
Advances in fabrication of ceramic corundum abrasives based on sol-gel process
2021-05-31 07:59BotnHUANGCnLIYnnZHANGWnnDINGMnYANGYuynYANGHnZHAIXunXUDzonWANGSunDEBNATHMummJAMILHoNnHzMummALIMunsKumrGUPTAZrSAID
CHINESE JOURNAL OF AERONAUTICS 2021年6期
Botn HUANG,Cn LI,*,Ynn ZHANG,Wnn DING,Mn YANG,Yuyn YANG,Hn ZHAI,Xun XU,Dzon WANG,Sun DEBNATH,Mumm JAMIL,Ho Nn L,Hz Mumm ALI,Muns Kumr GUPTA,Zr SAID
a School of Mechanical and Automotive Engineering,Qingdao University of Technology,Qingdao 266520,China
b College of Mechanical and Electrical Engineering,Nanjing University of Aeronautics and Astronautics,Nanjing 210016,China
c Qingdao Sisa Abrasives Co.,Ltd,Qingdao 266555,China
d Key Laboratory of Special Purpose Equipment and Advanced Processing Technology,Ministry of Education &Zhejiang Province,Zhejiang University of Technology,Hangzhou 310032,China
e School of Mechanical and Automotive Engineering,Shanghai University of Engineering Science,Shanghai 201620,China
f Department of Mechanical Engineering,Curtin University,Miri 98009,Malaysia
g School of Aerospace,University of Nottingham Ningbo China,Ningbo 315100,China
h Department of Mechanical Engineering,King Fahd University of Petroleum and Minerals,Dhahran 31261,Saudi Arabia
i Key Lab High Efficiency and Clean Mech Manufacture,Shandong University,Jinan 250100,China
j Department of Sustainable and Renewable Energy Engineering,University of Sharjah,Sharjah 27272,United Arab Emirates
KEYWORDS
Abstract Corundum abrasives with good chemical stability can be fabricated into various free abrasives and bonded abrasive tools that are widely used in the precision machining of various parts.However,these abrasives cannot satisfy the machining requirements of difficult-to-machine materials with high hardness,high strength,and strong wearing resistance.Although superhard abrasives can machine the above-mentioned materials,their dressing and manufacturing costs are high.By contrast,ceramic corundum abrasives fabricated by sol-gel method is a costeffective product between conventional and superhard abrasives.Ceramic corundum abrasives exhibit self-sharpening and high toughness.In this review,the optimization methods of ceramic corundum abrasive properties are introduced from three aspects:precursor synthesis,particle shaping,and sintering.Firstly,the functional mechanism of seeds and additives on the microstructural and mechanical properties of abrasives is analyzed.Specifically,seeds can reduce the phase transition temperature and improve fracture toughness.The grain size and uniformly dense structure can be controlled by applying an appropriate amount of multicomponent additives.Then,the urgent need of engineering application and machinability of special shape ceramic corundum abrasives is reviewed,and three methods of abrasive shaping are summarized.The micromold replication technique is highly advanced and can be used to prepare functional abrasives.Additionally,the influence of a new sintering method,namely,two-step sintering technique,on the microstructural and mechanical performance of ceramic corundum abrasives is summarized.Finally,the challenge and developmental trend of the optimization of ceramic corundum abrasives are prospected.
1.Introduction
The performance of abrasives is of great significance among the factors affecting the grinding quality because they are regarded as an important component of all types of grinding apparatus.1,2Diamond abrasives have a great chemical affinity for carbon in steel;hence,diamond abrasive products are ideal tools for grinding crisp and hard materials and cemented carbide.However,diamond is an allotrope of carbon that produces serious chemical wear when machining metal materials of iron group elements at high temperature,thereby affecting the grinding performance of the grinding apparatus and the processing quality of parts.3-5Cubic boron nitride(CBN)is a type of allotrope boron nitride crystal.The hardness of CBN is almost equal to that of diamond abrasive,and its heat resistance is higher than that of the latter.6-8The lubrication condition is an important factor that affect the quality of grinding.9-14Under high temperature and pressure,the hydrolysis reaction between the water-based fluid and CBN abrasive particles accelerates the wear of the grinding wheel,thereby limiting the application range of CBN abrasives.15Oil-based fluid has good lubrication but poor cooling performance.At present,an environmentally friendly water-based fluid can be used to obtain good thermal conductivity and high lubricity.16CBN abrasives are expensive because of their high temperature and pressure synthesis technique,and the grinding wheel has high requirements for machine tools and dressing devices.17-19Silicon carbide(SiC)abrasives have high hardness and good thermal conductivity,and they are commonly used in the grinding of various materials,such as cemented carbide,cast iron,and ceramics.However,SiC abrasives are unsuitable for grinding steel parts because of their high brittleness and chemical wear.20-22Many types of corundum abrasives have high hardness and sharp particles,and they can be used to grind materials with high tensile strength or steel parts.23,24However,similar to SiC abrasives,poor toughness results in short service life.25-27The usability of superhard abrasives is better than that of the traditional ones,but they are only approximately 0.05% of the world’s production of abrasives due to manufacturing and utilization cost.28,29Fig.1 shows that the processing range of SiC and alumina abrasives is wider than that of superhard abrasives.
The emergence of new abrasives and grinding apparatus is one of the main reasons for the continuous development of modern grinding technique.30-32Although many factors affect the machining quality,33-41they are mainly based on the improvement of the performance of special abrasives.In 1981,Minnesota Mining and Manufacturing(3M)company synthesized a ceramic corundum abrasive grade‘‘Cubitron”via the sol-gel process.First,boehmite was used as a raw material for aluminum,and it was mixed with water to create suspension.An acid gel solvent was added to stabilize the sol,and an improver was supplemented to promote its gelation.The formed gel was dried,broken,and granulated into particles of the desired size and then calcined and sintered into grinding grains.42
Each abrasive of fused corundum contains only a few monocrystalline,and most grains are large in size.Ceramic corundum abrasives are composed of submicron fine grains,and their grain size is 1/15-1/200 of the former.The abrasive grains have many sharp cutting edges due to the large number of small grains.The grain continues to show a new cutting edge and remains sharp after breaking along the grain boundary,thus ensuring the self-sharpening function of the abrasive tool and the stability of the grinding performance.43-45The fracture behavior of abrasive is different due to the change of microstructure.Under the action of grinding force,the traditional corundum abrasive grains after blunt grinding will fall off from the abrasive tools,or break down macroscopically,resulting in a short service life.The toughness of ceramic corundum abrasives is obviously higher than that of fused corundum abrasives,which is about one times higher(Table 1).46,47The second phase also has a certain toughening effect.Mayer,et al.33used the grinding wheel made of Cubitron321 abrasive to conduct surface grinding of the 100Cr6 steel.The result showed that the deep shear cracks and plastic deformation of ceramic corundum resulted in the formation of a smooth contact surface.The contact between the abrasive vertex and the processing material would cause a large amount of energy dissipation and local temperature increase,thereby resulting in a large area of liquid or high-viscosity glass FeO layer and greatly reducing the friction coefficient.The grinding tool made of ceramic corundum abrasive is suitable for almost all grinding forms and materials.This tool can machine various materials,such as unalloyed,alloy,tool steel,high-speed steel,casting,and nonferrous metals,wood,and plastics.Moreover,this tool has excellent properties in the machining of nickel base alloy,titanium alloy,stainless steel,and composite materials and especially suitable for precision grinding in various industries,such as aviation,automobile,and cutting tool.
