
Anhydrous based shear-thickening polishing of KDP crystal
2021-05-31 07:59MinLIMinghuiLIUOltmnnRIEMERFngzengSONGBinghiLYU
CHINESE JOURNAL OF AERONAUTICS 2021年6期
Min LI,Minghui LIU,Oltmnn RIEMER,Fngzeng SONG,Binghi LYU
a Intelligent Manufacturing Institute,Hunan University of Science and Technology,Xiangtan 411201,China
b Department of Manufacturing Technologies,Leibniz Institute for Materials Engineering,Bremen 28359,Germany
c Faculty of Production Engineering,University of Bremen,Bremen 28359,Germany
KEYWORDS
Abstract Based on the special physical-chemical characteristics of optical crystal in the field of aeronautics,a new anhydrous based shear-thickening polishing(ASTP)method has been proposed to restrain deliquescence and to improve physical properties for KDP machining.The ultraprecision polishing of KDP crystal is completed by ASTP.A kind of anhydrous based thickening polishing slurry(ATPS)was proposed in our work,and high-performance rheological properties were determined to achieve the ASTP of KDP crystal.A material removal model of ASTP in KDP machining is established,followed by the verification experiment of the prediction model.The maximum error of the predictive model is only 9.8%,which proves the validity of the material removal model for KDP polishing.The polishing experiments were carried out on the polishing platform developed by ourselves.The results show that the new polishing method can polish 20 mm×20 mm×5 mm KDP crystal and obtain a super-smooth surface with a surface roughness of 1.37 nm and high shape accuracy.The surface accuracy of polished KDP crystal reaches up to 0.68λ(RMS).The experimental results show that the ASTP is a potential ultra-precision machining method for KDP crystal.
1.Introduction
Potassium dihydrogen phosphate(KDP,KH2PO4)is a nonlinear photoelectric crystal with excellent performance such as high laser damage threshold,large nonlinear photoelectric coefficient and wide light transmission band(from nearultraviolet to near-infrared).1,2Due to these special properties,KDP has the most important applications in the field of aeronautics,especially in the laser systems,various frequency converters,electro-optic switches,and fusion energy.3At present,inertial confinement fusion has replaced the traditional magnetic confinement fusion as the main way to obtain fusion energy.4,5The KDP optical crystal in the laser system that guides fusion energy should not only have excellent optical performance parameters but also be grown into large-scale crystals.Lawrence Livermore(LLNL)of the US National Laboratory is vigorously promoting the‘‘National Ignition Device”(NIF)research program.6According to statistics,this world’s largest laser called‘‘artificial earth”uses more than 7000 optical crystal mirrors,of which more than 500 KDP crystals,which shows the importance of KDP crystals in the field of energy.7
However,ultra-precision machining of KDP optical crystals is very difficult due to its characteristics of easy deliquescence,brittleness,and poor temperature stability.Singlepoint diamond turning(SPDT)8can be easy to produce small-scale periodic ripples on the KDP crystal surface in virtue of vibration of the machine tool and the spindle,which will affect the laser damage threshold.Ultra-precision grinding can achieve a micro-cut depth for the machining of the brittle materials,which is helpful to obtain a high-precision surface.9-12In the process of ultra-precision grinding,the abrasive grains are usually falling off and embedding into the KDP surface.13,14Magneto-rheological finishing(MRF)can be applied successfully to obtain high accuracy workpiece,but still significant‘‘edge effects”occur when machining large-sized crystals.15,16Consequently,an alternative machining method achieving defect-free and ultra-smooth surface is needed on KDP crystal with high surface integrity.
Li et al.17,18recently reported a progressive shearthickening polishing(STP)using a STP slurry for successfully realizing‘‘flexible polishing”.In their work,the water polishing slurry can operate with a continuous shear thickening.However,the water in the polishing slurry will definitely lead to the deliquescence of water-sensitive materials(i.e.KDP in our work).Our work is the first report on exploring the anhydrous based shear-thickening polishing(ASTP)in the KDP machining applications.The mechanism possesses the potential to expand the process capability and offer additional degrees of freedom for the polishing of deliquescent materials.In addition,a kind of anhydrous based thickening polishing slurry(ATPS)was proposed in our work,and highperformance rheological properties were determined to achieve anhydrous based shear-thickening polishing of KDP crystal.A material removal model of the ASTP in KDP machining is established,then the verification experiment of the prediction model is conducted in this work.
2.Anhydrous based shear-thickening polishing for KDP crystal
2.1.Principle of anhydrous based shear-thickening polishing
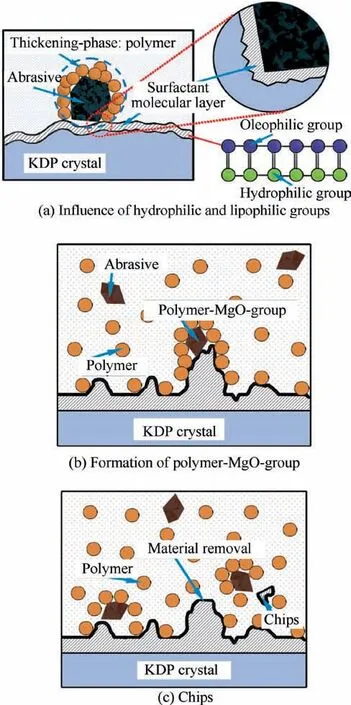
Fig.1 Principle of anhydrous shear-thickening polishing for KDP crystal.
The basic principle of the ASTP for KDP crystal is schematically shown in Fig.1.In this process,the ATPS(ATPS fluid,different from two-phase air-water fluid for KDP polishing in reference19),is the most important factor which affects the surface quality and efficiency.The ATPS fluid,whose base liquid is a kind of non-Newtonian fluid,contains abrasives(MgO),thickening-phase(polymer),and anhydrous based dispersant.In this work,except for the anhydrous based slurry,we propose adding surfactant into ATPS fluid as an effective method to restrain the deliquescence of KDP crystal.As shown in Fig.1(a),the hydrophilic and lipophilic groups20contained in the surfactant can be oriented on the surface of the solution and can significantly reduce the surface tension,which makes the existence form of the surfactant in the liquid-equivalent selective rather than a uniform dispersion.21Thus,in the polishing zone between the components of anhydrous based fluid and the crystal interface of KDP,there will be a selective directional arrangement of surfactants,so as to form the surfactant molecular layer attached to the phase surface.22In Fig.1(a),the surfactant preferentially adsorbs on the crystal surface of KDP,which will induce the hydrophilic group adsorbing on the KDP surface,and the lipophilic group adsorbs on the oil phase interface.The molecular layer can well block the water in the air from contacting the KDP crystal surface.Consequently,the deliquescence of KDP crystal can be restrained in the ASTP process.
