics)is a kind of toughened ceramics through dispersing an appropriate amount of ZrO2particles into the Al2O3matrix.Because the ZrO2particles possess the characteristic of phase transition,when it is compound with the Al2O3,the higher elastic modulus act a stronger binding force on the ZrO2.1This can decline the phase transition temperature of the metastable tetragonal ZrO2(t-ZrO2)to a low-temperature stable monoclinic ZrO2(m-ZrO2),and also suppressed phase transition.As the content of t-ZrO2increasing,the toughen effect of ZrO2phase transition will be fully exerted.Compared with metals and polymers,ZTA ceramics is a polycrystalline structure composed of complex ionic bonds with high temperature resistance,corrosion resistance and wear resistance.2,3In addition,it has extremely higher hardness and elastic modulus than that of the ordinary ceramics.Therefore,it is widely used in precision bearings,automotive parts,sealing components,and refractory materials,cutting tools,electronic components and bionic compatible implants.4-7Although the plasticity and toughness of ZTA ceramics is greatly enhanced,it is sensitive to the micro defects,and not conducive to be machined,which is prominent in achieving high precision,high efficiency,and high reliability.In order to improve its machinability,the composite processing technologies have emerged for hard and brittle materials such as ultrasonic-vibration assisted grinding,8ELID grinding,9magnetic polishing,10and elastic emission machining.11As a tentative exploration to achieve high efficiency and precision machining,the UVA-ELID grinding is compound the ultrasonic vibration with the C-ELID grinding to process hard and brittle materials.
The UVA-ELID grinding is a new processing,and not much research was conducted on it.Kwak et al.12investigated the effect of ultrasonic vibrating table on ELID grinding aluminum nitride ceramics,and found that the material removal rate increased by 36%.Zhao et al.13erected the surface roughness prediction model in UVA-ELID grinding nano-composite ceramics and verify the correct of model by the experiment.During the UVA-ELID grinding,an oxide film generated on the surface of the grinding wheel plays an important role in the processing.Zheng et al.14conducted a study on the influence of electrical parameters on the oxide film.It was found that the thickness of the oxide film was proportional to the power supply voltage and duty ratio,and inverse proportional to the electrode gap.Based on the formation and removal mechanism of the oxide film,Jia15established a theoretical model to predict its thickness and obtained the influence of processing parameters on the thickness through MATLAB software.The results declared that during the approximate linear growth of oxide film,the larger the duty ratio gap,the smaller the thickness,and the slower the rate of formation.In the non-linear stage,the higher the ultrasonic frequency was,the faster speed of the film formation,and the larger thickness formed at equilibrium.Zhao et al.16established a model of oxide film formation,and analyzed the effects of wheel speed,ultrasonic parameters,and ELID parameters on its behavior through experiments.The results indicated that the ultrasonic parameters had an inhibiting effect on the thickness and formation rate of the oxide film.Meanwhile,it can polish the workpiece during processing.Shao et al.17studied the characteristics of oxide film during UVA-ELID surface grinding nano-ceramic on the basis of the vibration superimposed on the workpiece.It was concluded that the model vibration had little effect on the thickness and strength of the oxide film,and the weak correlation was presented.On the basis of the fundamental laws of electrochemistry and grinding,Zhao et al.18erected a theoretical model of oxide layer contact stiffness for UVA-ELID grinding.The contact stiffness decreases with either an increase in elastic deformation of the system or decrease in nominal grinding depth.It was inverse proportional to the ultrasonic amplitude,ultrasonic frequency,duty ratio,power supply voltage,and wheel speed,but direct proportional to the workpiece speed.With an increase in the oxide layer contact stiffness,the surface profile depth,surface roughness and fractal dimension first decrease and then increase gradually.Subsequently,Zhao et al.19established a mathematical control model to maintain the protrusion height of abrasive grains,and verified it through experiment.The experimental results showed that the uniformdistributed cavities were presented on the oxide layer,and the surface quality was improved during UVA-ELID grinding.The above research declared that the oxide film established an important effect on the processing effect.However,in actual processing,the contact between the grinding wheel and the workpiece will cause the oxide film to be accompanied by the variation of heat and force.Considering the state of the art regarding publications,few literatures were reported to investigate the thermomechanical coupling effect on the oxide film.Therefore,it is necessary to explore it and reveal its generation process in essence.
In this study,the influence of thermomechanical loading on the formation of oxide film during the UVA-ELID grinding was studied.Firstly,based on the fracture mechanics,the model of internal stress under different parameters was established to obtain the stress required for the oxide film failure.Secondly,the theoretical model of mechanical force between the oxide film and the workpiece was erected.The thermal stress and internal stress generating from the thermomechanical loading was established as well.Then the finite element analysis method was utilized to simulate the theoretical model.Finally,the experiment of C-ELID and UVA-ELID grinding ZTA ceramics was conducted to verify the theoretical results,and acquired the characteristic of oxide film under different grinding parameters.Simultaneously,the surface quality was obtained under the both processing.
2.Theoretical analysis of thermomechanical loading on oxide film
During the UVA-ELID grinding,the oxide film on the diamond grinding wheel with cast iron bond is gradually thickened due to the continuous electrolysis of the bond.In addition,the insulating oxide film can change the resistance value during the electrolysis process.The increase of thickness of film can enhance the resistance value,and lead to the electrolytic process gradually slower,while it is strengthened as the film thinner or disappearance.Repeatedly,the non-linear electrolysis of the grinding wheel can be realized,and the online dressing can be successfully performed.However,it cannot be achieved if the oxide film is loose and incomplete,even the thicker oxide film covering the grinding wheel.On the contrary,if the oxide film is completely dense,even it is greatly thin,the oxidizing medium is difficult to permeate,which can prevent further electrolysis during the processing.
It is well known that one of the basic conditions for the oxide film formation is that it must be intact except for the surface of grinding wheel covered by diamond abrasive grains,namely it can completely cover the metal substrate without pores,cracks and shedding.20According to Habazaki et al.,21it was a necessary condition for generation complete oxide film that the volume of the oxide Voxwas greater than that of the metal consumption Vm.Conversely,it was impossible to generate a complete film.The volume ratio PBR was proposed to evaluate the formation of oxide film.

where the Voxand Vmrepresented the volume of oxide generated and the metal consumed by 1 mol metal,ox and m represent the oxide and metal respectively.
If the PBR value was less than 1,the oxide film bear tensile stress and cannot completely cover the entire metal surface,and it was not protective.Conversely,the compressive stress of the oxide film can be protective.However,if its value was far greater than 1,the oxide film was easily cracked due to excessive compressive stress,and it was not protective as well.
The growth stress and thermal stress generated during the electrolytic process can relax the oxide film through various mechanisms.However,there are mainly two kinds of stress during the processing.One was driven from the plastic deformation of the metal or the oxide film,and the other from the oxidation cracking and peeling.The former mainly contains six kinds of mechanisms,including dislocation slip,twinning,viscous flow of oxides,dislocation climbing,grain boundary slip and creep.They were determined by the type of oxide,grain size and stress.However,during the grinding,the latter played a significant role under the mechanical load.Therefore,it is necessary to analyze the stress for the oxide film failure.
2.1.Internal stress of oxide film damage
It is necessary for the oxide film to bend and peel that there exists a separation area at the interface.When the oxide film bend at the interface,the stress in the film was changed,produced non-planar compression and caused vertical and shear displacements.As shown in Fig.1,the stress concentration at the crack tip became the driving force for crack propagation.According to fracture mechanics,the crack length atat the interface stably penetration the film should satisfy the following relationship.22

where Koxis the stress intensity factor of the oxide,ξ1is the corresponding coefficient,σais the required force to generate a crack of length a.
Then,the stress for forming the crack length atis expressed as follows.