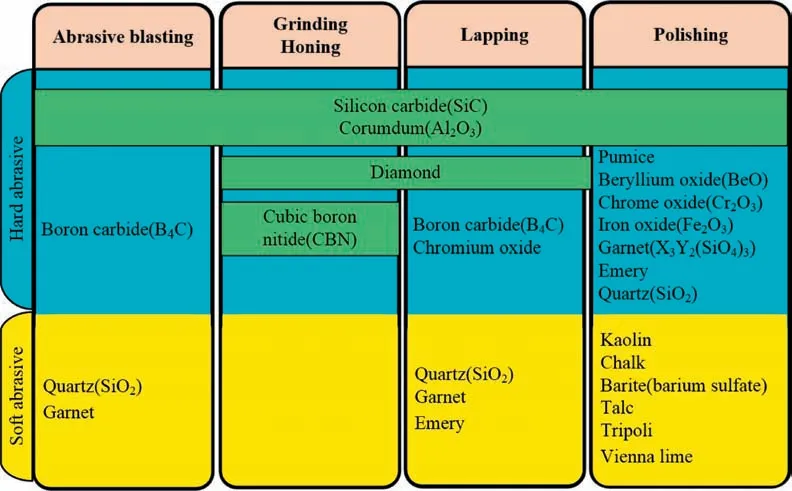
Fig.1 Common grit types in abrasive machining.1
The synthesis of ceramic corundum abrasive precursors mainly includes liquid and solid phase methods.After decades of research,many firms worldwide have produced ceramic corundum abrasives and formed their own brands.48-51Such as VK(Starck),Sapphire Blue(Hermes Schleifmittel),Curbitron(3M),TA(Showa Denko),SG,and TG(Norton).The preparation of ceramic corundum abrasives by sol-gel method includes uniformly mixing the raw materials in the liquid phase.After a series of hydrolysis and polycondensation reactions,a stable low-viscosity sol system is formed in the solution.The sol further undergoes polycondensation reaction at a high temperature to form a gel with a 3D network structure.The gel is dried to remove the solvent and becomes a xerogel with a porous space structure.The desired material is prepared by calcination and sintering.52In contrast with other methods for preparing ceramic corundum abrasives,the sol-gel method reduces the introduction of impurities;no precipitation occurs during the reaction process,and the purity of raw materials is high.In multicomponent products,the degree of uniformity can reach the molecular level.53,54In 1986,Norton company further added seed to the sol-gel technique and launched the seed-gel(SG)abrasive,whose performance was similar to that of Cubitron abrasive.55Eranki,et al.56found that the best removal rate of the SG grinding wheel increased by 15%-30%,and the grinding ratio increased by 40%-80%compared with the monocrystalline grinding wheel of the same grade.When the same hardness grade monocrystalline grinding wheel is used to obtain a similar grinding ratio,the optimal removal rate of the SG grinding wheel can be increased by 40%-60%.The grinding ratio estimated by the SG grinding wheel is up to four times compared with the optimal removal rate obtained by using a soft monocrystalline grinding wheel.In the manufacturing of a grinding apparatus,a mixed abrasive can be considered according to the different grinding purposes and cost requirements.Norton company57mixes SG abrasive with 38A to make the grinding wheels,which is divided into four types according to the proportion of the SG abrasive:100%(SG),50%(5SG),30%(3SG),and 10%(1SG).The SG abrasive can also be mixed with brown corundum,zircon corundum,SiC,CBN,and diamond to make a grinding wheel.Norton’s CVSG grinding wheel combines the features of the SG abrasive,such as high toughness,self-sharpening,and superhardness of CBN,with the advantages of wear resistance,long life,and high working accuracy.13M company developed a triangular abrasive by using a micromold replication method.Norton company developed a strip abrasive by using an extrusion molding method.The different shapes of abrasive greatly changed the grinding mechanism and improved the cutting efficiency and machining quality.
Ceramic corundum abrasives maintain not only high hardness and excellent chemical stability but also high fracture toughness compared with superhard and conventional abrasives.The processing range and methods are also extensive,and the cost of production and maintenance of the grinding apparatus are low.This product has become cost-effective between ordinary and superhard abrasives.The ceramic corundum abrasive prepared by sol-gel method can reduce the sintering temperature.The abrasive with fine grain and good micromorphology can be prepared by controlling the reaction parameters.Meanwhile,the abrasive with a specific shape can be obtained by the shaping method.Therefore,the properties of ceramic corundum abrasives must be improved.The three main technological steps for fabricating ceramic corundum abrasives based on sol-gel process are as follows:synthesis of precursors,particle shaping,and sintering.This study introduces the mechanism of seeds and sintering additives,the machinability of special shape abrasive particles,the particle shaping technique,and the two-step sintering technique for ceramic corundum abrasives.
2.Effects of seeds and sintering additives
The forms of Al elements in nature are complex and diverse,mainly including three types of compounds:alumina monohydrate(AlOOH),alumina trihydrate(Al(OH)3),and alumina(Al2O3).These three types of compounds will eventually form α-A12O3with a stable thermodynamic state with the increase in temperature.58
Alumina ceramics have a variety of crystal phases,in addition to theαphase of thermodynamic stability;more than a dozen transition crystal phases,such asγ,δ,andθ,have thermodynamic instability.59These transition phases will eventually transform intoα-A12O3through theαphase transition with the increase in temperature.The transformation process of ceramic precursors is synthesized by sol-gel method in sintering:Boehmite(γ-AlOOH)→γ-A12O3→δ-A12O3→θ-A12O3→α-A12O3.60-63The transformation fromθ-A12O3toα-A12O3belongs to the lattice reconstruction phase transformation.A large amount of energy is required because of the nucleation and growth processes involved withα-A12O3.The temperature of this phase transition will be high without the support of external energy,thereby greatly increasing the energy consumption of the kiln thermal processing equipment.64The microstructure of alumina ceramics is generally equiaxed grains with low fracture toughness.The fracture toughness of alumina ceramics must be improved to enhance the machining performance of ceramic corundum abrasives.65-67Studies have shown that the fracture toughness of ceramics can be improved by controlling the microstructure of the ceramics,especially the shape and size of the grains.33,68-70Theα-A12O3generated after the phase transformation is a worm-like structure with many pores,continuous channels,and uneven structure,71thereby reducing the mechanical properties of alumina ceramics.
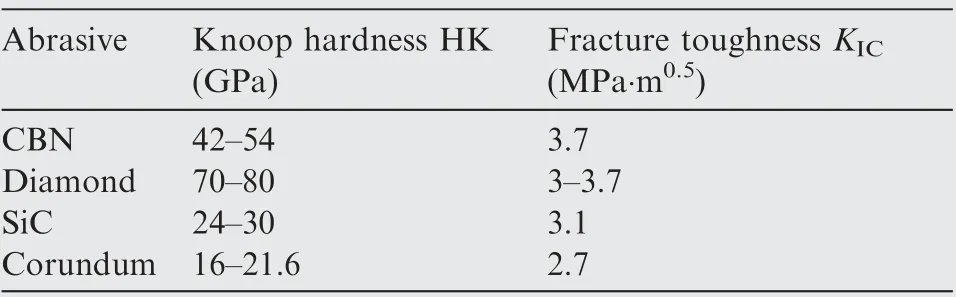
Table 1 Knoop hardness and fracture toughness of common abrasives.
