
倒装焊后清洗工艺及其对底部填充的影响
2021-03-22 06:38:58汤姝莉赵国良薛亚慧
电子与封装 2021年2期
汤姝莉,赵国良,张 健,薛亚慧
(西安微电子技术研究所,西安 710119)
1 引言
引线键合技术和倒装焊接是集成电路互连的2 种主要方式。引线键合技术需在芯片四周分布焊盘并通过引线与基板进行互连,互连密度则因此受限于芯片尺寸、基板布线能力及键合工艺等因素,键合工艺可实现的芯片互联I/O 数同时也受到限制。而倒装焊接可通过在芯片整个有源面进行布线及阵列式I/O 排布,并利用倒装焊技术通过芯片表面的微凸点与基板或直接与管壳进行互连,微凸点既能够作为机械支撑也可实现电气互连,显著提高了芯片单位面积I/O 数及组装密度;同时将水平的信号传输方向部分转变为芯片垂直方向,大大缩短了信号传输距离,为实现高速信号传输奠定了基础。因此倒装焊接可大大促进电子产品的小型化、轻量化、多功能化,满足集成电路的高集成度及重要领域微电子器件高性能、高密度、高可靠性的需求[1-3]。
与常见的表面贴装焊接工艺相同,倒装焊接也需要用到助焊剂,因此焊后需对助焊剂进行清洗。若清洗不净,残留的助焊剂除了会造成表面污染,容易导致焊点氧化或腐蚀,还会阻碍倒装焊芯片底部填充胶的流动及固化,影响产品的性能及可靠性[4-6]。
微电子行业内常用的焊后清洗方法有清洗液浸洗或刷洗、汽相清洗、真空汽相清洗等工艺[7-9]。清洗时使用的清洗液根据对不同成分助焊剂等污染物的溶解性,可分为水基与CFC 基、醇基、碳氢基、烃基等有机溶剂型2 类[10-11],可依据实际情况选择溶剂清洗、水清洗及半水清洗方法,即先用溶剂型清洗液喷淋,再用去离子水进行漂洗[12-13]。
