基于倍福CX 控制器的板材自动上下料系统设计
2021-03-24 01:52桑伟峰
锻压装备与制造技术 2021年1期
桑伟峰
(江苏金方圆数控机床有限公司,江苏 扬州225127)
在日益增加的人工成本压力下,自动化流水线加工设备越来越受到厂家欢迎。以倍福为代表的软PLC 控制器在生产线领域有很大优势,可以大幅度降低开发周期,加之与各种外部设备的优异兼容性,且满足工业自动化要求,因此受到机床厂家重视。下面以倍福CX 控制器开发出了一套板材自动上下料系统,并在实践中得到了成功应用。
1 板材自动上下料结构
如图1 所示为生产线主要部件示意图。板材自动上下料主要包括入库小车、出库小车、上料机械手、下料机械手、输送带组成。入库小车用于为单列立体仓库添加板材,出库小车用于从单列立体仓库取出板材,上料机械手用于将板材放置到待加工设备上(切割机A/切割机B),下料机械手用于将加工完毕的板材放置到输送带上,然后由输送带输送到指定的位置。
2 运动控制系统搭建
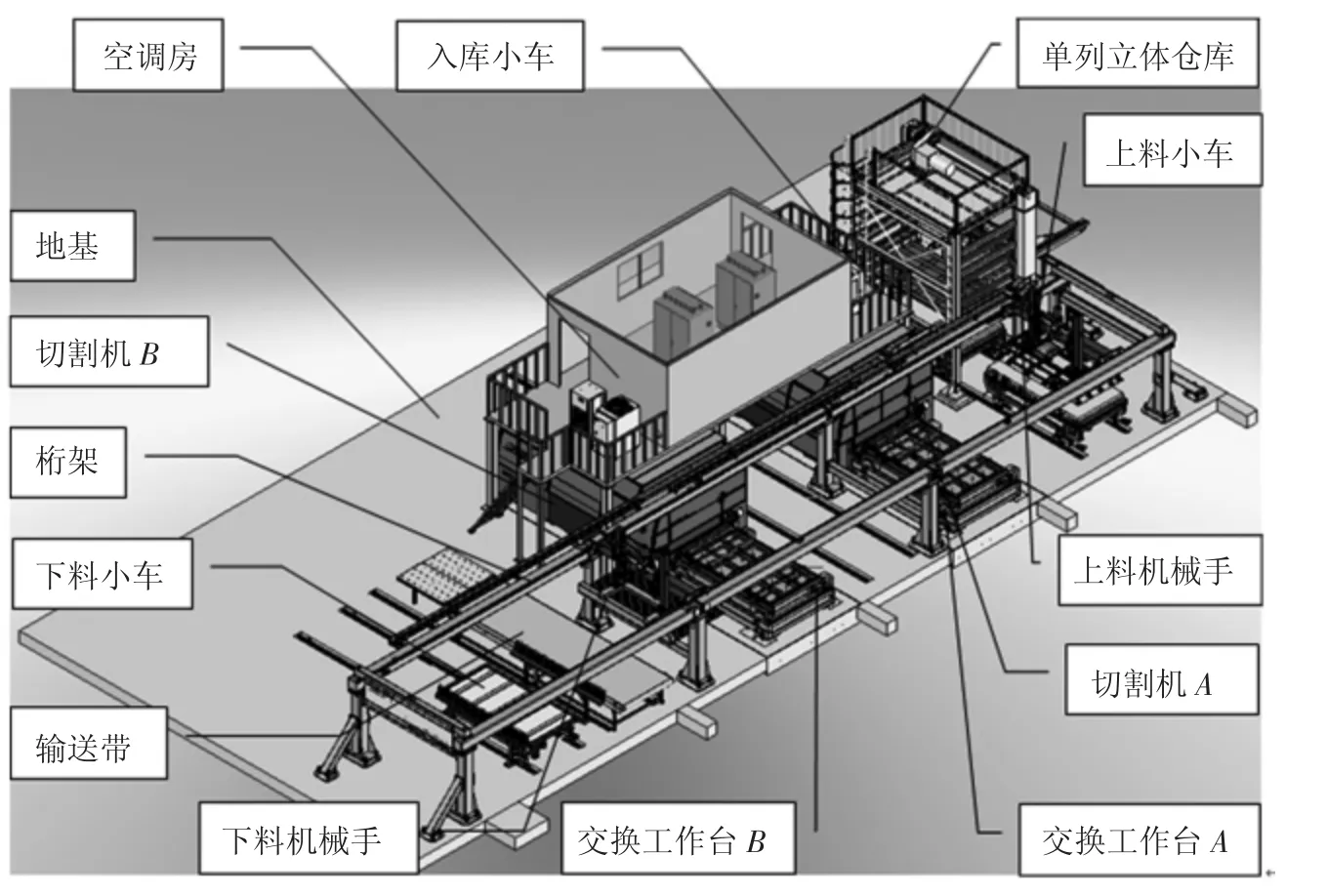
图1 生产线主要部件
如图2 所示控制系统资源列表。利用倍福CX 控制器,将上料机械手的两个伺服电机vaxis/haxis、下料机械手的两个伺服电机xaxis/zaxis 配置进NC-Configuration,实现PTP 点对点的控制;将上料小车的普通电机、下料小车的普通电机、传送带的普通电机配置进PLC-Configuration,结合接近PLC 的对应的接近感应开关,根据编译的PLC 的逻辑,判断上下料小车和传送带的启动、停止。
3 PLC 程序
如图3 所示PLC 程序。倍福TwinCAT 系统自带的PLC 支持ST 语言,可以快速的编译想要的功能。PLC 编译的时用模块化思维,将相同的功能的运动、功能部件放在一起,可以有效的减少工作量,使程序简洁明了。本案列将四个伺服轴由于相似的运动控制功能放入AxisControl;上料机械手的特殊功能,如吸取板材、扳角、吹气、分层等单独提取出来,并放入Feeder;各机械部件的所需润滑的部分程序放入Lubrication;上下料小车放入MaterialFrame;报警的相关信息放入Alarms,然后利用Main 主函数根据条件自动调用它们,实现整体协助运行。