It is assumed that the oxide-matrix follows the linear elastic behavior,and the tensile stressσtrequired to increase the crack propagation of length c is written as:

where E*is the effective Young’s modulus of the oxide-matrix system,Gcis the critical crack propagation force.
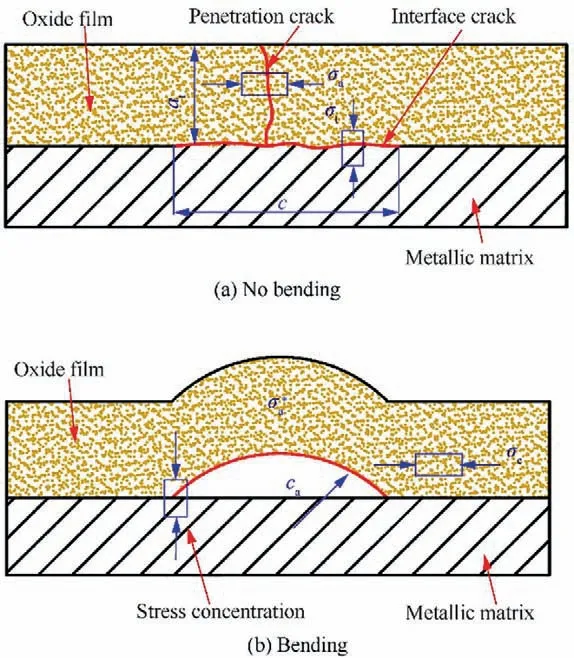
Fig.1 Stress distribution of oxide film stripping interface and bent.
Generally,the compressive stress exists in the oxide film.If there is undulation or partial peeling interface,the oxide film will be bent,and the critical stressσa*is expressed as follows.

where Eoxis the elastic modulus of the oxide,ξ2is the corresponding coefficient,cais the radius of the separated area at the interface,andμoxis the critical damage value of the material.
When the oxide film is bent,the interface separation area will be expanded.The compressive stressσcrequired to drive the separation along the interface is written as:

where Ktandξ3are the corresponding coefficient respectively.Therefore,the total stressσrequired to generate a crack of length c propagating the film can be expressed as
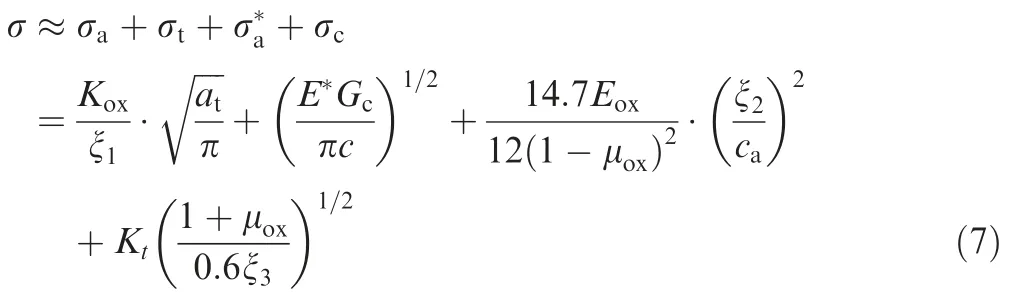
The relative parameters in Eq.(7)are shown in Table 1.23-30
The effect of various factor on the internal stress for oxide film destruction are obtained through MATLAB software.The results are shown in Fig.2.As can be seen from Fig.2,the internal stressσfor the oxide film to damage is approximate 300 MPa.It can be seen from the figure that the effect of parameters on the internal stress is different.The parameters of stress intensity factor of the oxide Kox,crack lengthpropagate through the film a,effective elastic modulus of the oxide-matrix system E*,critical crack propagation force Gcand the corresponding coefficient(ξ1,ξ3,Kt)establish little effect on the internal stressσ.Compared with the above parameters,the radius of the separated area at the interface ca,elastic modulus of the oxide Eox,critical damage value μoxand corresponding coefficientξ2have greater influence.As shown in Fig.2(a),when the cais lower than 100μm,the internal stressσchange greatly and it nearly drops to 0 as the radius larger than 200μm.In Fig.2(b),the internal stress σincreases linearly with the increase of the elastic modulus of the oxide Eox.As seen from Fig.2(c),with the increase of the coefficientξ2,the internal stressσincreases with parabola trend.It can be observed from Fig.2(d),the critical damage valueμoxonly decreases sharply around 1 and then decreases.When it is less or exceeds the value,the internal stress is almost non-existent.Subsequently,with the increase of the effective elastic modulus E*and the critical crack propagation force Gc,the internal stress increase obviously at first,and then it tends to a certain value.The stress intensity factor of the oxide Kox,crack length propagate through the film a,the corresponding coefficient(ξ1,ξ3,Kt)establish lest effect on the internal stressσ.
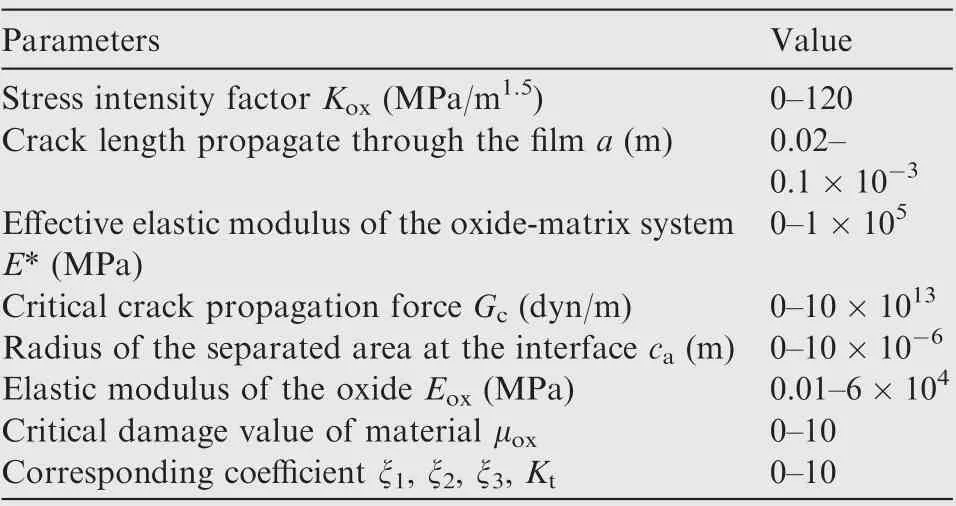
Table 1 Relevant parameter value.
2.2.Mechanical force on the oxide film
In the UVA-ELID grinding,except for the thermal stress on the oxide film,the mechanical force also exists under the external factors.It refers to the scraping effect of the workpiece on the oxide film during the grinding.The behavior between the workpiece and oxide film is presented in Fig.3.When the grinding wheel reaches the position 1,the oxide film on the grinding wheel does not directly contact the workpiece.At the position 2,the workpiece gradually contacts the oxide film,and the mechanical force cannot cause a larger damage on the oxide film.With the processing continuing,at the position 3,the workpiece completely acts on the oxide film and it will destroy the film to a certain extent.Taking the action of workpiece on the oxide film into consideration,the mechanical force at the position 3 is analyzed detailedly in the following section.
As shown in Fig.3,the mechanical force is mainly divided into two parts.One is the friction force caused by the relative movement between the oxide film and the workpiece.The other is high-frequency impact force of the grinding wheel due to the ultrasonic vibration.
Because the grinding process is very complex,it is essential to make a simplification for grinding kinematics analysis.Thus,certain assumptions have to be made while erecting a mathematical model.The assumptions are given as:
(1)The abrasive grains on the surface of grinding wheel are distributed equidistant along the same circumference.
(2)The workpiece materials are isotropic,and all the materials are removed through plowing stage and cutting stage.
(3)All the grains are considered to be regarded as a spherical shape.
(4)Ultrasonic vibration maintains stability in the processing,that is,the amplitude and frequency remain unchanged.
(5)The vibration of the grinding wheel is negligible.
It is well known that the friction force Ffacting on the object is proportional to the normal pressure FN,namely.