对于传统的印制板表贴焊接工艺,焊后通常采用直接在清洗液中浸洗、擦洗或利用毛刷刷洗的方式对助焊剂进行清洗[14]。印制板上表贴的一般为塑封、陶封器件,且器件间距较大,毛刷刷洗能够达到较好的清洗效果,器件也不易受到机械损伤。然而对于倒装焊裸芯片,一方面裸芯片容易损伤,不适于进行刷洗;另一方面助焊剂更容易在芯片与基板的缝隙中残留,且缝隙宽度小于芯片凸点直径,而刷洗仅能清洁器件或基板表面,无法对如此微细的缝隙中进行清洗。因此传统的浸洗或刷洗虽然操作简单、对设备要求较低,但不适用于倒装焊工艺。而汽相清洗、真空汽相清洗有别于传统的机械清洗,可通过加热汽相清洗溶剂至沸腾,溶剂蒸汽接触被清洗器件后凝结同时带走污染物,并在设备中进行循环,利用始终纯净的蒸汽实现清洗器件的目的,具有振动少、损伤小、效率高等优势,更加适用于高可靠、高密度、小间隙的电子产品清洗[15-16]。
本文利用汽相清洗与真空汽相清洗2 种方法对倒装焊后的芯片/硅基板组件进行助焊剂清洗,并对比不同工艺参数条件下的清洗效果,研究助焊剂残留对底部填充胶流动及固化过程的影响,针对多凸点、细间隙倒装焊结构探索得到有效的清洗技术。
2 试验材料及方法
试验选用焊球凸点阵列排布的硅芯片和硅基板进行互连形成倒装焊组件。芯片尺寸为9.7 mm×10.1 mm,共包含2975 个凸点,凸点直径/ 节距为φ90 μm/180 μm。硅基板尺寸为15 mm×23 mm,并利用电镀工艺在直径为90 μm 的焊盘表面制备了SnAg凸台,芯片及硅基板外观见图1。
首先采用倒装焊设备吸拾芯片,蘸取膏状助焊剂后,通过对位标记完成芯片与硅基板的倒装焊对位,再利用真空钎焊炉将完成对位的倒装焊组件进行回流焊接,通过SnAg 凸台的熔化及凝固过程形成与芯片凸点的连接。
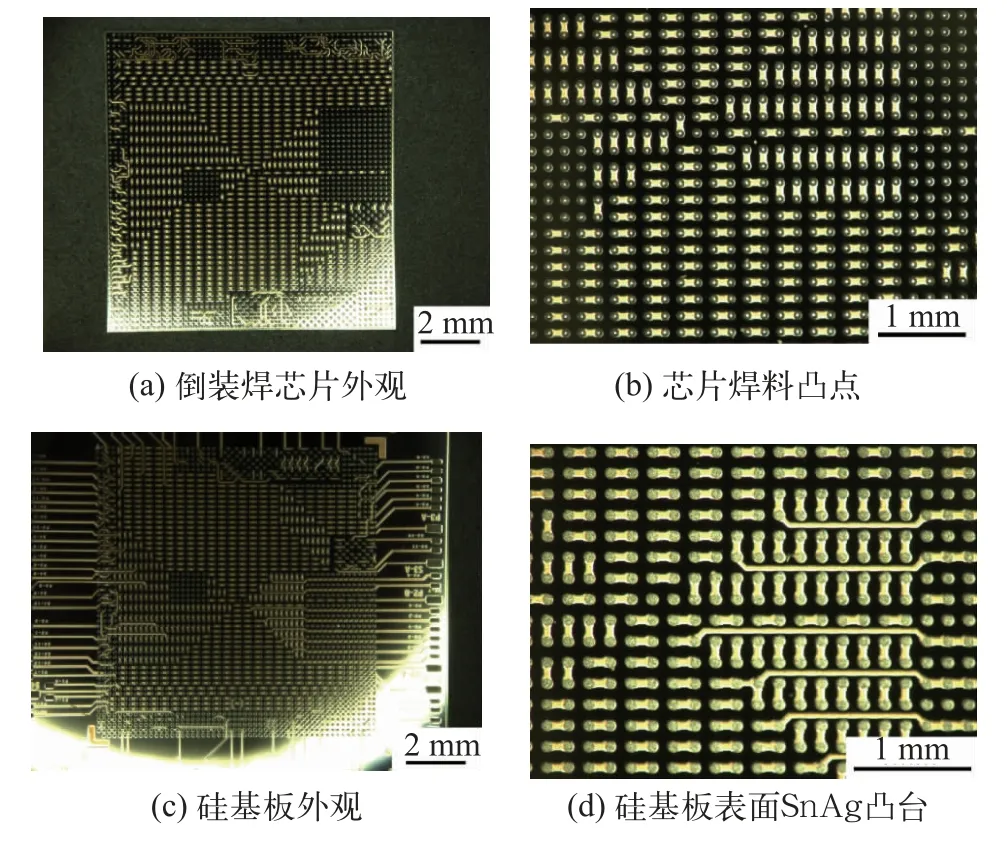
图1 倒装焊芯片及硅基板形貌
将焊接后的芯片/硅基板组件进行分组,分别利用汽相清洗与真空汽相清洗2 种工艺进行组件的清洗,并采用不同的清洗参数,如表1、表2 所示。