图2 控制系统资源列表
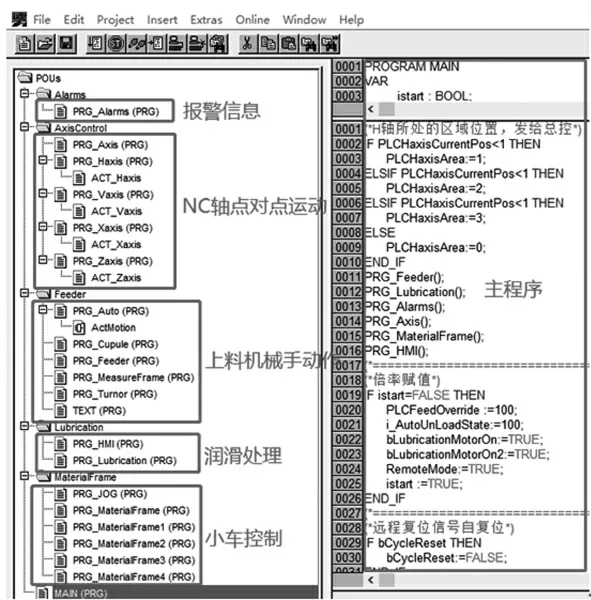
图3 PLC 程序
4 HMI 上料控制界面
如图4 所示HMI 人机界面示意图。倍福CX 控制器自带各种控件,用来做Visualization 可视化图形编译功能,我们用来开发HMI 人机界面。可以将所需要的功能部件以用户方便操作的方式组成各种软按钮,用以操作上下料机械手动作,同时实时反馈上下料机械手四个伺服轴的实时的位置信息,各个功能块的状态信息也在状态灯中用颜色显示、区分出来,红色异常、绿色正常。
5 上下料机械手的报警监控
如图5 所示报警监控示意图。将各个部件所需的日常维护点,以及常见的报警信息用状态指示灯的方式显示出来,绿色正常、红色异常,简单明了。
6 结语
笔者基于倍福CX 控制器,通过工业现场总线EtherCAT,用PLC、HMI 人机界面以及报警监控系统将上料小车、下料小车、上料机械手、下料机械手、传送带形成一个有机的整体,成为板材上下料系统,实现将单机人工干预的板材加工设备升级为全自动板材加工系统,节省大量人力资源,提高板材加工生产效率。

图5 报警监控
猜你喜欢
金属世界(2022年3期)2022-05-30
科海故事博览·下旬刊(2022年4期)2022-05-07
矿山机械(2021年2期)2021-03-03
电子乐园·下旬刊(2021年3期)2021-02-08
现代计算机(2020年32期)2021-01-18
科技创新导报(2019年16期)2019-11-13
科技创新与应用(2019年25期)2019-09-24
山东工业技术(2019年18期)2019-07-19
汽车文摘(2019年3期)2019-03-04
电子技术与软件工程(2017年19期)2017-11-09