2.1.Action mechanism of seeds
Bell et al.72reported that the seed species will have an effect on the parent crystal structure if the three factors are met:the crystal morphology of the two should match,and the difference of the lattice constant is less than 5%;the seed should reach a certain solubility and be evenly distributed in the parent;the seed does not affect the homogeneity of the parent.In the preparation of alumina ceramics,the seeds includeα-Fe2O3,73,74Cr2O3,75γ-Al2O3,76Al powder,55or precursors of these oxides,in addition toα-Al2O3.The mechanism of seed in the synthesis of the ceramic corundum precursor can be divided into the following two categories:
2.1.1.Accelerating the phase transition rate
In 1985,Kumagai and Messing77,78found that the polymorphic transformation fromθ-A12O3toα-A12O3can be controlled by addingγ-A12O3orα-A12O3seed.The nucleation process can be carried out at a temperature lower than 1200°C with the seed as the nucleation potential,thereby significantly reducing the polymorphic transformation temperature fromθ-A12O3toα-A12O3.This approach has been widely used to reduce the temperature of theαphase transition by adding seeds into the precursor.Seeds have two effects on the transformation kinetics of the transition phase to theα phase:on the one hand,seeds increase the nucleation density of theαphase in the transition phase71,79;on the other hand,the additive of seeds can significantly reduce the nucleation barrier of theαphase.80In the sample without seed,the nucleation of theαphase in theθmatrix belongs to spontaneous nucleation.By contrast,the sample with seed belongs to nonspontaneous nucleation,and its critical nucleation work is less than the former.Thus,α-A12O3can nucleate at low temperatures.
Guo et al.81found that the existence ofα-Fe2O3as a seed and disperse phase can reduce the formation temperature of theα-A12O3nanoparticles to 700°C.Mcardle and Messing74added anα-Fe2O3seed to boehmite sol from alkoxide,thereby increasing the isothermal rate constant ofγ-Al2O3toα-Al2O3by 10 times.Kao and Wei82added 3 mol%-17.5 mol% highpurity ultrafineα-Al2O3seeds,and the activation energy of θtoαphase transition is 650 kJ/mol.With the additive of 4wt%α-Fe2O3seed,the activation energy ofγto theαphase transition is 578-476 kJ/mol.However,the activation energy ofθtoαphase transition is 700±30 kJ/mol without any seeds.Therefore,the phase transition temperature ofθtoα can be reduced from above 1200°C to approximately 930°C by addingα-Al2O3orα-Fe2O3seed.
2.1.2.Promoting the anisotropic growth of grains
Saltykov83qualitatively divided the microstructure into three types:equiaxed,plate-like,and elongated grains.Song and Coble84formulated a quantitative definition of the grain morphology:the length-to-diameter ratios of the equiaxed,platelike,and elongated grains are less than 2,approximately 5,and more than 2,respectively.Xu et al.85found the elongated grain with the length-to-diameter ratio of 7.Li et al.58prepared alumina powder by sol-gel method under different conditions and found that the sintered particle shape changed from worm-like to spherical after theα-Al2O3seed was added.Shelleman et al.86found that eachα-Al2O3seed is a multicore center of transformation fromθ-Al2O3toα-Al2O3that improved the theoretical nucleation density and reduced the collision distance between nucleation sites.The collision results limited the growth of worm-like crystal structures;thus,the fine and uniform microstructure can be obtained by sintering at low temperatures.Yu and Liao87prepared alumina ceramics by pressureless sintering with plate-like alumina seed as the second phase.The mechanical properties of alumina ceramics gradually improved with the increase in the content of platelike alumina.88,89When the doping content reached 35%(mass fraction),the KIC reached 6.4 MPa·m0.5.Yi et al.90introduced fineα-A12O3debris as seed by ball milling.The result showed that the grain morphology changed from equiaxed,plate-like,and finally into elongated with the increase in the seed introduction from 0wt% to 23wt%.Yi et al.91studied the effect ofα-Al2O3seed and sintering method on the grain growth and fracture toughness.Under 40 MPa pressure,the fracture toughness of the samples sintered at 1600°C for 2 h reached 7.1 MPa·m0.5.The bending strength reached 630 MPa,which was significantly higher than that of ordinary alumina ceramics with nonelongated grains.Xu et al.85reported that the increment in toughness is proportional to the elongated grain size of the material.The alternative crack extended to paths 1-5 due to the intergranular fracture behaving as a dominant toughening mechanism,followed by crack propagation towards the grain boundary of the monolithic ceramic(Fig.2(a)).Fig.2(b)illustrates the crack extending to paths 1-5 in equiaxial hexangular alumina with different grain sizes originating from the abnormal growth.The crack propagation path of the in situ formed alumina with an elongated grain is hypothetically shown in Fig.2(c).The transcrystalline fracture simultaneously appears in processes 3-4.
2.2.Action mechanism of the sintering additives
The high bond strength of alumina leads to the high sintering temperature of pure alumina,which makes it difficult to sinter.The grain abnormally grows during sintering,and the aggregation and growth of the residual pores are not conducive to obtaining a uniform and dense fine crystal structure,thereby further reducing the mechanical properties of ceramic corundum abrasives.92-97The presence of small quantities of additives plays a decisive role in controlling the grain growth of alumina in final stage sintering.98Coble99reported that MgO was added into the alumina as a sintering additive for the first time.This compound can inhibit grain growth,promote sintering densification,and reduce the sintering temperature,thus causing extensive research on the influence of sintering additives on the properties of corundum.The mechanism of sintering additives is divided into the following three categories:
2.2.1.Generating liquid phase
The liquid phase additives include SiO2,MgO,CaO,and other alkali metal oxides,100and most of which are cubic dense stack structures.The‘‘solubility”of these additives in A12O3is small due to the differences in the crystal structure.The number and area of grain boundary decrease,and the impurity composition at the grain boundary relatively increases due to the sintering technique.Accordingly,the eutectic temperature at the grain boundary decreases.The liquid phase will be formed when it reaches a certain limit.The growth kinetics and morphology of the alumina grains are sensitive to the wettability and quantity of the liquid phase.98,101The liquid between the grain boundaries has several function,such as wetting,bonding,and tensing,relative to the grain.Such liquid can effectively shorten the material diffusion path,promote the ion migration,and accelerate the sintering.
These additives alone can promote sintering,reduce the sintering activation energy,and obtain fine-grained microstructures.However,the sintering effect is not ideal when the content is low.A high content of single additive can simultaneously reduce the sintering temperature but weaken the mechanical properties of alumina.Several researchers have focused on the effects of composite additives on alumina sintering.Sathiyakumar and Gnanam102found that the introduction of binary composite additives with the same doping amount can promote the sintering of corundum ceramics more than that of single doping.Koyama et al.103studied the influence of CaO and SiO2doping on the sintering performance and microstructure of alumina ceramics.They found that the sintering performance and grain size of alumina ceramics decreased with the increase in the amount of additive when the sintering temperature was 1400°C.When the sintering temperature was higher than 1400°C,CaO and SiO2reacted with the A12O3matrix to form the intercrystalline liquid phase,thereby resulting in the formation of plate-like grains.The diameter of plate-like grains decreased with the increase in the content of sintering additives.Sˇvancˇa´rek et al.104studied the influence of CaO-SiO2binary composite additives of different proportions on the morphology of A12O3crystals.The results showed that the grains were equiaxed when CaO:SiO2=1:5.The grains developed into elongated ones with the increase in the ratio of CaO and SiO2.Li et al.105used the sol-gel process to synthesize ceramic corundum abrasives and studied the effect of MgO-CaO-SiO2(MCS)ternary composite additive on the sintering properties of corundum abrasives.MCS forms a continuous amorphous silicate film and reached an almost full densification.106The study found that the alumina ceramic abrasive with 2.5wt% 5MgO-CaO-5SiO2composite additive had a good compact structure,a high uniformity of grain size,and an average grain size of 80 nm.Grain shedding was the main wear mechanism of ceramic corundum abrasives.The intergranular glass film can strengthen the grain boundary.The thickness of the intergranular glass film increases with the increase in the Ca-Si ratio,104thereby reducing the wear mechanism66and greatly enhancing the compressive strength and wear resistance of the single particles.Sample properties with additives that generate a liquid phase are shown in Table 2.