whereμis the coefficient of sliding friction.
The tangential and normal force caused by friction in unit time and area can be expressed as:

where Fx,Fyrepresents the tangential and normal force caused by friction at per unit area,v is the relative velocity between any point on the oxide film and the workpiece,Ppis the average contact pressure between the actual wear surface and the workpiece.
It is assumed that any point P on the oxide film make simple resonance movement under the ultrasonic vibration,the trajectory of the point is shown in Fig.4.According to the relationship between the point and workpiece,the kinematic equation can be expressed as:

where sxand szrepresent the displacement along the x and z direction,vsis the speed of grinding wheel,vwis the feed rate of workpiece,vais the axial feed rate of grinding wheel,A is the ultrasonic amplitude,f is the ultrasonic frequency,φis the initial angle of the ultrasonic vibration.
Then,the velocity equation at this point can be obtained as.

where vxand vzrepresent the velocity along the x and z direction.
According to Eq.(11),the resultant velocity of the point P is obtained as follows.

where vgis the resultant velocity.
During the UVA-ELID grinding,a part of the grinding wheel will be dissolved under the action of electrolysis,and assuming the dissolution depth is hd.
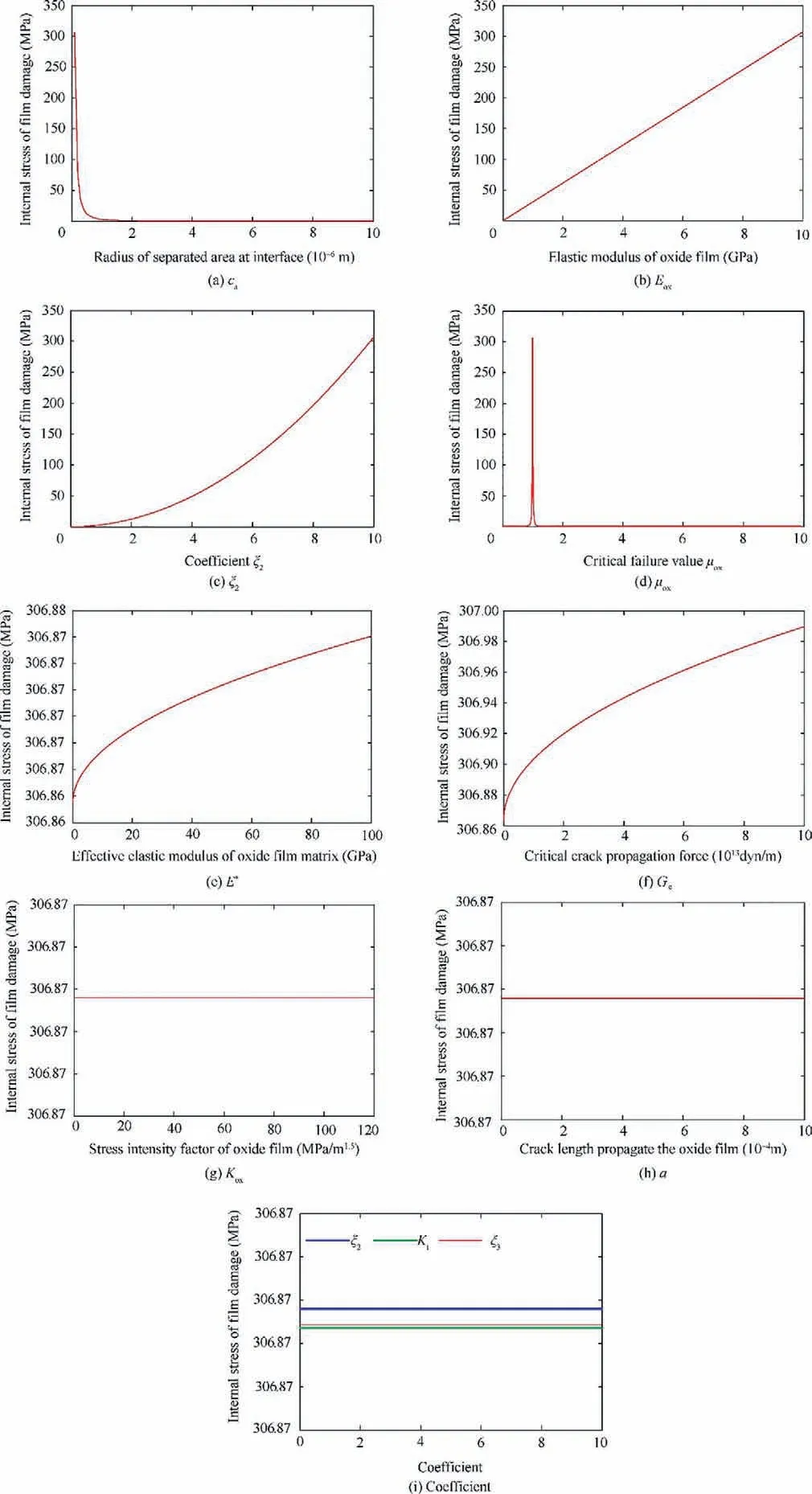
Fig.2 Effect of parameters on internal stress of oxide film damage.

Fig.3 Interaction between workpiece and oxide film.
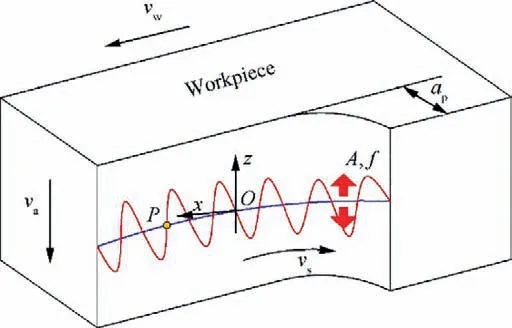
Fig.4 Trajectory of one point on oxide film.

whereηis the current efficiency,M denotes molecular weight of metal-bonded,D is the duty ratio,U is the voltage,Aeis effective area of cathode,λis the valence of metal,ρis density of metal-bonded,F is the Faraday constant,Aais effective area of anode for conduction and a represent the area,ρeis electrolyte resistivity,heis inter-electrode clearance and e represent the first letter of electrode,ρfis oxidation film resistivity and f represent the first letter of film,h is the thickness of oxide film.
The variation of dissolution depth hdwith the time is presented in Fig.5.It is observed that the hdincreases with the time,however,its value is great smaller than the grinding depth.Because the dissolution depth hdis far less than the grinding depth ap,the grinding depth apcan be used to analyze in the following section.According to Li et al.31,when the grinding depth is apand the equivalent diameter of the grinding wheel is de,the grinding timeΔt between the adjacent abrasive grains can be calculated by using the following formula.

Because theΔt≈6.02×10-4≪1,by combining Eqs.(12)and(14),an expression can be found for the average velocity in the UVA-ELID grinding.

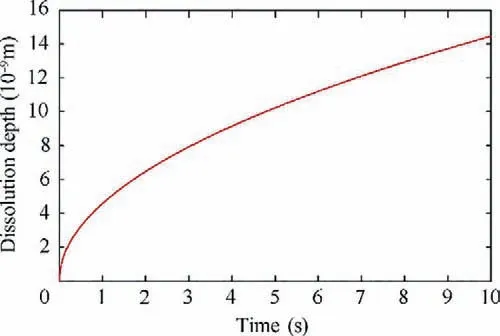
Fig.5 Variation of dissolution depth with time.
Substituting Eq.(15)to Eq.(9),the tangential and normal forces caused by friction of the oxide film on the grinding wheel can be written as:

During the UVA-ELID grinding,an axial ultrasonic vibration is superimposed to the grinding wheel,and a pulse impact force will introduced in the zdirection.Therefore,the velocity and acceleration of the oxide film on the grinding wheel surface can be expressed as.

where vz,azis the velocity and acceleration along z direction respectively.
According to the momentum theorem,the average impact force Fz on the grinding wheel is approximately.

where Mdis the equivalent mass of diamond grinding wheel.
In summary,the force between the oxide film and the workpiece can be expressed as.