试验中由于汽相清洗及真空汽相清洗设备不同,过程及参数设置也有所区别。汽相清洗过程分为两个阶段:①沸腾区蒸汽清洗;②漂洗区清洗液漂洗。试验进行了5 min、10 min 2 组沸腾区时间及1 min、5 min、10 min 3 组漂洗区时间的对比。真空汽相清洗的过程为:①预清洗循环;②正式清洗循环;③最终蒸汽漂洗;④真空干燥。预清洗与正式清洗均为蒸汽脱脂—喷淋—浸没喷淋3 个步骤的循环过程,可通过调节各步骤的持续时间及循环次数控制预清洗循环及正式清洗循环的时间。由于焊后助焊剂放置时间越长越易影响清洗效果,为了排除其他因素,各倒装焊组件样品进行清洗时的焊后放置时间均控制在1h 以内。
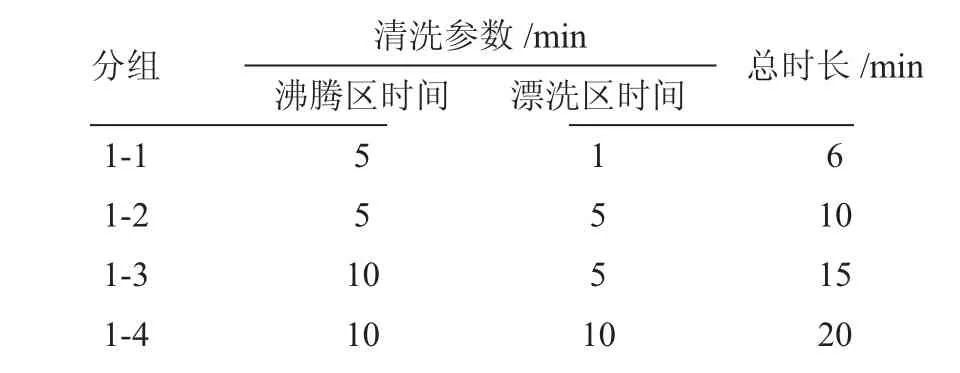
表1 倒装焊组件样品汽相清洗工艺参数
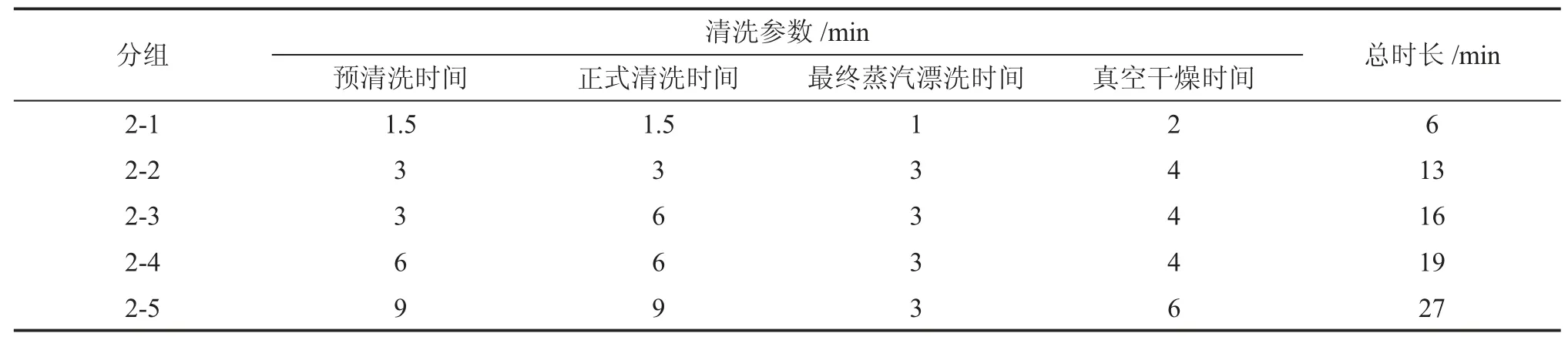
表2 倒装焊组件样品真空汽相清洗工艺参数
清洗完成后取1 只样品,将芯片取下观察硅基板及芯片表面助焊剂残留情况。另取1 只样品,利用填充胶进行底部填充,观察填充胶的流动情况,在同样条件下对比胶的固化效果及填充效果,以研究残留的助焊剂或清洗液对底部填充过程的影响。所用填充胶的黏度为7.5 Pa·s,具有优异的流动性。
3 试验结果与讨论
3.1 不同清洗方式及参数的影响
汽相清洗与真空汽相清洗两种方式具有相似的机理,二者均将溶剂加热成为高温蒸汽,利用高温蒸汽将器件表面及缝隙中的沾污等多余物质进行软化,再通过清洗溶剂对其进行漂洗。
二者区别在于真空汽相清洗设备可提供真空环境,并且可对多个清洗步骤分别进行参数设置,能够实现对清洗过程的精细调控。首先在预清洗阶段利用溶剂升温形成的蒸汽对器件进行预热,同时蒸汽对器件表面沾污产生软化及脱脂效应,大幅度降低后续的清洗难度。接着通入清洗剂进行浸没及喷淋,对污染物进行充分清洗。