During the polishing process,the material removal action of the ASTP is illustrated as follows:(i)At the initial low shear rate,MgO abrasives and polymer particles are uniformly dispersed in the silicon oil,and the shear force is not sufficient to cut the convex peak of KDP surface.(ii)With the increase of shear rate,the viscosity of polishing fluid shows a trend of sudden increase.Then,the dispersed polymer molecules rapidly wrap MgO abrasive particles,forming a micro-‘‘flexible abrasives group”(i.e.polymer-MgO-group,as shown in Fig.1(b))under the effect of pressure,and begin to cut the convex peaks from the microsurface of KDP.(iii)With the polishing process,the KDP surface gradually flattens by removing chips of the workpiece in Fig.1(c)and the shear thickening effect weakens.When the cohesion of the polymer-MgO-group is insufficient to maintain the polishing effect,it loosens naturally and returns to the initial polishing state.Meanwhile,the KDP surface quality reached a stable state by marking the end of polishing.
2.2.Preparation and rheological behaviors of ATPS
In order to achieve the polishing of KDP crystal,highperformance slurry must be prepared in our work.The raw material selection of ATPS fluid should follow several principles:(i)It has a good protective effect on KDP with no chemical reaction,no deliquescence,and atomization of crystal.(ii)The viscosity of ATPS fluid should be control in a proper value to avoid the jamming in the actual polishing of KDP.In this work,low-viscosity methyl silicone oil(viscosity:10-50 cs)will be selected as an anhydrous based dispersant.The hardness of polishing particles should not be too high due to the soft brittle characteristics of KDP crystal.So,MgO with moderate hardness and easy cleaning will be selected as the abrasive to prepare the slurry.For the surfactants mixing with low viscosity methyl silicone oil,a little flocculent precipitate appears in the oil solution of a quaternary ammonium salt and fully dissolves after a little stirring,which reveals the quaternary ammonium salt can be selected as the surfactants for preparation of the new slurry.
Fig.2 shows the prepared slurry for KDP machining.The preparation process for the polishing slurry is as follows:Firstly,a water-free polishing fluid is prepared,which includes thickening phase polymer and dispersant silicone oil.Secondly,the fine abrasive MgO and quaternary ammonium salt are added to the anhydrous based slurry(Fig.2(a)).Last but not least,the ATPS is well mixed and balanced for about 12 h at a temperature of 25°C.Prior to the processing test,as shown in Fig.2(b),the ATPS shall be remixed for 30 min,followed by ultrasonic dispersion to destroy aggregations and to maintain a homogeneous slurry.
Fig.3 shows the rheological curve of a newly prepared slurry.The ATPS with a polymer concentration of 15wt%-35wt% is configured.At the temperature of 25°C,the relationship between viscosity(η)and shear rate(˙γ)shows the same tendency,and viscosity increases with the rise of shear rate.At a shear rate of 0-5 s-1,the anhydrous slurry shows a slow thinning characteristic,and the thickening effect will start at a shear rate of 5-10 s-1.It reveals the critical thickening point is at the shear rate of 5 s-1.When the shear rate exceeds this critical point,the slurry will show an obvious thickening trend.Different from water-based slurry in our previous work,the ATPS would not show obvious thinning phenomenon even under high shear rates,which may be due to the decrease of surface tension caused by the addition of surfactant,which indirectly affects the damage and regeneration of solid grid.In addition,it should be noted that the viscosity of methyl silicone oil determines the initial viscosity of anhydrous slurry in this paper,but it will not cause the shift of critical thickening point,while the high viscosity will easily affect the aggregation of particles,thus forming a plug.17
As the shear rate increases to the critical thickening point,the viscosity of the anhydrous slurry suddenly increases and the resistance of the rough surface increases under the action of pressure,which causes polymer particles to agglomerate and coating MgO abrasive to form flexible‘‘Polymer-MgO-g roups”.Then,the mechanical removal takes place such as cutting the raised micro peaks on the roughness of KDP crystal.Due to the pressure effect,the surfactant molecules on the micro bulge of KDP crystal are reduced,so the material removal process takes priority in the micro bulge.When the materials on the micro bulge may be removed preferentially,the absorption of surfactants in the micro depression hinders the dissolution process,and the material removal rate is relatively slow in actual polishing.
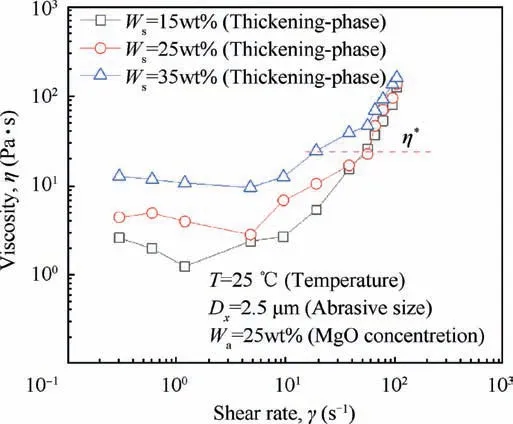
Fig.3 Rheological curve of new prepared slurry.
2.3.Material removal model of anhydrous based shearthickening polishing for KDP crystal
Establishing the predictive model of material removal rate(MRR)is the critical approach to understand the mechanism and control parameters of the polishing process.In this section,a predictive material removal model of the ASTP will be set up for KDP crystal machining.23Fig.4 shows the force analysis of an abrasive particle in the ASTP.
During the polishing process,a layer of regular arrangement surfactant molecular layer will be formed at the interface between KDP and silicone oil.During the ultra-precision machining process,the tip of the MgO abrasive particle can be estimated to be spherical crown,24,25and its pressing depth dpis far less than the diameter of Dx.So,there is an approximate equation as26