2.2.2.Generating a solid solution
Transition metal oxides,such as TiO2,MnO2,and Cr2O3,and other additives used in generating a solid solution have a lattice type similar to A12O3.107,108Most additives contain valence changing elements,which increase the lattice distortion of A12O3,activate the lattice,increase the ion migration rate in sintering,and allow easy sintering of the matrix.
Sathiyakumar and Gnanam109prepared alumina by sol-gel technique and introduced the effect of MnO2as an additive on alumina sintering.The sintering density,average grain size,microstructure,and mechanical properties were studied.During sintering,Mn4+replaces Al3+,thereby resulting in the rapid diffusion of a single grain and the relatively uniform and dense microstructure at high temperatures.The bending strength reached 366 MPa at 0.5wt% and 1550°C.Chen et al.110added MnO2-TiO2-CAS and MgO-Y2O3-SiO2composite sintering additives in the preparation of alumina ceramics.The results showed that the co-doping of sintering additives can effectively increase the density of alumina.However,excessive MnO2and TiO2can easily cause abnormal grain growth,and MnO2was likely to induce this process at the same doping level.Kwon et al.111studied the mechanism of abnormal growth of Al2O3grain when TiO2-SiO2was used as an additive.When the content of additive exceeded the solution limit in Al2O3,a certain amount of intergranular liquid phase could be formed,and the migration rate of the Al2O3grain boundary could be increased.Huang et al.112prepared zirconium toughened alumina(ZTA)by sol-gel method and studied the effect of TiO2-SiO2on the microstructure of the abrasive.They found that the increase of the diffusion rate of aluminum ions resulted in vacancy defects when TiO2was added intoα-A12O3.Vacancy defects and silicate liquid phase accelerated the transport of materials,eliminated the existence of pores,and improved the compactness of ZTA ceramic abrasives.The samples doped with 3wt% TiO2-SiO2have a large single particle compressive strength and narrow grain size distribution.Part of TiO2dissolved in the silicate liquid phase,and the viscosity of the SiO2liquid phase reduced during sintering due to the excessive TiO2-SiO2(>3wt%).This phenomenon leads to an abnormal grain growth of the composites.Sample properties with additives that generate a solid solution are shown in Table 3.
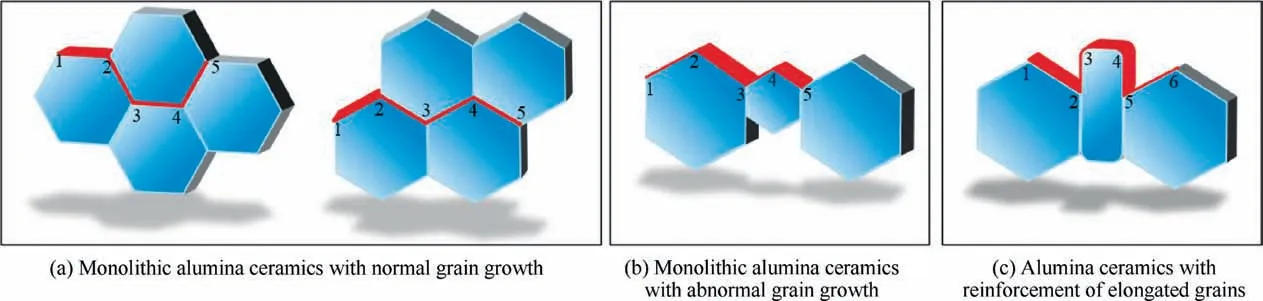
Fig.2 Crack propagation of several typical alumina ceramics.85
2.2.3.Generating intermediate products
Zˇivkovic´et al.113studied the effect of fluorides on the phase transition temperature ofγ-Al2O3→α-Al2O3.At a heating rate of 10°C·min-1,the addition of 2 wt% fluoride decreases the transformation temperature by 400°C for AlF,220°C for MgF,and 130°C for CaF.Tian et al.114considered that most fluoride additives would introduce other metal elements except aluminum and reduce the purity ofα-Al2O3.However,NH4F and AlF3would be decomposed into fluoride or nitride and volatilized with the increase in the transformation temperature,and they could not introduce metal impurity contamination.The aforementioned author studied the effect of the addition of NH4F and AlF3on the transformation of boehmite toα-Al2O3.The result showed that the phase transformation was carried out at 1050°C and 950°C,which were 150°C and 300°C lower than those without the addition of fluoride additives,respectively.Li et al.115studied the effect of(NH4)3AlF6additive on the phase transformation of alumina abrasives prepared via sol-gel process.The result showed that the temperature ofα-Al2O3formation in the sample doped with 3wt%(NH4)3AlF6additive was decreased by 180°C in contrast with that of the unseeded sample.The(NH4)3AlF6undergoes several reactions when heated.The reaction equations are as follows:
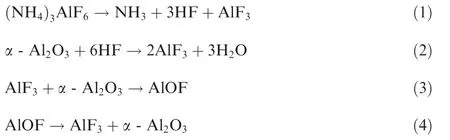
Shaklee et al.116,117reported that fluorides can reduce the transformation temperature of theθ-Al2O3→α-Al2O3phase because an intermediate compound(AlOF)may be formedin the case of phase transformation.Moreover,AlOF can accelerate the mass transportation from transition alumina toα-Al2O3.Accordingly,(NH4)3AlF6can act as a similar catalyst and reduce theθ-Al2O3→α-Al2O3conversion temperature.The temperature ofθ-Al2O3→α-Al2O3transformation is reduced because of a large energy release due to the decomposition of(NH4)3AlF6during thermal treatment.
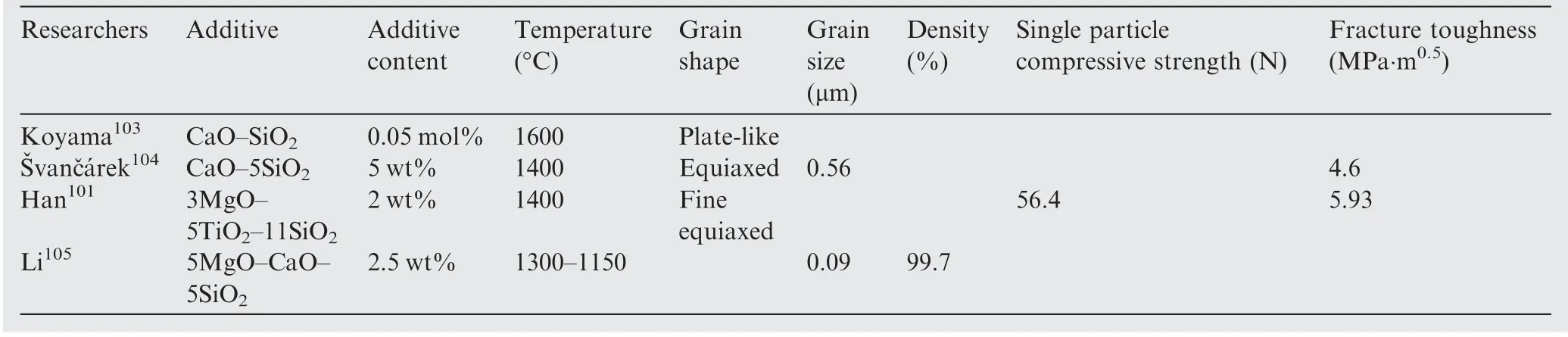
Table 2 Sample properties with additives that generate a liquid phase.