Therefore,the mechanical force between the oxide film and the workpiece can be expressed as.

It is assumed that the initial angle of the ultrasonic vibration is zero,and the above formula can be simplified as follows.

According to Kong et al.,32the relevant friction coefficient of the oxide film can be acquired,and the effect of ultrasonic and grinding parameters on the mechanical force is obtained by MATLAB software.The results are presented in Fig.6.It can be seen from the figure that the ultrasonic and grinding parameters have different effect on the mechanical force.It enhance with the increase of grinding wheel speed,grinding depth and ultrasonic amplitude.The effect of grinding wheel speed and grinding depth on the mechanical force is dramatic,while with the ultrasonic amplitude is not obvious.With the increase of the feed rate of workpiece,the mechanical force decreases,but the decline is not obvious.According to Eq.(21),compared with the grinding wheel speed and grinding depth,the amplitude and the feed rate was relative smaller.In addition,the ultrasonic vibration will cause the sinusoidal variation of grinding wheel speed and grinding depth,and result in the fluctuation of the mechanical force.Therefore,in the Fig.6(a)and(c),as the speed of the grinding wheel and grinding depth increases,the wave becomes larger compared with that for the feed rate and amplitude.
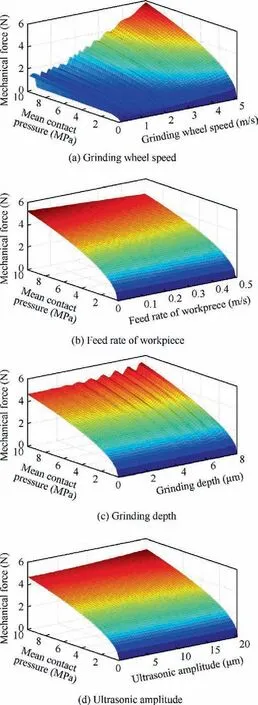
Fig.6 Effect of ultrasonic and grinding parameters on mechanical forces on oxide film.
2.3.Thermal stress in the oxide film
During the UVA-ELID grinding,when the workpiece cannot contact oxide film,it will not be subject to mechanical force but to the thermal stress caused by variation of grinding temperature.Based on the damage and peeling mechanism of the oxide film,if the grinding temperature generates a large impact,the oxide film will easily expand and contract under alternating conditions such as heating and cooling.If the linear expansion coefficients of the film do not match the substrate’s,the thermal stress is easily generated in the film.The linear expansion coefficient of the oxide film and the substrate is shown in Table 2.33,34
Generally,the linear expansion coefficient of the substrate is larger than the oxide film.Therefore,the tensile stress generates in the oxide film with the temperature rising,otherwise,compressive stress will be formed.When the stresses exceed the strength limit of the oxide film or the bonding strength between it and the substrate,the oxide film will be destroyed.The thermal stressσoxcaused by the difference linear expansion coefficient can be expressed as.35

whereΔT denotes the difference between the maximum temperature and the final cooling temperature,αoxandαmare the linear expansion coefficients of the oxide and substrate respectively,εoxandεmare the thickness of the oxide film and the substrate.
Sinceεox≪εm,Eq.(22)can be simplified as:

It can be seen from Eq.(23)that the thermal stress not only depends on the oxide volume,temperature difference and linear expansion coefficient,but also on the elastic modulus of the oxide film.
2.4.Internal stress from mechanical force
It is assumed that the grain was covered with the oxide film,and it would be expanded under the action of mechanical force.According to Chen,36the ratio of the volume of oxide film to the grain is approximate 2.15.During the grinding area,the total number of abrasive grains can be calculated using the follow formula.37

Table 2 Linear expansion coefficient of oxide film and substrate.

whereβis the total volume of all the grains in unit grinding wheel volume,δis the standard deviation,dais the average grain diameter.
It was the reason that the ultrasonic frequency was distinctly higher than the inherent frequency of dynamometer.The measured force was the maximum value of the grinding force.Meanwhile,the measured force was not suitable to be selected as an evaluation index for machining performance.However,the average grinding force can be used as an index to reveal the machining effect.According to Eq.(21),the average grinding force can be calculated by using the following equation.

where t1is the time of grinding wheel begins to processing workpiece,and t2is the time of measured the grinding force,T is the time it takes to complete each processing parameter.
The internal stress of oxide film generated from mechanical force can be solved by the following equation.

3.Simulation of thermomechanical loading on the oxide film
According to Qi,38it is well known that the main component of the oxide film is Fe2O3,followed by a small part of the intermediate products FeO,Fe3O4and impurities.These impurities are mainly composed of the debris from the UVA-ELID grinding process and the electrolyte.Therefore,the composition of the oxide film is simplified to Fe2O3during the simulation,and other components are ignored.
The mechanical force generated by the friction on the oxide film will increase the internal temperature of the oxide film and generate an equivalent internal stress to balance the external mechanical force.Therefore,it is necessary to analyze the variation of internal temperature and equivalent internal stress during the UVA-ELID grinding.Consulting the relevant literature,the mechanical and thermal properties of the oxide film and ZTA ceramics are shown in Table 3.
In order to facilitate the analysis,it is assumed that a part of oxide film on the grinding wheel directly and fully contacts the workpiece,and the cooling effect of the electrolyte is not considered.The software ANSYS is used to simulate the process.The simulation results are presented in Fig.7.In the figure,the left small piece denotes the oxide film on the grinding wheel,and the right represents the workpiece.The temperature field and the equivalent stress in the oxide film are shown in Fig.7(a)and(b)respectively.It can be seen from Fig.7(a)that the highest temperature occurs at the contact area,the other parts decreases with distance from the contact surface.From the Fig.7(b),the internal stress at the position 3(Fig.3)is approximate 1000 MPa.Compared with the internal stress required for the oxide film damage in Fig.2,it is greater than the internal stress.Because during the UVA-ELID grinding,the temperature cumulative effect exist from the workpiececontact the oxide film.If the temperature cumulative effect is taken into consideration,the internal stress will improved larger than the damage value.Therefore,the oxide film begins to wear and break as soon as it contacts the workpiece,which is conducive to the order,cyclic and durable maintenance of the online electrolysis process during UVA-ELID grinding.The results indicated that the thermomechanical coupling effect on the processing,and it will also provide the basis for the online electrolytic dressing of the grinding wheel.
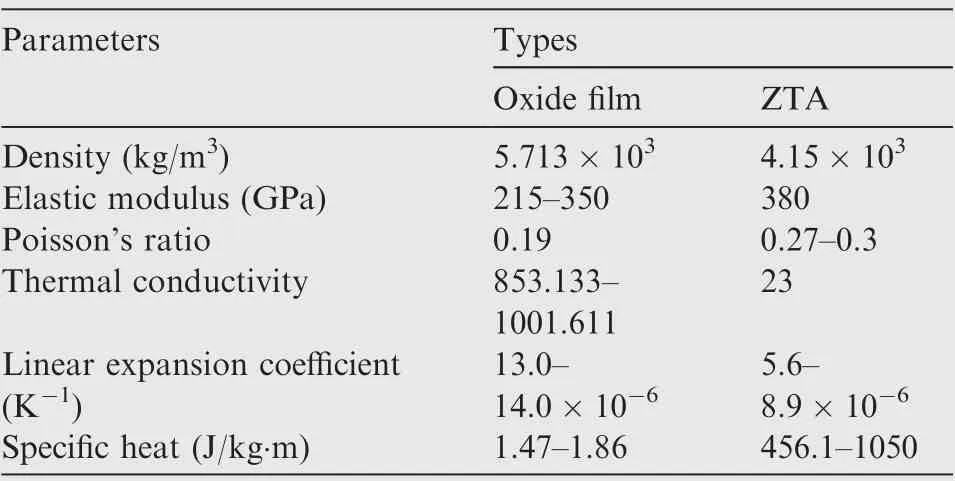
Table 3 Mechanical and thermal properties of oxide film and ZTA.