where dcis the diameter of the maximum cross-sectional area Scof the abrasive pressed into the workpiece.The relationship between contact area and positive pressure Ffis given by27

where Ffis the positive pressure on a single abrasive,and HKDPdenotes the hardness of the workpiece in the polished zone.
The parameter khrelated to the properties of surfactant is given by1

where khis the surfactant related parameters and defined as the influence factor related to the properties of surfactant,andσcis the yield strength of KDP crystal.28
The pressing depth dpcan be calculated as

According to dimensional analysis,the cross-sectional area Scof the material removal area should be in direct proportion to the arcuate area formed by abrasive pressing into the KDP surface,and Sccan be given by29
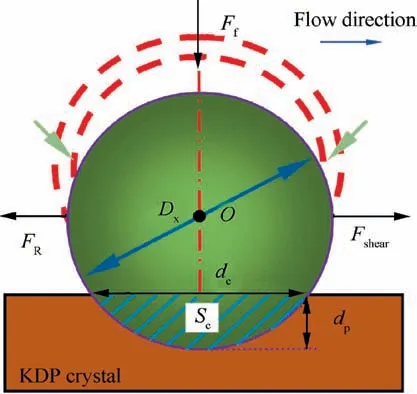
Fig.4 Force analysis of an abrasive particle cutting a KDP surface in ASTP.

Eqs.(1)-(5)may be substituted into following equation,and simultaneous formula for cross-sectional area Scas follows

The particle velocity Upis related to the linear velocity of the flow.The KDP surface is sheared by the abrasive particles in the fluid.In the shear layer,the abrasive particles are surrounded by the abrasive-thickening group,and the velocity v of abrasive-thickening group can approximately be calculated as30

where heis the thickness of shear elastic layer,βis the correlation coefficient of the incident angle of the abrasive.Upis the fluid follow-up speed caused by the rotation of the polishing tool(i.e.Up=2πωl),l is the distance from the center of polishing plate to the workpiece surface,ωis the rotational speed of the polishing tool.Thus,the thickness of the shear elastic layer hecan be approximated as25,31

whereη*is the complex viscosity in shear zone area,τis the shear stress at the contact between the workpiece and the center of polishing plate,ω/heis the shear ratio,ρis density of fluid.Eq(8)may be substituted into Eq.(7),then Eq.(7)can be rewritten as

Combined with the above formulas,the material removal model of single MgO abrasive per time can be obtained by31-33

where lais a function of the polishing pressure Ff,v is the polishing speed,t is the time,hecan be calculated by Eq.(8).Under the action of pressure Ff,the actual contact area Spbetween smooth surface and rough surface is34

whereσis the standard deviation of the size distribution of the roughness peak,αis the average radius of curvature of the roughness peak of the workpiece,Eemis the equivalent Young’s modulus of MgO,Here Cais a constant whose value is between 0.3 and 0.4 whenα/σis in the range of 0.5 and 3.0.The number of abrasive grains(Na)on the effective contact area between the polishing pad and the workpiece is35

where fmis the mass fraction of abrasive particles in the polishing solution.
The effective abrasive for material removal(Nea)can be expressed as36

Under the action of shear thickening,the material removal rate of the ATPS can be expressed as the product of the effective abrasive number acting on the effective contact area and the material removal rate of a single abrasive.The material removal rate(MRR)can be calculated as37