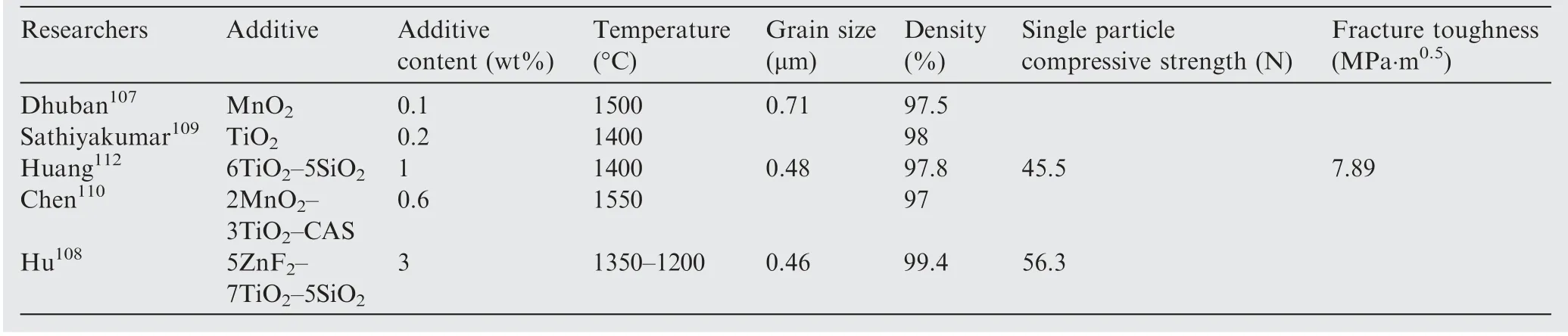
Table 3 Sample properties with additives that generate a solid solution.
3.Shaping technique of ceramic corundum abrasives
3.1.Machinability of special shape abrasives
Among the many factors that influence the grinding quality,118-127the geometry of the abrasive particles affects not only their own hardness,toughness,wear resistance,and self-sharpness but also the wear and grinding performance of the abrasive tool.At present,a variety of ceramic corundum abrasives with optimized geometry have been produced on the market.Cubitron abrasives have the advantages of selfsharpening and high toughness compared with the common corundum products,and the new cutting edge will be produced during machining.The free and consolidated abrasives made of cubitron abrasives have a long life,high grinding efficiency,and low temperature in the processing area.128However,the processing effect is unsatisfactory in the parts made of corrosion-resistant materials and superalloys.This phenomenon is due to the irregular shape of the abrasive particles that limits the grinding ability of single abrasives.In 2009,3M company129invented a triangular ceramic corundum abrasive CubitronII and used 3M’s unique sand planting technology to ensure that the triangle abrasive grains point to the same direction.Similar to microcutting during processing(Fig.3),CubitronII reduces the ineffective friction,surface temperature of the workpiece,and the generation of thermal stress cracks.Czesław used an abrasive belt made of Cubitron and CubitronII to grind the austenitic corrosion-resistant steel and compared their cutting performance.The CubitronII belt has not only the optimal machining advantage of cubitron belt but also a 60% increase in the cutting capacity.The difference in cutting capacity will increase with the increase in the machining pressure.
As shown in Fig.4,the comparison result in the difference of the cutting mechanisms between Cubitron II and irregularly shaped abrasives demonstrates that the stages of sliding and ploughing are short during the grinding of Cubitron II130;consequently,the material bulge on both sides of the cutting path greatly reduces to obtain an optimal machining surface and continuous debris.After the ploughing stage is shortened,not only the heat generated in the cutting process is reduced but also the debris accumulated in the front of the abrasive cutting edge,thus avoiding heat accumulation.
Norton company131,132developed a strip TG abrasive with a length-diameter ratio of 4:1 and a strip TG2 abrasive with a length-diameter ratio of 8:1 through extrusion molding,thereby retaining the advantages of the SG abrasive.The excellent abrasive shape can improve the thickness of metal debris and reduce the friction of point contact,thereby providing sharp cutting edges and high material removal capacity.The porous structure of the TG grinding wheel has strong permeability and high porosity.The distribution of abrasive and porosity is uniform;accordingly,the coolant enters the grinding area to the maximum extent and improves the metal removal rate and service life of the grinding wheel.The grinding wheel can effectively reduce the thermal damage during grinding and improve the surface quality of the workpiece.Such tool is also suitable for slow feed grinding and machining of Inconel,high-temperature alloy,and other difficult-tomachine materials,especially in gear forming,surface,and power grinding.
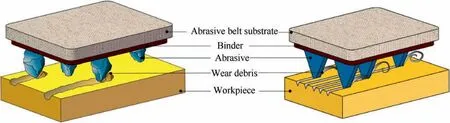
Fig.3 Machining process of Cubitron and Cubitron II abrasives.
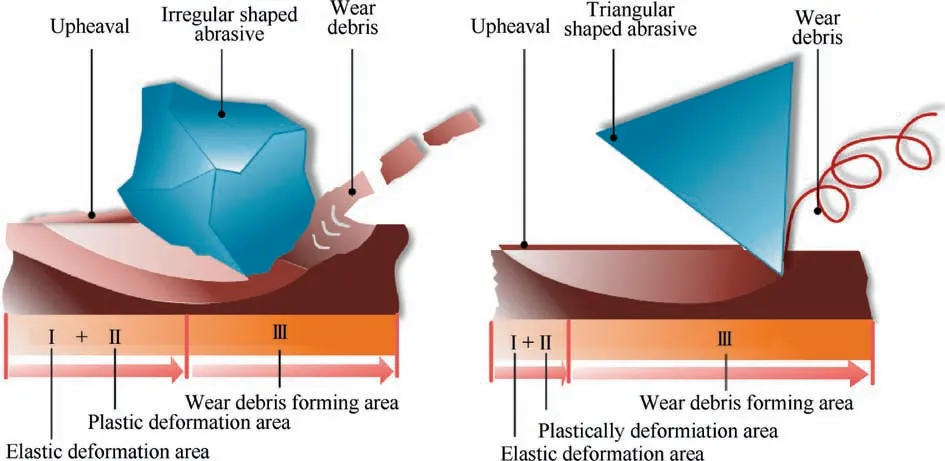
Fig.4 Cutting mechanism of irregular shape and triangular abrasives.130
3.2.Shaping method of the specific shape abrasives
3.2.1.Micromold replication technique
Berg et al.133invented a micromold replication method for manufacturing shaped abrasive particles.The method was divided into seven steps.The first step provided the precursor with or without seeds;the second step provided the polymer or thermoplastic mold with cavity,which was copied from the metal master mold.133-138The polymer or thermoplastic sheet was heated together with the metal master mold,and the master mold pattern was imprinted on the material by pressing the two together.This sheet can also be extruded or poured onto the master mold and then pressed to cool the thermoplastic material and prepare the micromold.139In the third step,various tools,such as the cutter roll coater and scraper,were used to fill the mold cavity with the precursor.The precursor should be evenly and fully filled into the mold cavity;otherwise,the shape integrity of the produced abrasive particles will be poor.In the fourth step,the volatile components of the precursor were removed,and the precursor was dried.The fifth step removed the ceramic shaped particles from the micromold cavity via gravity,vibration,vacuum,or pressurized air processes.In the sixth step,the ceramic shaped particles were calcined but not fully densified.In the seventh step,the calcined ceramic shape particles were sintered to improve the compactness of the calcined abrasive particles.