Fig.7 Simulation results in oxide film.
4.Experimental setup and methodology
4.1.Experimental setup and conditions
The grinding tests were carried out on a modified machining center(VMC850E)assisted with self-designed ultrasonic vibration devices.The experimental setup was presented in Fig.8.It was mainly composed of the ELID power supply,the process parameter monitoring system,the EDM(electron discharge machining)dressing device,ultrasonic vibration system and the electrolytic sharp device.The ELID power supply mainly provided the energy for the processing and control some parameters.The process parameter monitoring system was utilized to observe the stability of the processing.The EDM(electron discharge machining)dressing device was installed on the left side of workbench.The ultrasonic vibration system fixed on the spindle using a clamp includes electric transmission device,transducer,horn and grinding wheel.The electrolytic sharp device of ELID was installed in the spindle to online dressing the grinding wheel.
The grinding force was measured by a dynamometer(9257B,Kistler).The electrical signal from the dynamometer was amplified by an amplifier(5070A)and then fed to a data recorder(2825A).The recorded data were then saved and displayed on a computer using a commercial and professional software(Dyno Ware)produced by Kistler.
The grinding temperature was measured using thermocouple method.A blind hole(with a diameter of 1 mm)was drilled in the center of the workpiece.The distance between the end of the blind holes and the upper surface was 0.2 mm.A K-type thermocouple was positioned inside the blind hole and touched the end of blind hole.In order to fix the thermocouple,the opening of the blind hole was sealed with plasticine.The signals form the thermocouples were collected by a digital thermometer(HR-USB-T008,Shanghai Horizon Electronic Technology Co.Limited,China).During the experiment,in order to reduce the effect of heat accumulation on the measured temperature,the maximum temperature was selected as the grinding temperature.
The grinding wheel surface was observed by an optical microscope(VHX-2000,KEYENCE)to obtain the variation of grain distribution.The surface morphology was observed through the scanning probe microscope(CSPM-2000).In order to gain reliable data,three points were gauged for each set of parameters,and the average value was taken as the final result.
The workpiece was made from the nano-zirconia toughened micron alumina ceramics(ZTA)with zirconia content of 20% and its maximum sintering temperature was 1450°C.According to the analysis in the Section 2.2.1,the grinding parameters(grinding wheel speed and grinding depth)was selected as the variable in the experiment.The grinding parameters were shown in Table 4.In the experiment,the C-ELID grinding was carried out with the ultrasonic generator switched off.
4.2.Experimental results
The experimental tests were carried out using the proposed experimental set-up.The measured grinding force and grinding temperature was presented in Figs.9 and 10 respectively.Fig.9(a)and(b)presented an example of the measured grinding force at 3.9 m/s wheel speed,0.08 m/min feed rate and 5μm grinding depth in x,y,z axis directions and the resultant force in C-ELID grinding and UVA-ELID grinding respectively.As shown in Fig.9(a),the y-axis direction is larger than the other directions,the axial grinding force(z axis direction)was smaller and approximate equal to 0.While in the UVA-ELID grinding,the z axis direction was almost alternately positive and negative due to the effect of ultrasonic vibration.It was attributed to that during the UVA-ELID grinding,the abrasive grains have a large negative rake angle and resulted in the normal force(y axis direction)relative larger.The sinusoidal vibration led to the axial force(z axis direction)presented the alternative positive and negative.
In the Fig.10,it can be seen that the grinding temperature went through seven stages,including horizontal extension,slowly rising,sharply rising,maintain a high point,falling,slowly falling and horizontal extension.The reasons were as follows:at the beginning,the thermocouple contact was far from the heat source in the grinding zone,the measured temperature was close to the room temperature,and thus the curve was basically horizontal.As the material at the front of the thermocouple was gradually removed,the thermocouple contacts were getting closer to the heat source.The measured temperature was close to the workpiece temperature at the contact point of the thermocouple,which led to the temperature slowly rises.As grinding continues,the grinding wheel contacted the top of the thermocouple,the measured temperature was close to the temperature of the grinding zone,and the temperature curve suddenly rose to the highest point.Subsequently,when the grinding wheel kept away from the thermocouple,the temperature started to decrease,but the decline rate was less than the increase.A part of heat was accumulated in the grinding zone and due to the residua heats,the curve appeared as a gentle extension.In addition,the grinding temperature during CELID grinding was larger than that under the UVA-ELID grinding.

Fig.8 Experimental principle and setups.
Table 4 Processing parameters during grinding.
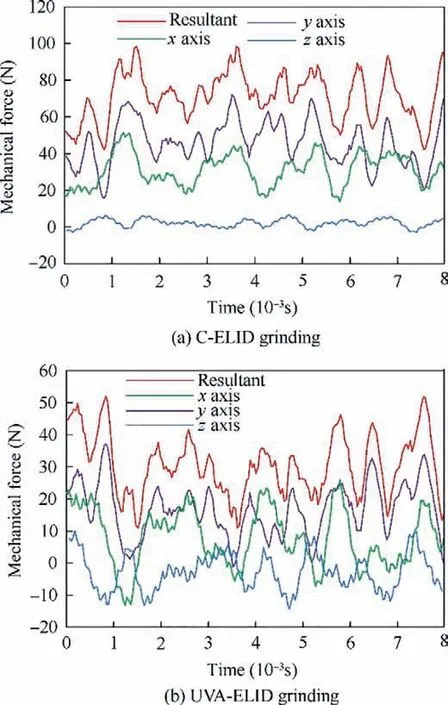
Fig.9 Measured mechanical force.