where kn=khβρKDP,ρKDPis the density of KDP crystal,and t is the polishing time.With the increase of the rotational speed ωand pressure Ff,the MRR will linearly increase during the polishing process.It is worth noting that Cais a constant related toα/σrather than concentration,and its value varies the range of 0.3-0.4.According to the material removal model Eq.(14),khis defined as the influence factor related to the properties of surfactant,whose value is equal to 0.87 calculated by Eq.(3).ω/heis the shear ratio,the specific value can be obtained by calculating the ratio of the rotational speedω to the thickness of he.l is the linear distance from KDP to the rotating center of the plate with an approximate value of 15 cm.Dxis the particle size of MgO abrasive.Eemis the equivalent Young’s modulus of MgO.The specific values of the theoretical material removal model can be determined by assigning the above parameters.
3.Experiment and measurement
To explore the feasibility of the ASTP of KDP with deliquescent characteristics,experiments were conducted.We prepared the ATPS with adding polymer as the dispersed phase,MgO abrasives,and methyl silicone oil in a certain proportion.The prepared slurry was stirred and dispersed by ultrasonic mixing.This step is greatly important for the uniformity of the dispersion of the slurry components,otherwise,the polymer will precipitate impact liquidity.Then,the viscosity of this slurry can be tested by an RVDV-1 rheometer.
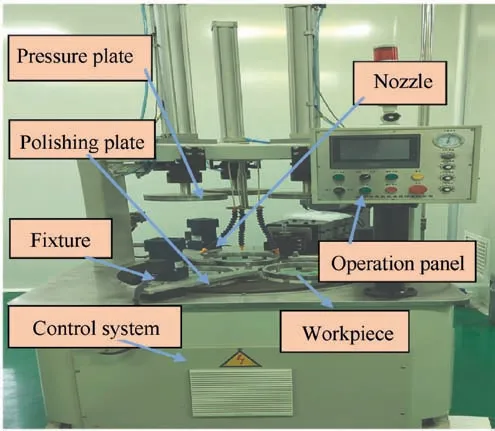
Fig.5 Experimental setup for polishing of KDP crystals with ATPS.
We conducted a series of experiments on the polishing platform as shown in Fig.5.The experiments were conducted on the YH2M8164M polishing device.Before processing,the KDP crystal is located on the fixed plate and transferred to the polishing disc.The ATPS needs to be filled into the circulation system and sprayed to the polishing area through the nozzle.The specific polishing parameters are controlled by the control panel.Table 1 shows the experimental conditions.The size of the workpiece(i.e.KDP crystal)is 20 mm×20 mm×5 mm(the initial surface roughness is 268 nm).After processing of 4 h,the scratches on the KDP crystal surface were completely removed during polishing process,and achieve a super smooth surface without any deliquescence spots.
The workpiece must be cleaned in the aviation kerosene before measurement.Therefore,the polished KDP crystal is immersed in kerosene for 0.5 h and stirred gently to dissolve the silicone oil,and then washed in an ultrasonic cleaner for 0.5 h.After high-frequency ultrasonic vibration,the residual abrasive particles can be eliminated from the workpiece surface.Atomic force microscope(AFM)and an optical surface profilometer(SJ5781).Were used to detect and analyze the surface quality after cleaning the KDP crystal under the dry condition.According to the material removal model,it can be seen that the material removal rate is a function of the change of mass with time.A precision electronic balance(accuracy of 0.001 g)is used to measure the mass change.In the machining process,polishing should be interrupted every 1 h and after cleaning the two-dimensional and threedimensional morphology changes of the KDP surface were observed and recorded by AFM.After processing,the shape accuracy of KDP crystal was measured with the optical surface profilometer.All values were measured three times.
4.Results and discussions
4.1.Verification of the MRR model for the ASTP method
According to the test results,the parameters of this work are calculated through the experimental data,and the MRR modelis established.The mass change of each time period is measured according to the measurement method outlined in Section 1,and the measurement data is substituted into the following equation
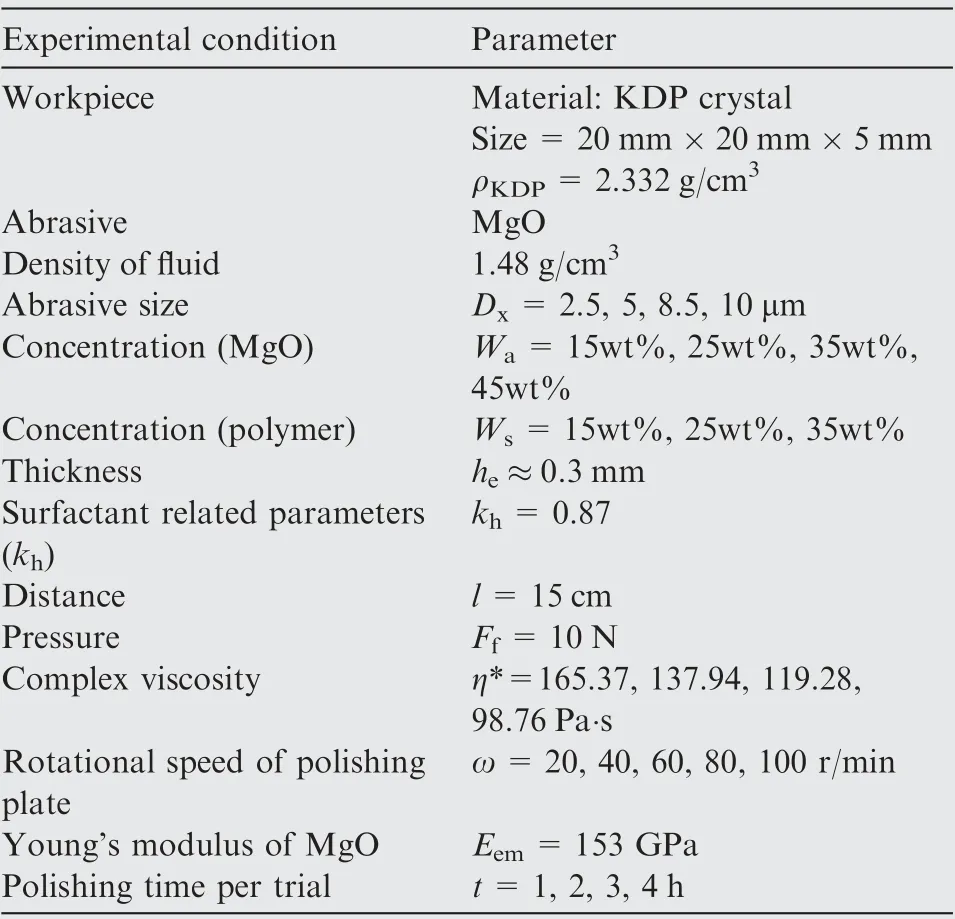
Table 1 Experimental conditions.