一般蒸汽脱脂(漂洗)、喷淋、浸没喷淋作为一个清洗循环,可根据实际需要重复此循环。最终再通入洁净的蒸汽对器件进行汽相清洗,并在真空环境下进行干燥。所有的清洗过程均在真空下完成,既保证了设备的安全性,又能够降低溶剂表面张力,实现超细间隙倒装焊结构的清洗。
将利用不同方法或参数清洗后的各样品在OLYMPUS SZ61 型显微镜下进行表面观察,并由样品侧面观察芯片与基板的缝隙,最后将倒装焊样品沿芯片中线截断,确认芯片中心部位底部的清洗效果,结果见表3。
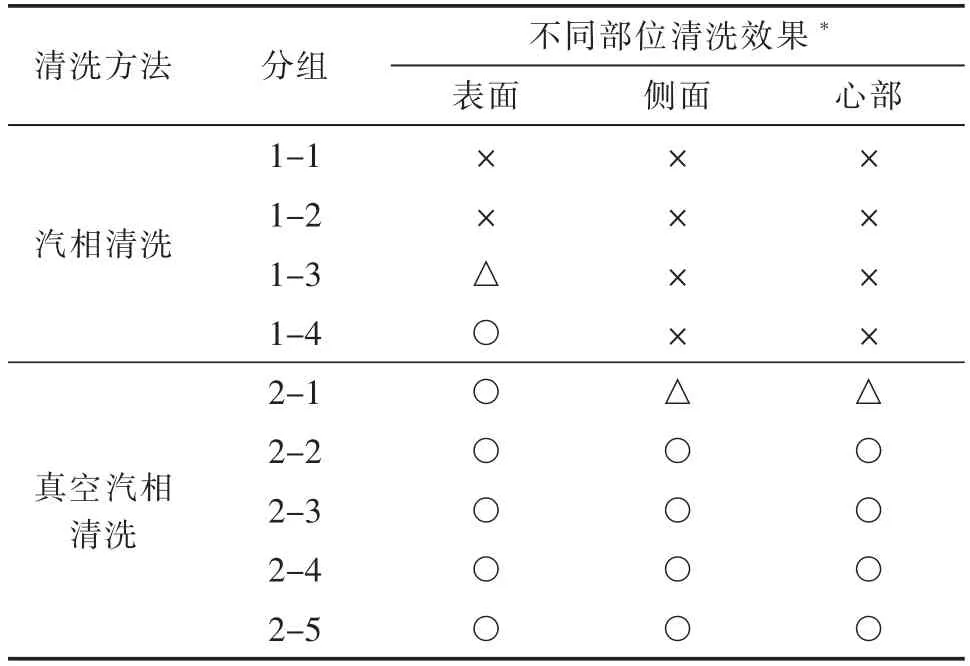
表3 倒装焊组件样品清洗效果
由结果可以看出,利用汽相清洗在短时间内无法将芯片及硅基板表面的助焊剂进行有效清洗,清洗后的表面见图2(a)。总清洗时间需15~20 min 以上才能将倒装焊组件表面的助焊剂基本清洗干净,见图2(b)。但是即使延长了清洗时间,由芯片侧面观察其与硅基板的缝隙时发现边缘凸点之间仍残留有大量助焊剂或清洗液,且并未随着清洗时间的延长而获得改善,如图2(c)所示。因此说明非真空环境下的汽相清洗由于清洗液表面张力导致清洗液无法进入极细微的缝隙,不适用于裸芯片倒装焊、BGA 等具有数百微米以下极细微缝隙结构的清洗,尤其是尺寸较大的芯片,其中心位置的底部缝隙基本无法得到清洗。
利用真空汽相清洗则基本能够将倒装焊芯片及硅基板表面清洗干净,清洗后的组件表面见图3(a)。由倒装焊芯片侧面观察其与基板间隙边缘,可以发现除清洗时间最短的2-1 组样品外,其余样品均未观察到间隙有残留的助焊剂,如图3(b)所示。接着将芯片由中间截断,观察芯片中心部位缝隙中的形貌,见图3(c)。可以发现通过真空汽相清洗,即使是清洗液或蒸汽最难进入的芯片中心部位,也能够清洗干净,未观察到有助焊剂或清洗液残留问题。
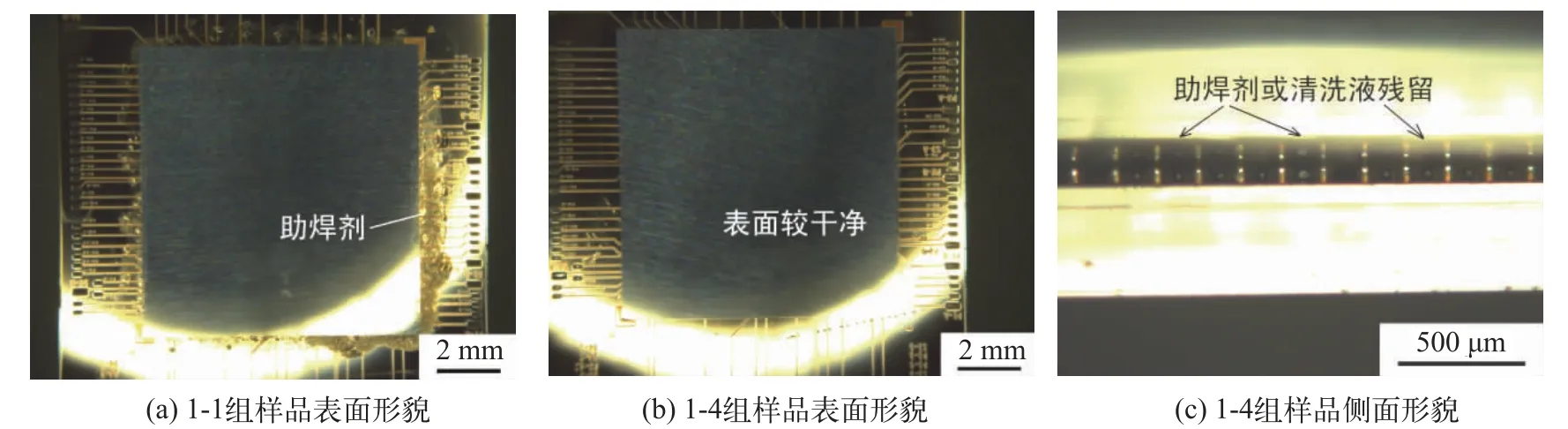