Fig.10 Measured grinding temperature.
5.Results and discussions
5.1.Effect of grinding parameters on thermomechanical force
The effect of grinding wheel speed on the mechanical force was presented in Fig.11(a).It was observed from the figure that the mechanical force decreased with the increase of grinding wheel speed during the both processing.The mechanical force under the ultrasonic vibration significantly reduced by 25.6% compared with the C-ELID grinding.It was attributed to that with the increase of grinding wheel speed,the number of abrasive grains participating in the grinding increased,namely the undeformed chip thickness of each grain decreased.In addition,during the UVA-ELID grinding,the higher grinding wheel speed would enhance the cavitation effect,and it was equivalent to increase the action of ultrasonic vibration.Under the cavitation effect,the oxide film was impact by the micro jet and the strength of it decreased.According to the principle of force and reaction,the mechanical force on the oxide film was decreased.Meanwhile,the experimental results kept a good agreement with the theoretical value.
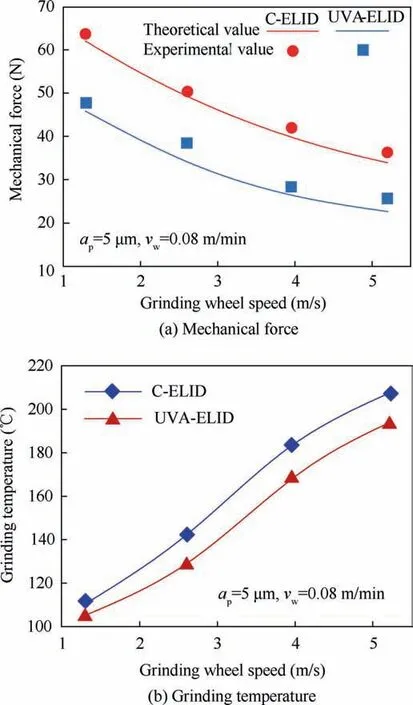
Fig.11 Effect of grinding wheel speed on mechanical force and grinding temperature.
The relationship between the grinding temperature and grinding wheel speed was presented in Fig.11(b).The grinding temperature declined with the increase in grinding wheel speed in the both grinding.Compared with the C-ELID grinding,the grinding temperature decreased by 10.7% during the UVAELID grinding.The reasons for the results can be summarized into two aspects.On one hand,the grinding force was reduced in the latter,and it led to the grinding temperature decline to a certain extent.On the other hand,the action of ultrasonic vibration was conductive to prompt the coolant flowing to the grinding area,and directly take away more heat.As a result,the grinding temperature will be decreased accordingly.
Fig.12(a)presented the effect of grinding depth on the mechanical force.It was observed from the figure that the mechanical force increased with the increase of grinding depth during the both processing.The mechanical force under the ultrasonic vibration significantly reduced by 22.4% compared with the C-ELID grinding.Although with the increase of grinding depth,the underformed chip thickness of single grain increased,the contact arc length increased and the number of effective grain increased during the UVA-ELID grinding.Therefore,the mechanical force presented a decreasing trend compared with that of C-ELID grinding.
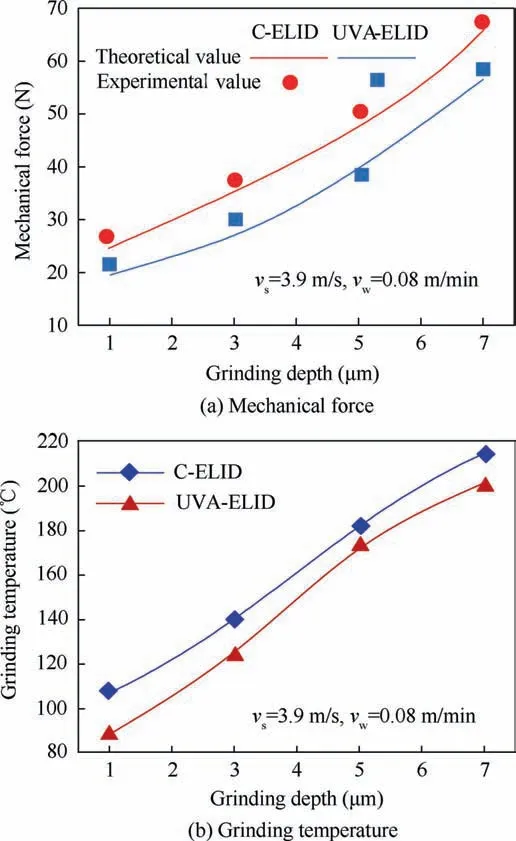
Fig.12 Effect of grinding depth on mechanical force and grinding temperature.
The variation of grinding temperature with the grinding depth was shown in Fig.12(b).It can be observed from the figure that the grinding temperature enhanced with grinding depth.It was attributed to that the increase of the grinding depth caused the oxide film between the grinding wheel and the workpiece withstand a greater compressive force.Under the action of ultrasonic vibration,the oxide film was loose and soften compared with the C-ELID grinding.This led to the more active grains participate the grinding,and improve the processing condition.Therefore,the grinding temperature declined by 12.8% compared with the C-ELID grinding.
5.2.Effect of grinding parameters on the stress
According to Eqs.(23)and(26),the thermal stress and internal stress from the thermomechanical force can be obtained under different grinding wheel speed and grinding depth.The thermal stress was presented in Fig.13(a).It was observed from the figure that the thermal stress improved with the increase of the both parameters.With the increasing of grinding wheel speed and grinding depth,the thermal stress during UVAELID grinding decreased by 16.3% and 20.8% respectively compared with that of the C-ELID grinding.It was result from that during the UVA-ELID grinding,the high-frequency vibration caused the debris easily removed from the grinding zone,and reduced the accumulation of heat.In addition,the cavitation effect prompted the cooling effect of the electrolyte on the grinding area.Therefore,the thermal stress during the UVA-ELID grinding reduced with the increase of both parameters.
The variation of internal stress with the grinding parameters during the both processing was shown in Fig.13(b).It decreased with the increase of grinding wheel speed,while enhanced with the grinding depth.Compared with the CELID grinding,the internal stress decreased by 12.3% and 15.6% respectively with the increase of grinding wheel speed and grinding depth during UVA-ELID grinding.Since it came from mechanical force,the variation tendency was a good agreement with the force.In addition,the value of internal stress was higher than the oxide film damage.Therefore,the experimental results indicated that the oxide film was bound to be destructed as the grinding wheel completely contacted the workpiece.The results kept a good agreement with the theoretical value,which declared that the mathematical model was effective.
5.3.Topography of oxide layer on surface of grinding wheel
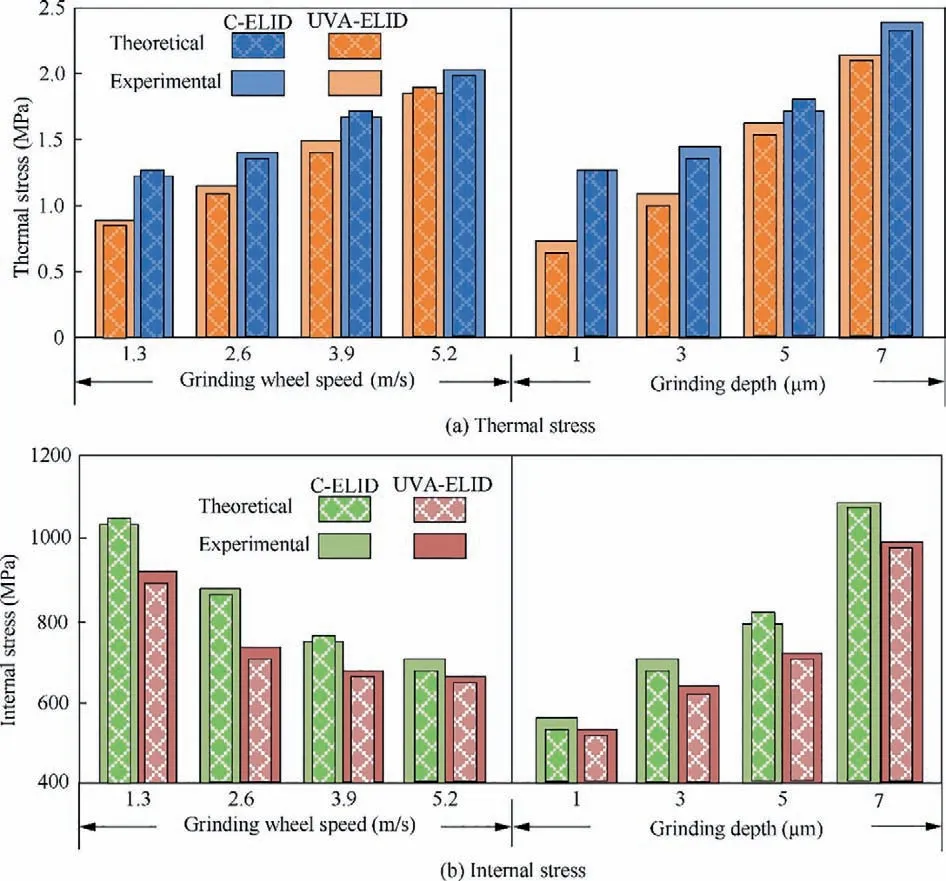