where MRRedenotes the experimental value,M1and M2are the mass of KDP before and after polishing,respectively;t is the processing time.
As shown in Table 1,the slurry(MgO abrasive with Dx=2.5μm and Wa=25wt%in concentration)was selected for the verification experiment for a polishing time of 4 h.According to the material removal model Eq.(14),khis 0.87 and the concentration of polymer Ws=25wt%,and the value of Cais 0.35 by calculatingα/σ.Other parameters can be obtained from Table 1.By substituting the parameters shown in Table.1 into Eq.(14)and continuously adjusting the speed of the plate,the theoretical values MRRtof material removal rate at different speeds are obtained.The experimental value MRReof material removal rate can be obtained by measuring the mass change before and after processing(average of three measurements).The relative error(denoted by‘‘δe”)of theoretical and experimental results calculated as the following17,38

As shown in Fig.6,the theoretically calculated curve of MRR in ASTP is very close to the experimental data.Four polishing speedsω=20,40,60 and 80 r/min are used in the experiment,four theoretical MRRtvalues are obtained.The MRRevalues under the four polishing speeds are calculated by experiment and substituting them into Eq.(16).The error between the theoretical and actual values under the four speeds can be calculated(i.e.δe1is 4.5% forω=20 r/min,and δe2=5.7%,δe3=6.9%,δe4=9.8%,δe5=9.6% for ω=40,60,80 and 100 r/min,respectively),which proves the effectiveness of the theoretical removal model.
4.2.Effect of surfactant molecules on deliquescence of KDP polishing
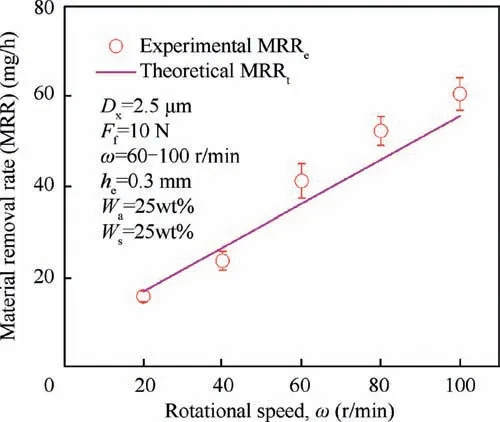
Fig.6 Theoretical and experimental results of MRR in ASTP.
Fig.7 shows the effect of surfactant molecules on the deliquescence of KDP crystal.As shown in Fig.7,under the condition of ATPS,the addition of surfactant will efficiently inhibit deliquescence on KDP machining.In the early stage of polishing,the surfactant molecule coverage on rough KDP surface is relatively small due to the polishing pressure.However,as the polishing process progresses,the KDP crystal surface tends to be stable and flat,meanwhile,the surfactant molecules will evenly cover the surface of the workpiece,isolating the contact of silicone oil and moisture in the air and silicone oil,which can lead to achieving the effect of suppressing deliquescence.When there is no surfactant in the slurry,it is difficult to avoid the water contact between KDP surface and air in the polishing process,so as to form deliquescence spots(in Fig.7(a)).Nevertheless,no deliquescence was found during the processing by adding surfactant into the anhydrous slurry.The experimental results proved the effectiveness of the ATPS with surfactant for KDP crystal processing with no deliquescence as shown in Fig.7(b).
4.3.Effect of thickening action on Ra and MRR of KDP polishing
In our work,the shear-thickening effect can be used to improve the holding force for forming micro-‘‘flexible abrasives groups”.The complex viscosity formed on the polishing area is affected by the concentration of the thickening-phase(i.e.polymer particles)and the abrasives.In the rheological properties experiment of the prepared polishing slurry,as shown in Fig.3,we found that the variation trend of the slurry viscosity increases with the increasing shear rate and the concentration of the polymer.
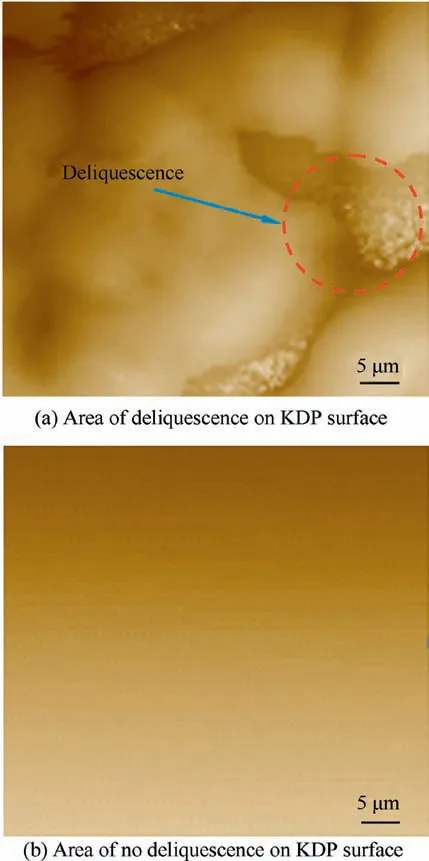
Fig.7 Comparison of deliquescence phenomenon on KDP surface.