图2 汽相清洗后倒装焊样品形貌
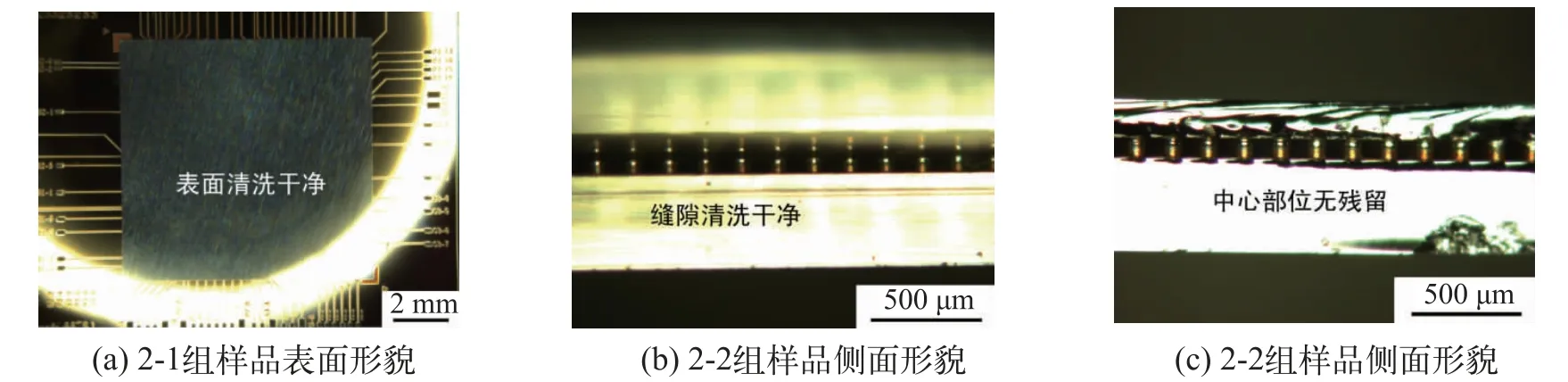
图3 真空汽相清洗后倒装焊样品形貌
综上所述,试验中倒装焊芯片凸点尺寸较小,焊后因凸点塌陷使得芯片底部缝隙仅有50 μm 左右。真空环境下清洗剂在器件上的表面张力较小,溶剂更易于进入细小的缝隙,可将倒装焊芯片底部的助焊剂彻底清洗干净。而利用非真空环境的汽相清洗很难对细微缝隙中的助焊剂进行有效清洗,长时间清洗后仍有大量助焊剂残留。因此针对细微缝隙的倒装焊结构,真空汽相清洗的效果明显优于汽相清洗,真空汽相清洗技术是实现细微间隙倒装焊结构良好清洗的关键。利用预清洗(≥3 min)→正式清洗(≥3 min)→蒸汽漂洗(≥3 min)→真空干燥(≥4 min)的工艺参数进行50 μm 间隙倒装焊结构的真空汽相清洗,可达到良好的清洗效果,芯片与基板的间隙无助焊剂或清洗液残留。
3.2 清洗效果对底部填充的影响
由于芯片、基板、凸点之间热膨胀系数差异产生的应力是导致倒装焊结构失效的关键因素之一,为了消除这一应力,底部填充被广泛应用于倒装焊工艺以提高其可靠性[17]。底部填充的过程为,首先将底部填充胶沿芯片边缘注入,借助液体的毛细作用,底部填充胶被吸入芯片与基板的间隙并向中心及非施胶边流动,直至由非施胶边流出,填满后在高温下将填充胶进行固化。
芯片底部清洗效果不良,间隙中有助焊剂及清洗液残留时会直接影响底部填充过程及固化效果。取不同工艺及参数清洗后的倒装焊样品,同时进行底部填充及固化,观察注入填充胶时的流动性,固化后对样品固化效果及填充效果进行对比,结果在表4 中列出。
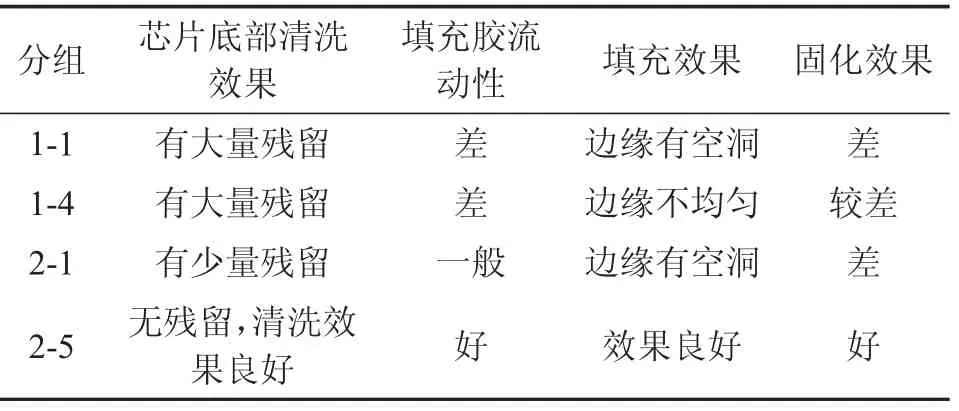
表4 不同清洗方法及参数样品底部填充效果