Li et al.140optimized the structure of the micromold replication technique and designed a set of ceramic corundum molding abrasive production line(Fig.5).First,the physical and chemical properties of the precursors were analyzed,and the thin layered precursors were paved using intelligent supply and coating mechanisms.141Second,the effects of the shape parameters,pressure,and force angle on the filling efficiency were studied.Thereafter,the filling work of the precursor was realized by using an adaptive scraping and filling the multifunctional integrated mechanism.Third,the precursor humidity monitoring system was developed,and the controllable hot air intelligent oven was used to achieve the drying of the precursor.Fourth,the micromold material characteristics and vibration laws were analyzed.The multi-energy field cooperative deep cleaning system was used to achieve the collection of dry particles and the cleaning of the micromold.142Finally,an intelligent spraying mechanism for the release agent aerosol was designed according to the atomization principle and the gas-liquid two-phase flow field dynamic modeling work to improve the particle shape integrity and blanking efficiency for the next working cycle.143
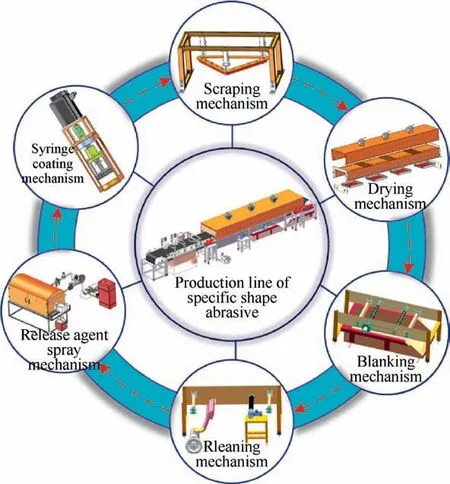
Fig.5 Ceramic corundum abrasive shaping equipment.
The micromold replication technique is an early method for producing ceramic corundum shaped abrasive particles.The production process is relatively costly,and the equipment structure is complex.Nevertheless,the technique is relatively mature.This technique can produce not only triangles,hexagons,and other 2D characteristic abrasive particles144,145but also particles with 3D features,such as grooves,inclined sidewalls,low roundness coefficients,continuous sidewall,and elongated shape146-150;the aforementioned method is also indispensable for making functional abrasives(Fig.6).151For example,metallic or magnetizable functional particles are filled into the holes,and the abrasive particles can be oriented by using electrostatic coating technology to maintain the sharpness of the abrasive.152
3.2.2.Transfer-assisted screen-printing technique
Welygan et al.153invented an assisted screen-printing method for preparing shaped abrasive particles.Fig.7 shows that the printing screen(8)in the form of continuous printing belt surrounds three conveying rollers(1,2,and 11).The printing screen and tape should have good corrosion resistance because of the acidity of sol-gel alumina.The printing screen(8)maintained a close contact with the continuous carrier belt(5)along its outer surface and moved at the same speed in the same direction.A precursor application area was arranged between the transfer roller(11)and the pressure transfer roller(9).The precursor was applied to the surface of the printing screen(8)in front of the scraper(3).The scraper squeezed the surface precursor into the inner hole of the printing screen.A supporting roller can be arranged opposite to the scraper(3)under the continuous belt(5)to reduce the deflection of the printing screen(8)and continuous carrier belt(5).A vacuum box(4)can be arranged on the inner surface of the continuous carrier belt(5)with a breathable structure to achieve high viscosity dispersion.
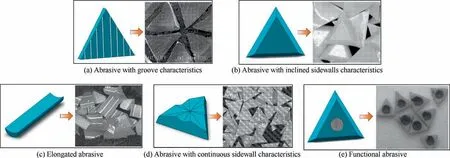
Fig.6 Ceramic corundum abrasives of various shapes.145-150
In the separation area,the compressor(7)supplied pressurized fluid to the inner part of the pressure transfer roller(9).The inner part of the pressure transfer roller was provided with an adjustable baffle to form the radial pressure area(10).The pressure transfer roller(9)can press the inner surface of the printing screen(8)to push the shaped particles out of the holes in the screen(8).The vacuum box can also be set in the separation area,which was staggered with the position of the pressure transfer roller.The shaped particles(12)can be obtained by separating the precursor from the printing screen by using the air pressure difference.After the printing screen(8)was removed,the screen-printed molding particles(12)were transmitted to the drying area through the continuous carrier belt(5).The moisture was removed to obtain shaped particles(14).The dried shaped particles(14)were removed from the continuous carrier belt(5)and transformed into preformed abrasive particles by calcination and sintering.The printing screen(8)passed through the clean area after leaving the separation area.Any residual precursor left on the printing screen(8)was removed by using a suitable high-pressure liquid spray,a brush,an air injection,or a combination of them.The printing screen(8)was transferred from the cleaning area to the treatment area.A release agent may be applied as required to facilitate the separation of the shaped particles(12)from the holes of the printing screen in the separation area.
The study compared the cutting output of high-viscosity and low-viscosity shaped abrasive particles on the 1045 hardened steel.After each 20 s interval,the workpiece was cooled to room temperature and weighed to determine the amount of cutting for the grinding operation.The result showed that the grinding performance of low-viscosity shaped abrasive particles was improved.This research speculated that the lowviscosity shaped particles had sharp edges due to the flow or collapse during drying(Fig.8).
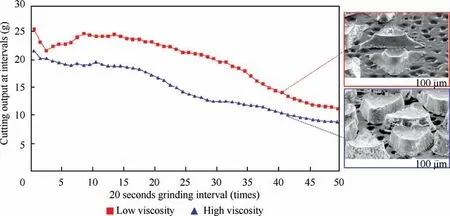
Fig.8 Cutting output of high-viscosity and low-viscosity shaped abrasive particles at intervals.153
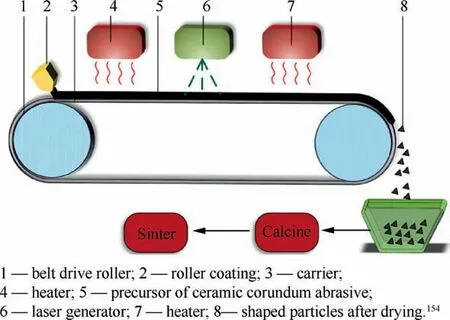
Fig.9 Laser cutting technique.154
3.2.3.Laser cutting technique
Welygan et al.154invented a laser cutting method for preparing shaped ceramic corundum abrasive particles(Fig.9).First,the precursor of ceramic corundum abrasive was prepared with a solid content of 60-70%.Prior to the laser cutting step,the coating of the precursor was achieved via scraping,roller coating,and other appropriate processes(2).After coating,the precursor(5)was dried through three processes,such as hot air gun or oven(4).The degree of drying requires that the precursor layer does not flow,sag,or collapse under the action of gravity alone.After partial drying,laser(6)was used to cut the precursor layer.Any suitable laser working under the infrared and ultraviolet output wavelengths,including a gas laser,excimer laser,solid-state laser,and chemical laser,can be used to cut the precursor layer.The carrier supporting the precursor should have low absorption to the laser beam to reduce the damage of the carrier to the lowest layer degree.This task can be achieved by selecting a laser and a carrier,adding an absorbent,or a combination of them in the precursor.The laser can be used in pulse and continuous wave modes.The sol-gel had a maximum absorption at approximately 9.4μm wavelength.At this wavelength,the PET polyester absorbed the least.In this case,the wavelength was highly absorbed by the precursor layer.Accordingly,almost no laser radiation reached the carrier(3).The laser beam was guided with a reflector,lens,or a combination of them to form the required cutting pattern.This task was conducted to achieve the required shape of ceramic abrasive particles,such as triangle,square,rectangle,or hexagon.The cut precursor layer was further dried by the heater(7)and bent by passing over the roller,thereby resulting in the separation of the dried shaped particles(8)from the carrier(3).Finally,shaped ceramic corundum abrasives were formed by calcination and sintering.The ceramic corundum abrasive particles with shapes that were impossible to be achieved can be easily prepared by using the laser cutting method,such asλ,+,T,Y,or#pattern.The abrasive structure after shaping was incomplete because the precursor material would shrink and crack when it was dried in the micro mold.