Fig.8 shows the effect of shear ratio(ω/he)and complex viscosity(η*)on Ra and MRR.There is an obvious difference in the effect of shear ratio(ω/he)and complex viscosity(η*)on surface roughness and MRR.As shown in Fig.8(a),a small surface roughness can be obtained and down to Ra 2.97 nm.In the early stage of processing,the surface roughness is relatively large,which leads to a large shear ratio(ω/he)and complex viscosity(η*).At this time,a large complex viscosity is required to maintain the cohesion of micro-‘‘flexible abrasives group”,thereby obtaining a higher material removal rate.During the polishing process,as the increasing of shear ratio(ω/he),the complex viscosity can reach a top value of 165.37 Pa·s,while the maximum MRR is 78.5 mg/h.As the polishing progresses and the surface quality improves,the shear stress begins to decrease.32Meanwhile,once the micro-‘‘flexible abrasives group”loosens,the complex viscosity gradually decreases,resulting in a small material removal rate.When the processing is completed with the interruption of shearing behaviour,17the complex viscosity of the polishing liquid decreases to 98.73 Pa·s,and the MRR at this time is 15.7 mg/h(in Fig.8(b)),which is consistent with the theoretical model Eq.(14)during the polishing process.
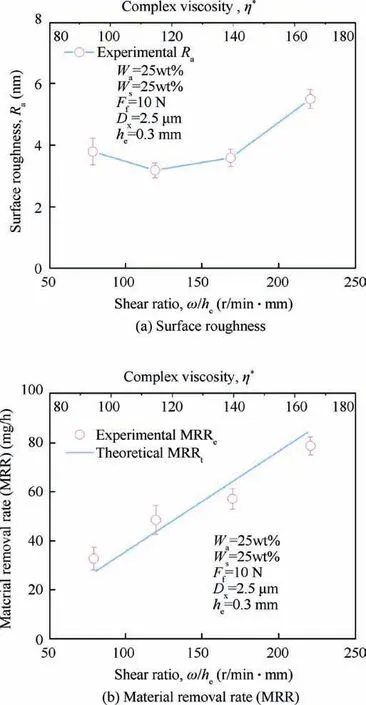
Fig.8 Effect of thickening action on surface roughness and material removal rate(MRR).
4.4.Effect e of abrasive concentration on Ra and MRR of KDP polishing
Fig.9 shows the effect of abrasive concentration on surface roughness and material removal rate(MRR).Under the processing conditions of a constant temperature of 25°C and air humidity of 40%,the speed of the polishing plate was adjusted to 60 r/min,and multiple sets of processing experiments were conducted to investigate the effect of different abrasive concentrations of slurry on the final processing quality and MRR after processing of 4 h.
As shown in Fig.9(a),under low concentration conditions,the achievable surface roughness varies from Ra 7 nm and gradually decreases with increasing concentration.This is mainly because the effect of shear thickening is weak at low concentration,and the effective number of MgO involved in processing is insufficient.As the concentration reaches the range of 25wt%-35wt%,the surface quality will achieve the top value with Ra=2.21 nm.However,when the abrasive concentration reached more than 40%,the surface quality deteriorates gradually,which may be due to the influence of high concentration on the bonding of polymer-MgO-group in the slurry.
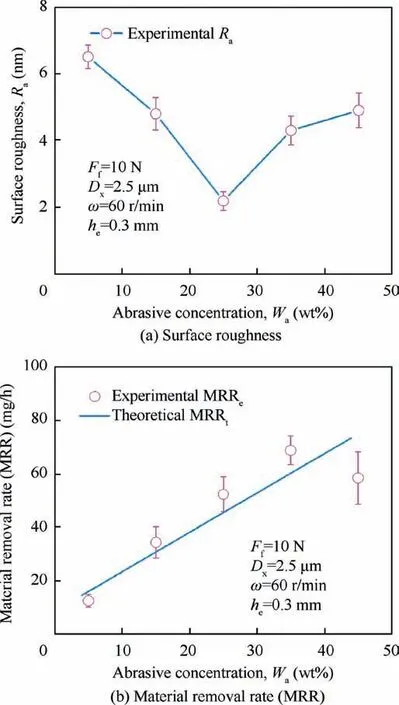
Fig.9 Effect of abrasive concentration on surface roughness and material removal rate(MRR).
As shown in Fig.9(b),the MRR increases with the increase of abrasive concentration,but MRR does not continue to increase when the concentration is too high.The initial removal rate is only 11.8 mg/h at low concentration,which increases significantly with the increase of MgO concentration.When the concentration reaches more than 35wt%,the material removal rate obtains its the largest value with 65.8 mg/h.However,the material removal rate at high concentrations will decrease slightly in our work,which mainly due to the poor fluidity caused by high concentration.When the concentration increases from 35wt% to 45wt%,the excessive thickening viscosity causes the ATPS fluid to flow slowly,which leads to a decrease in polishing speed.According to the Eq.(14)of the MRR model,the phenomenon mentioned-above can affect material removal to a certain extent,resulting in a slight decrease in the MRR value.