Fig.13 Effect of grinding parameters on thermal stress and internal stress.
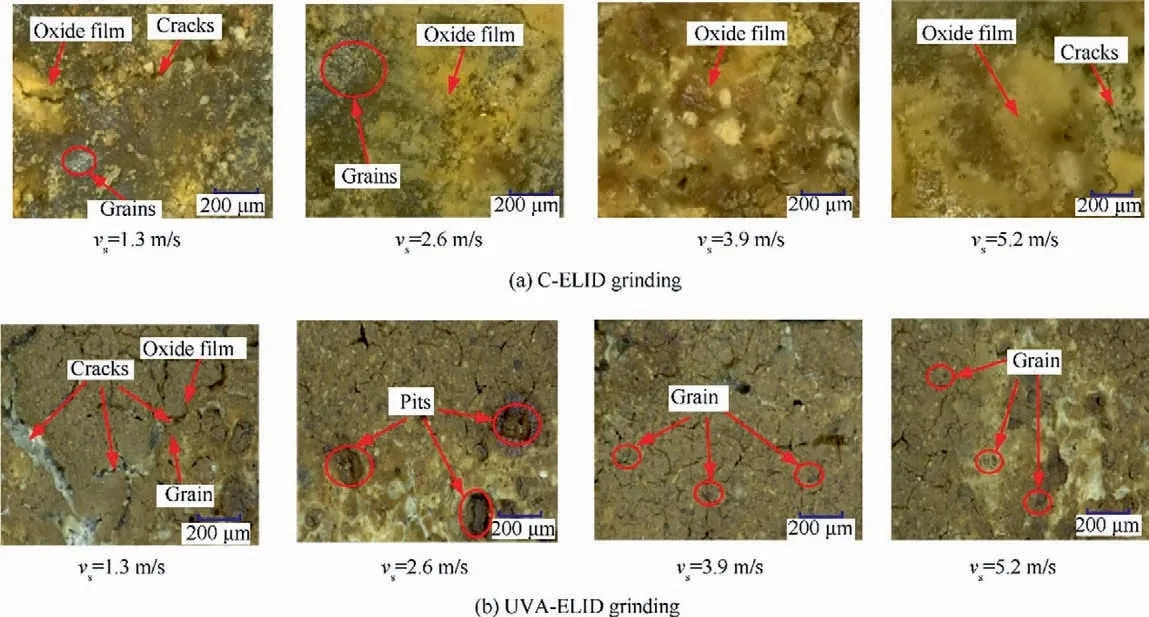
Fig.14 Topography of oxide film at different wheel speeds during.
The topographies of oxide layer on the surface of the wheel with different grinding wheel speed during the C-ELID and UVA-ELID grinding were presented in Fig.14.It was observed from Fig.14(a)that some cracks and severely destroyed on the oxide film at the grinding speed 1.3 m/s.The damage of oxide film gradually weakened with the increase of grinding wheel speed,however,the distribution of film was not even and loosened.As shown in Fig.14(b),some micro cracks and severely expansion appeared on the oxide film when the grinding speed was 1.3 m/s.The pits were obviously presented on the film as the speed 2.6 m/s.When the grinding wheel speed was 3.9 m/s and 5.2 m/s,the surface topographies under the both conditions was almost no difference,and the top of the abrasive grain exposed on the oxide film can be vaguely observed.It was due to that at the lower grinding wheel speed,the mechanical force was relative higher,and the thermal effect was not obvious for the film.Therefore,the mechanical force was leadingly erecting pressure on the film and caused it crack and expansion.With the grinding wheel speed increasing,the mechanical was declined,and the thermal effect was gradually presented and the damage of oxide film was drive from the thermal stress.According to Jia,39the contact stiffness of the oxide film decreased with the speed of the grinding wheel.In other word,it was for the oxide film conductive to damage at the higher grinding wheel speed.During the UVA-ELID grinding,the relative stable cutting edge height was required to keep the dynamic grinding.If the thickness of oxide film was larger,the cutting state of micro-edges was likely to change and in turn affected the surface quality.Yan et al.40found that appropriately increasing the speed of the grinding wheel could enhance its selfsharpening ability and improve the grinding efficiency.However,the increase of the grinding wheel speed will cause the vibration of the grinding system and increase the machining error.Therefore,the selection of grinding wheel speed should be comprehensive considerations the both cases.
The topographies of oxide layer on the surface of the wheel with different grinding depth during the both processing were shown in Fig.15.As shown in Fig.15(a),during the C-ELID grinding,the distribution of oxide film was not uniform,and it was gradually destroyed with the increase of grinding depth.It was obviously found that the higher of the grinding depth,the greater destroy for the oxide film.During the UVA-ELID grinding,as presented in Fig.15(b),when the grinding depth was 1μm,few micro cracks propagated and the surface of film was dense.Under the condition of grinding depth 3μm,the micro cracks were uniformly distribute and propagated on the oxide film.Compared with the grinding depth 3μm,the cracks were less and unevenly distributed on the film at the grinding depth 5μm.With the grinding depth further increase,the obvious rolling marks on the film and presented delamination.The reason for the above situation may be that during the lower grinding depth,the mechanical force and grinding temperature was lower and it could not attain the damage value of stress.This led to the thickness of the oxide film was greater than the height of the cutting edge of grains,and the oxide film was squeezed by the reaction force of the workpiece to become more compact.As shown in Fig.12(a),with the grinding depth increasing,the thermomechanical force was enhanced,and it would act on the film.Due to the lower hardness of the oxide film,the higher grinding temperature could generate the heat stress and it could lead to the film bending.In addition,under the action of ultrasonic vibration,the oxide film was soften and caused the contact stiffness decline.Subsequently,joint the effect of the workpiece on the larger mechanical force,and the oxide film would fall off the surface of the grinding wheel.Therefore,it was for the ZTA ceramics that the grinding depth should be well considered from the oxide film.
5.4.Surface topography of machined workpieces
The characteristics of oxide film were reflected by the surface topography of machined workpieces.Fig.16(a)and(b)presented the surface topography of the workpiece during the C-ELID grinding and UVA-ELID grinding respectively.It was observed that the surface quality of the workpiece under UVA-ELID grinding was better than that during the CELID at the same grinding depth.When the grinding depth was 1μm,compared with the C-ELID grinding,the smaller abrasive scratches were faintly visible and the surface of workpiece was greater smooth under the action of ultrasonic vibration.As the grinding depth increasing,the surface quality was gradually deterioration.When the grinding depth was 5μm,it was obviously found that the ductile removal was occurred during the UVA-ELID grinding,and the scaly craters increased.In contrast,the surface began to present the irregular scale cracking pits and tend to increase in the C-ELID grinding.When the grinding depth was 7μm,the