4.Two-step sintering process

Fig.10 Illustrative representation of the TSS-C and TSS-CW sintering plots.155
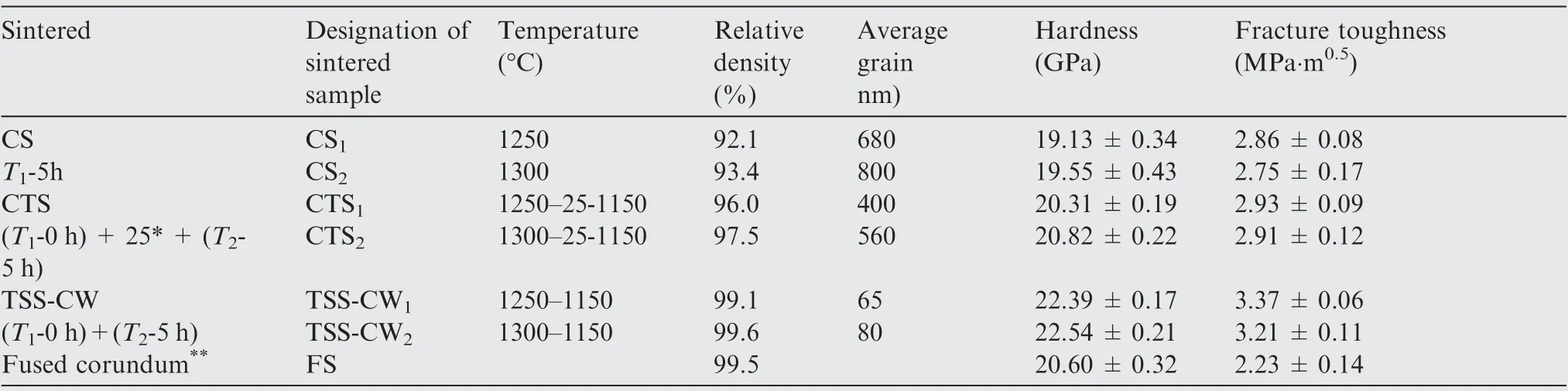
Table 4 Characterization of the tested corundum abrasives.176
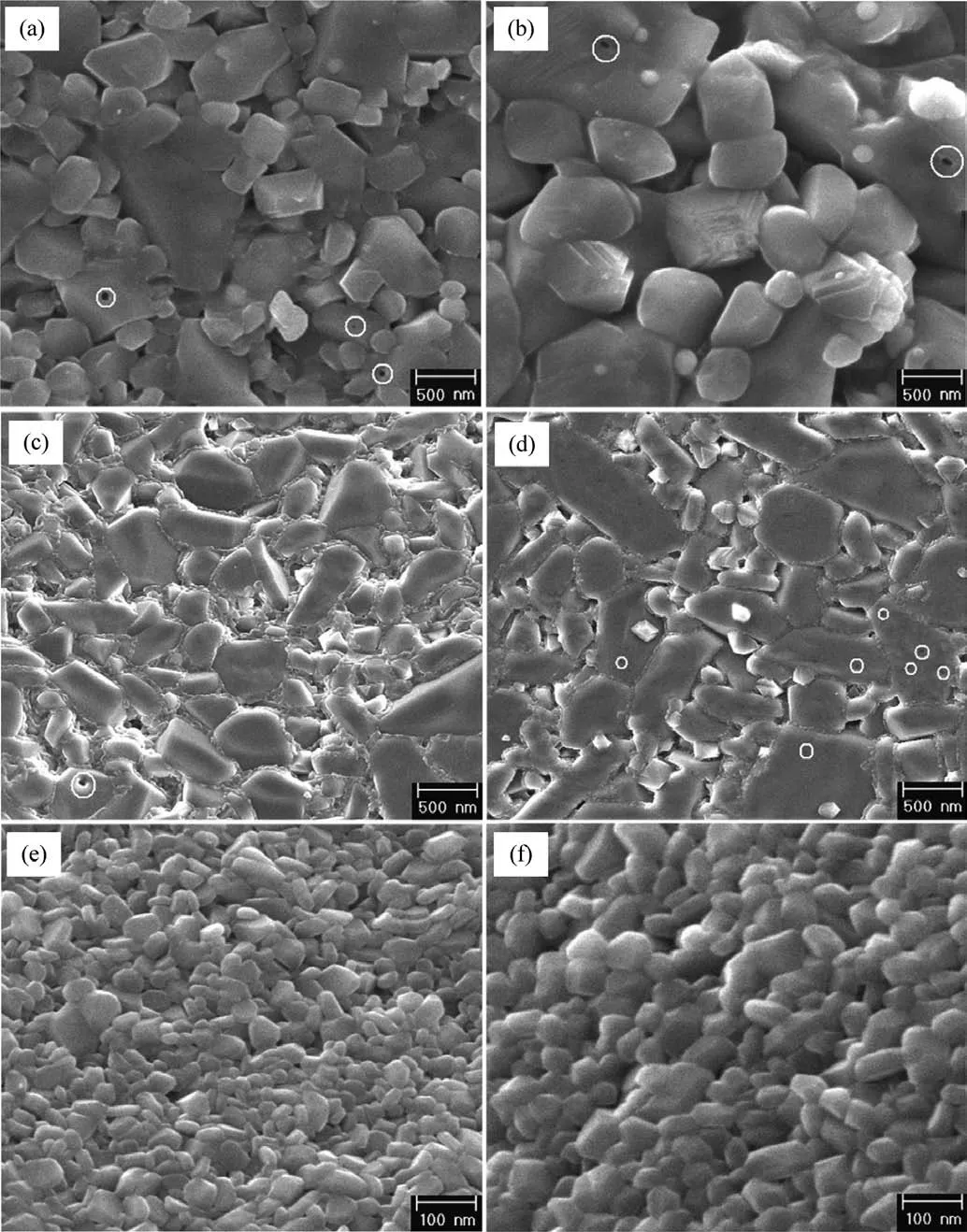
Fig.11 Photomicrograph of corundum abrasive samples in the different sintering methods:(a)CS1;(b)CS2;(c)CTS1;(d)CTS2;(e)TSS-CW1;(f)TSS-CW2.176
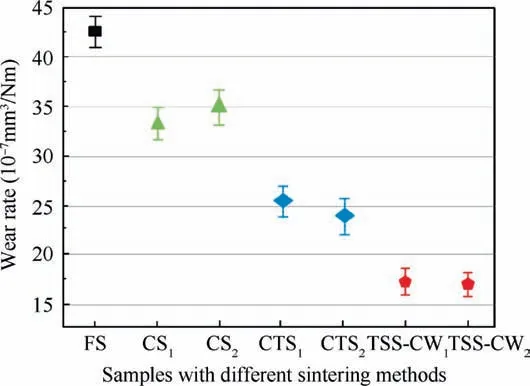
Fig.12 Wear rate of the samples sintered via FS,CS,CTS,and TSS-CW processes.176
The properties of ceramic corundum abrasives are closely related to the microstructure.The density,grain size,and nonuniformity in the microstructure should be strictly controlled to improve its properties and stability.During sintering,the pores in the materials are reduced by transferring them and finally discharged.The relative density gradually increases with the grain growth and boundary formation,and the densification process is completed.155However,in the final stage of conventional sintering(CS),rapid grain growth is always accompanied.Many new sintering techniques,such as pressure-assisted sintering,156,157microwave-assisted sintering,158spark plasma sintering,159and pulse electric current sintering,have been developed.160These methods,such as spark plasma sintering,can suppress the grain growth to a certain extent;however,the sintering pressure is unsuitable for common sintering.161The equipment for implementing these sintering methods has a complicated structure and high economic cost.