4.5.Effect of abrasive size on Ra and MRR of KDP polishing
Fig.10 shows the effect of abrasive size on Raand MRR.As shown in Fig.10(a),the abrasive size is less than 3μm,the final surface quality presents a mirror with a surface roughness Ra(2.58 nm)under the conditions ofω=60 r/min,Wa=25wt%,Ws=25wt%.As the abrasive size increases from 3μm to 10μm,the variation of surface roughness Ra tends quickly and the surface quality begins to deteriorate.As shown in Fig.10(b),the effect of abrasive size on the material removal rate is increasing positively,which is consistent with the theoretical model Eq.(14).Larger abrasive size can lead to higher material removal rate(MRR).Therefore,the abrasive size of lower than 3μm may be selected for the polishing of KDP in order to obtain a higher MRR.
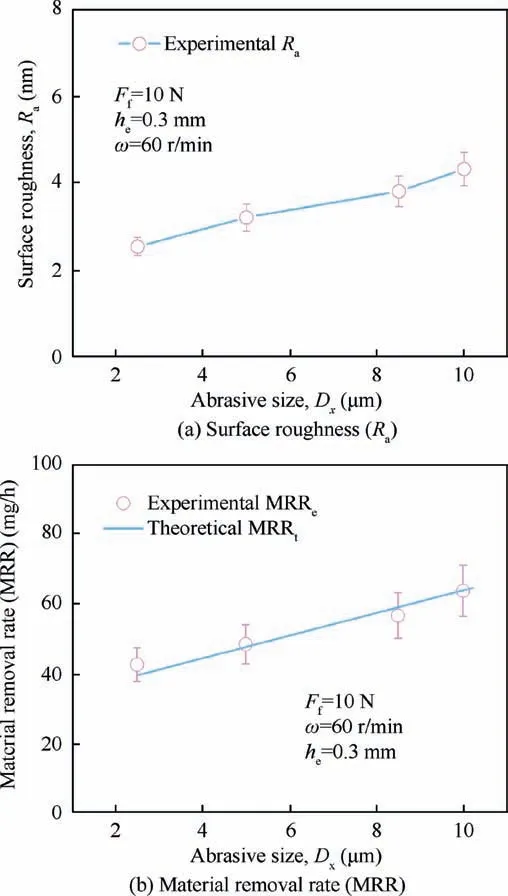
Fig.10 Effect of abrasive size on surface roughness and material removal rate(MRR).
4.6.Surface topography after polishing process
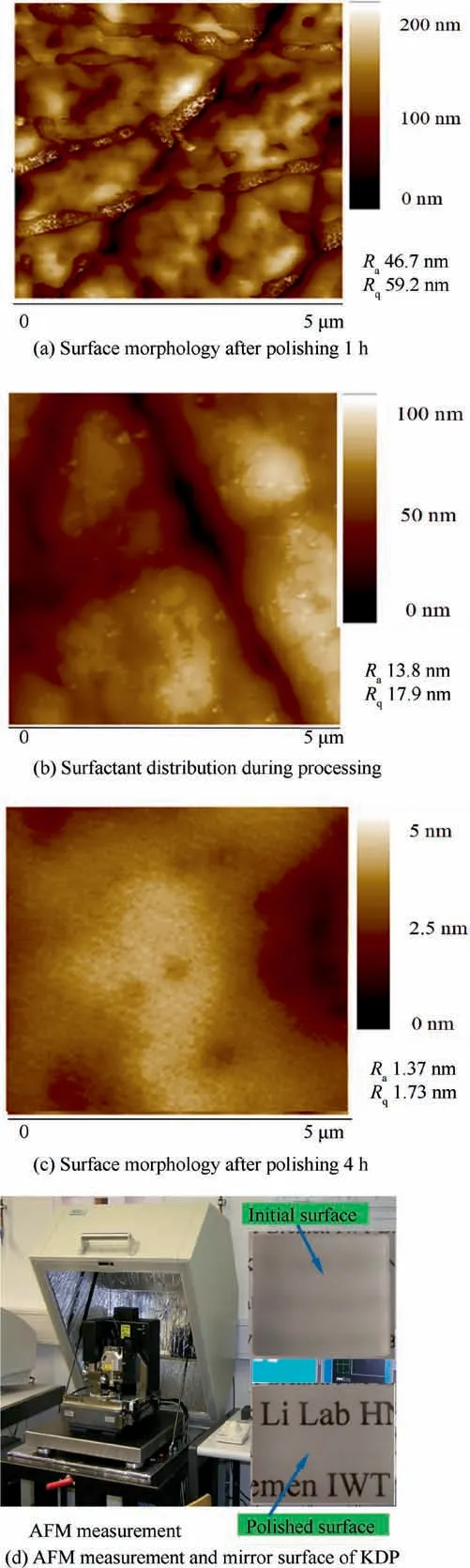
Fig.11 Surface morphology during polishing process.
Fig.11 shows the surface morphology during the polishing process.As shown in Fig.11(a),many tiny pits and scratches and cracks are detected after polishing of 1 h.The surface roughness decreased from initial Ra=268 nm to Ra=46.7-nm,and the Rqvalue from 356 nm to 59.2 nm.With the continuous polishing process,most of the pits and small bumps have been removed.Due to the adsorption of surfactant molecules,the bottom area of the scratch has not been removed or only a small material was removed.The surface defects and cracks are mainly formed by abrasives action,the surface quality improves down to a roughness of Ra=13.8 nm and Rq=17.9 nm.As shown in Fig.11(b),there are some areas with larger surfactant coverage without deliquescence,and additionally,the mechanical removal and weak deliquescence achieved the high-accuracy surface polishing.It can be seen that the scratch has been removed after polishing,and the surface quality of the workpiece has been further improved.During polishing of 4 h,as shown in Fig.11(c),a super smooth surface with Ra=1.37 nm,and Rq=1.73 nm can be obtained in our work.The surface of KDP crystal has become mirror and most defects have been removed as shown in Fig.11(d).
Fig.12 shows the surface of KDP crystal under 500X magnification in an optical microscope before and after polishing.As shown in Fig.12(a),it is obvious that there are many pits and scratches left on the initial workpiece surface.However,after the ASTP process,these defects have been completely removed,as shown in Fig.12(b).It is worth mentioning that no‘‘spots”are found on the polished surface due to nondeliquescence producing on the KDP surface,which reveals the superiority of the ATPS.
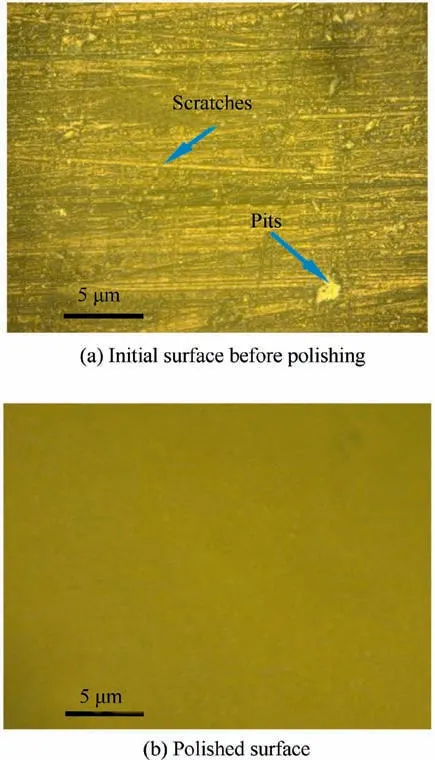
Fig.12 Surface of KDP crystal under 500×magnification in an optical microscope before and after polishing.
During the optimized polishing conditions at a speed of 60 r/min,abrasive size of Dx=2.5μm,viscosity of η*=119.28 Pa·s,abrasive concentration of Wa=25wt%,Ws=25wt%,pressure Ff=10 N,a 20 mm×20 mm×5 mm super-smooth KDP crystal with low surface roughness and high shape accuracy was successfully polished from Ra=246-nm down to Ra=1.37 nm,after a polishing time of 4 h.An optical profilometer was used to measure the shape accuracy of KDP crystal.The result shows that the PV value has decreased from 1.24λto 0.68λ(RMS).In addition,the ultra-precision surface of KDP crystals will improve the photoelectric characteristics(i.e.laser-induced damage threshold(LIDT)).The experimental results reveal that the ASTP is a potential ultra-precision machining method for the highaccuracy KDP crystal.