brittle fracture was appeared on the surface in the former,and many damages caused by the brittle fracture removal.During the C-ELID grinding,the irregular large-area a shedding on the surface was taken place,and led to the quality worse.It was attributed to that the oxide film in UVA-ELID grinding was relative dense,and the ultrasonic vibration could improve the ability of the on-line electrolysis process.When the grinding depth was 3μm,as shown in Fig.17,many abrasive grains were covered by the oxide film,and few grains participate in the UVA-ELID grinding.Meanwhile,the thermomechanical force under the ultrasonic vibration was lower that of CELID grinding,and it could alleviate the destruction of oxide film.In other word,it could improve the polishing of oxide film.However,when the grinding depth arrived at a higher level,the generation of oxide film was not enough to compensate for the difference between the grinding depth and the electrochemical loss of the grinding wheel.This would result in the abrasive grain directly contacting with the workpiece.The oxide film would be quickly damaged and its quality become worse,in turn affected the quality of workpiece.Therefore,it was necessary to select reasonable grinding depth during the grinding.
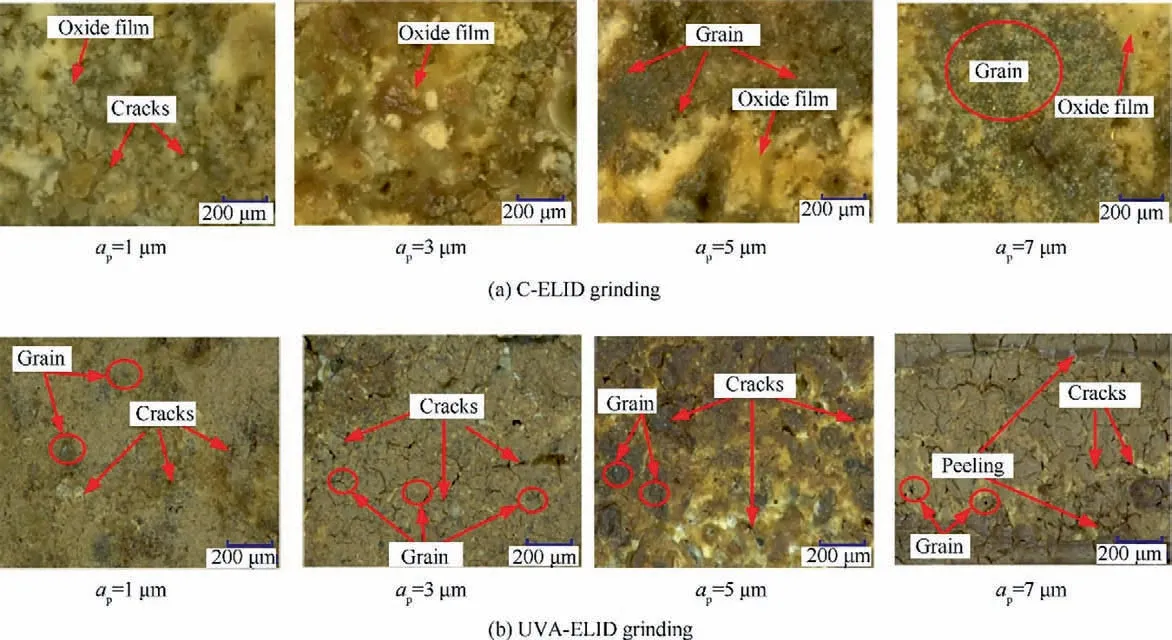
Fig.15 Topography of oxide film at different grinding depth.
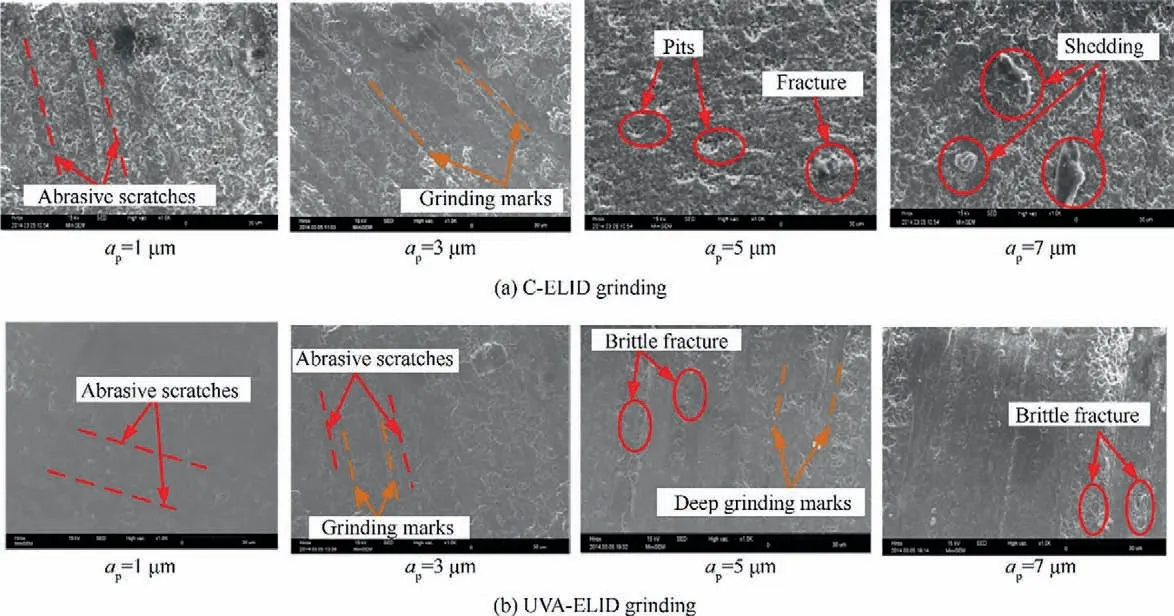
Fig.16 Topography of workpiece under different grinding depth.
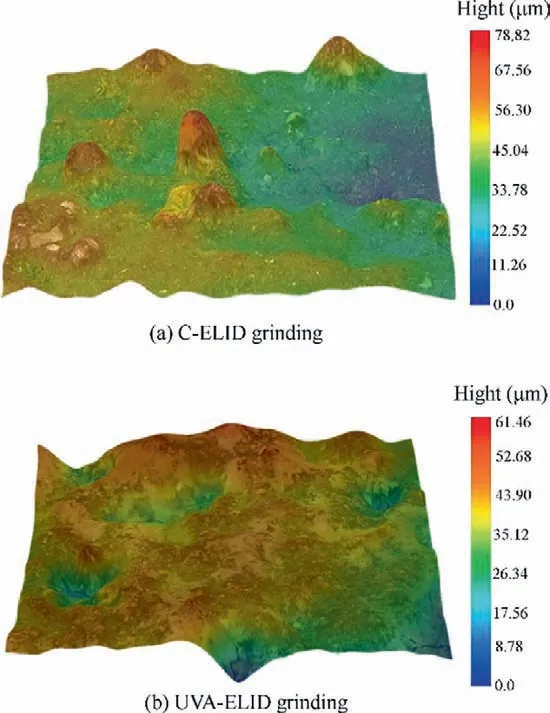
Fig.17 Surface morphology of grinding wheel.
6.Conclusions
In this study,the ultrasonic vibration-assisted ELID grinding ZTA ceramics was conducted to investigate the thermomechanical coupling effect on the characteristics of oxide film.The model of internal stress for the oxide film damage was proposed.The theoretical model of mechanical force,thermal stress and internal stress was established,and they were verified through the actual experiment.During the actual grinding test,the surface characteristics of oxide film on the grinding wheel and workpiece was further demonstrated.Based on the findings,the following conclusions can be drawn.
(1)It was found that during the effect of various factors on the internal stress for oxide film destruction,the radius of the separated area at the interface,elastic modulus of the oxide,critical damage value and corresponding coefficient had greater influence on the internal stress.The internal stress for the oxide film damage was approximate 300 MPa.However,the simulation results declared that the internal stress reached 1000 MPa when the workpiece completely contacted the oxide film,while the temperature was not obvious.
(2)It was for the mechanical force that the effect of grinding wheel speed and grinding depth was more obvious than other parameters.Compared with the C-ELID grinding,the mechanical force decrease by 25.6% and 22.4% with the variation of grinding wheel speed and grinding depth respectively,and the grinding temperature declined by 10.7% and 12.8% during the UVA-ELID grinding.
(3)The experimental results indicated that the thermomechanical coupling effect was always occurrence during the C-ELID and UVA-ELID grinding.The thermal stress in the latter decreased by 16.3% and 20.8%respectively with the variation of grinding wheel speed and grinding depth,and internal stress reduced by 12.3% and 15.6%.Compared with the internal stress,the thermal stress was not obvious during the processing.
(4)It was experimentally found that the topographies of oxide layer on the surface of the wheel and the machined surface during UVA-ELID grinding was better than that in the C-ELID grinding.Under the thermomechanical coupling effect,the topographies of oxide layer on the surface of the wheel was gradually deteriorate with the increase of grinding depth,while better with the grinding wheel speed.The surface quality of oxide film directly established effect on the workpiece.It was observed from the machined surface topography that its quality was gradually getting worse with the grinding depth,and it kept a good agreement with the variation of oxide film.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgements
The research was supported financially by the National Natural Science Foundation of China(No.51805284),the Key Scientific Research Projects of Colleges and Universities in Henan Province of China(No.19A460006)and PhD Research Startup Fund Project of Pingdingshan University of China(No.PXY-BSQD-2018013).
 CHINESE JOURNAL OF AERONAUTICS2021年6期
CHINESE JOURNAL OF AERONAUTICS2021年6期
- CHINESE JOURNAL OF AERONAUTICS的其它文章
- Performance evaluation of creep feed grinding ofγ-TiAl intermetallics with electroplated diamond wheels
- Modeling and experiment of grinding wheel axial profiles based on gear hobs
- Electrochemical machining on blisk channels with a variable feed rate mode
- Framework and development of data-driven physics based model with application in dimensional accuracy prediction in pocket milling
- Electrode design using revolving entity extraction for high-efficiency electric discharge machining of integral shrouded blisk
- Performance analysis and application on Ti-6Al-4V of micro-forging system