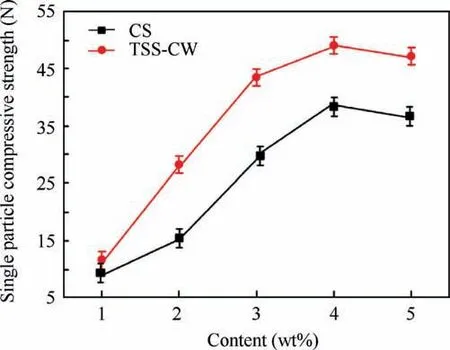
Fig 13 Single-particle compressive strength of co-doped samples with various amounts of CaO and SiO2(1 wt%-5 wt%)sintered via different processes.177
The driving forces of densification,grain boundary diffusion,and grain growth and the activation energy of grain boundary migration are different in the sintering techniques.Accordingly,the densification and rapid grain growth of ceramics can be carried out in different temperature ranges.With this feature,the densification of ceramics can be realized by a two-step sintering technology.The grain growth can be successfully avoided in the final stage of sintering.At present,the two known TSS techniques(Fig.10)are as follows:the first one is sintering at a low temperature,then further sintering at a high temperature,and finally cooling,155which is described in the current study as TSS-C;the other process is a simple and efficient sintering method developed by Chen and Wang162in 2000,which is described in the current study as TSS-CW.First,the samples are heated to 1310°C,and the grain growth accelerates in the final stage of sintering.163Then,the samples are cooled to 1150°C and kept warm at the same temperature for 20 h.In the low-temperature stage,the diffusion of grain boundary eliminates the residual pores,while the migration of grain boundary is inhibited,thereby restraining the grain growth.After sintering,the samples are nearly completely dense.The densification phenomenon without grain growth in a certain temperature range is called‘‘kinetic window”.
The new sintering method developed by Chen has attracted the attention of many scholars.164-171The TSS-CW the grain size is small.Alumina is an extensively studied ceramic,and the TSS-CW technique has been widely used in the preparation of nanoalumina ceramics.172-176Bodisova et al.173evaluated the application of TSS-CW in submicron alumina powder.The optimal sintering schemes were T1at 1400-1450°C and T2at 1150°C.The obtained relative density was 98.8%,and the grain size was 0.9μm.The minimum relative density to be achieved in the first sintering stage should be 92%.The increase in densification was attributed to the small particle size and pore diameter in the green-pressing.
Li et al.176synthesized the ceramic corundum abrasives by TSS-CW,CS,and the third sintering method(CTS)on the basis of the sol-gel process and compared their microstructural and mechanical properties(Table 4).
Fig.11 shows the SEM microstructure of the corundum abrasive samples via different sintering methods.The microstructure demonstrates the presence of an abnormal grain growth in the samples sintered via CS and CTS processes.The control of the sintering temperature and the use of sintering additives significantly inhibited the growth of the grains in the TSS-CW technique.The microstructure of the TSS-CW1and TSS-CW2samples remained uniform without an abnormal grain growth.The energy of the sample obtained in the first sintering step was enough to conduct grain boundary diffusion during the sintering at temperature T2.The promotion of the grain boundary control dynamics and the action of silicate film formed by applying an MCS liquid phase sintering additive almost achieved complete densification.
The intergranular microfracture and crystal dislodgement occurred through microcrack propagation along individual crystal boundaries.Accordingly,the crystal boundary toughness became a guiding factor for wear loss in the wear process.Thus,the wear rates of the samples sintered via a TSS-CW process were low;the samples demonstrated several compacted intergranular structures and great crystal boundary toughness due to their uniform and fine crystal structures(Fig.12).176
You et al.177fabricated a corundum abrasive with plate-like grains via a solution-based process with the additive of the ternary compound additive Na3AlF6-CaO-SiO2.Fig.13 shows the effect of the sintering technique on the compressive strength of a single abrasive sample.The results showed that the grains in these samples were covered by amorphous silicate films,thereby leading to a strong bond between the grains and the grain boundaries.The mismatch of the thermal expansion coefficients between the amorphous silicate films and the alumina grains will lead to residual stress after cooling.Accordingly,the compressive strength will be greatly improved.A slight decrease was observed in the single-particle compressive strength with the further increase in the dopant content due to the abnormal grain growth.
5.Conclusion and prospect
This article introduces the action mechanism of seeds and additives,the molding method of the specific shape abrasive grain sand grinding performance,and the TSS-CW technique on the basis of the sol-gel process sequence for the production of ceramic corundum abrasives.The conclusions reached are as follows:
(1)The seed can increase the nucleation density,promote the growth of grain anisotropy,decrease the grain size,and improve the fracture toughness of the material.This seed lowered the nucleation barrier and phase transition temperature.The sintering additive that generates a solid solution increases the lattice distortion of A12O3,improves the ion migration rate during sintering,and promotes the sintering process.The sintering additive that generates a liquid phase can form intercrystalline glass films and improve the density of the structure.Such additive can also strengthen the grain boundary to improve the wear resistance of the abrasive.The sintering additive that generates an intermediate product acts as a catalyst that reduces the temperature for the phase transition.
(2)The new shaping technique is an effective way to improve the performance of ceramic corundum abrasives.The ceramic corundum abrasive with a special shape has a high ability in terms of cutting and material removal during grinding stroke wipe,sharply shortens the plough stage,and reduces the cutting material uplift on either side of the path and the cutting of heat generation and accumulation.
(3)The TSS-CW technique with low economic cost can inhibit the abnormal growth of grains,and the uniform dense structure can be obtained by combining the action of sintering additives.
(4)Cubitron,SG,TG,and the emerging sintering technique will increasingly dominate the conventional abrasive market.However,the ratio and additive amount of the optimal composite sintering additives need to be further studied,and their synergistic effect with seed and sintering methods need to be further explored.The realization of the versatility of ceramic corundum abrasives should be promoted on the basis of a variety of micromold replication techniques.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgements
This research was financially supported by the following organizations:the National Natural Science Foundation of China(Nos.51975305,51905289),the Major Research Project of ShandongProvince(Nos.2019GGX104040and 2019GSF108236),the Shandong Provincial Natural Science Foundation of China(Nos.ZR2019PEE008),Major Science and Technology Innovation Engineering Projects of Shandong Province(No.2019JZZY020111),and Applied Basic Research Youth Project of Qingdao Science and Technology Plan(No.19-6-2-63-cg).
 CHINESE JOURNAL OF AERONAUTICS2021年6期
CHINESE JOURNAL OF AERONAUTICS2021年6期
- CHINESE JOURNAL OF AERONAUTICS的其它文章
- Performance evaluation of creep feed grinding ofγ-TiAl intermetallics with electroplated diamond wheels
- Thermomechanical coupling effect on characteristics of oxide film during ultrasonic vibration-assisted ELID grinding ZTA ceramics
- Modeling and experiment of grinding wheel axial profiles based on gear hobs
- Electrochemical machining on blisk channels with a variable feed rate mode
- Framework and development of data-driven physics based model with application in dimensional accuracy prediction in pocket milling
- Electrode design using revolving entity extraction for high-efficiency electric discharge machining of integral shrouded blisk