5.Conclusions
In order to restrain deliquescence and to improve physical properties for KDP machining,anhydrous based shear thickening polishing(ASTP)method utilizing an anhydrous slurry was proposed in this paper.Based on the theoretical and experimental analysis,three important conclusions can be drawn:
(1)A new anhydrous based thickening polishing slurry(ATPS)was proposed to achieve the anhydrous based shear thickening polishing method in our work,and high-performance rheological properties were determined to achieve the ultra-precision polishing of KDP crystal.During the working process,the shearthickening effect can improve the holding force for forming‘‘flexible abrasives group”.An effective strategy of restraining deliquescence was achieved due to the effect of the ATPS.
(2)A material removal model of the ASTP in KDP machining is established,then the verification experiment of the prediction model is conducted in this work.The maximum error of predictive model error is only 9.8%,which proves the validity of the material removal model.The main processing parameters in the material removal model,such as rotational speedω,shear ratio(ω/he),abrasive concentration(Wa),and abrasive size(Dx),were investigated experimentally.It was found that increasing the abrasive size and abrasive concentration at high rotational speedωand large shear ratio(ω/he)had a positive effect on the surface quality and material removal rate of machining,but too large abrasive concentration would cause the deterioration of the KDP surface.
(3)An anhydrous based shear thickening polishing was successfully achieved for the ultra-polishing of KDP crystals.The results of the optimized experiments show that the anhydrous based shear thickening polishing can polish 20 mm×20 mm×5 mm KDP crystal and obtain a super-smooth surface with a surface roughness of 1.37 nm and high shape accuracy.The surface accuracy of polished KDP crystal can be down to 0.068λ(RMS).The ultra-precision surface of KDP crystals will improve the photoelectric characteristics.The proposed ASTP polishing process is a potential ultra-precision machining method for KDP crystals.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgements
This work was funded by the National Natural Science Foundation of China(No.51605163),Alexander von Humboldt Foundation of Germany(2019),Hunan Provincial Key R&D Project(No.GK2050),and Zhejiang Provincial Natural Science Foundation(No.LR17E050002).
 CHINESE JOURNAL OF AERONAUTICS2021年6期
CHINESE JOURNAL OF AERONAUTICS2021年6期
- CHINESE JOURNAL OF AERONAUTICS的其它文章
- Performance evaluation of creep feed grinding ofγ-TiAl intermetallics with electroplated diamond wheels
- Thermomechanical coupling effect on characteristics of oxide film during ultrasonic vibration-assisted ELID grinding ZTA ceramics
- Modeling and experiment of grinding wheel axial profiles based on gear hobs
- Electrochemical machining on blisk channels with a variable feed rate mode
- Framework and development of data-driven physics based model with application in dimensional accuracy prediction in pocket milling
- Electrode design using revolving entity extraction for high-efficiency electric discharge machining of integral shrouded blisk