首先,观察样品填充过程时发现,1-1、1-4 组样品底部填充胶的流动相对较慢,在芯片施胶边注入同样量的填充胶时,与2-1、2-5 组样品相比非施胶边流出填充胶所需的时间更长。固化后1-1 组样品芯片边缘观察到有局部填充不足造成的空洞[见图4(a)],1-4 组样品芯片四边虽均有填充胶溢出但填充胶边缘呈现不均匀、不平滑的形貌[见图4(b)],均是由填充胶流动时受到残留助焊剂或清洗液的阻碍所致。

图4 汽相清洗倒装焊样品底部填充固化后形貌
另外,足够的干燥时间也是影响最终清洗效果的关键因素之一。观察2-1 组样品清洗后芯片的底部填充胶固化前后形貌,可以发现仅经过2 min 真空干燥的2-1 样品芯片非施胶边有局部填充不足,在固化前呈与黑色填充胶颜色不同的半透明状[见图5(a)],而固化后该处半透明液体挥发形成空洞[见图5(b)]。由于助焊剂在固化温度下不会发生分解或汽化,而清洗液的汽化温度低于填充胶的固化温度,说明该处为残留的清洗液,会阻挡填充胶的流动,从而在固化后汽化导致填充不足的问题。而2-5 组样品则没有出现该问题,芯片四边均填充良好,胶形均匀一致,利用超声扫描对2-5 组样品进行检测,结果如图6 所示,可以发现底部填充效果良好,空洞率≤5%,无明显缺陷。
最后,为研究助焊剂或清洗液残留对底部填充胶固化效果的影响,如图7、图8 所示,利用钨针对各个样品固化后填充胶表面进行施压、划动等测试,发现有助焊剂残留及清洗液挥发后形成的空洞附近填充胶仍为较软的凝胶状,见图7(a);钨针在其表面可形成较深的划痕,见图7(b);而其余部位的填充胶已形成硬度较高的固体,钨针在其表面划动基本不会留下痕迹,见图8。经三量LX-D 型邵氏硬度计检测,固化后的填充胶硬度可达98(Shore D)。样品固化均在底部填充胶完全固化所需的同一条件下进行,说明助焊剂或清洗液的成分会导致底部填充胶固化不良,无法起到消除倒装焊结构应力、提高倒装焊长期可靠性的作用。

图5 真空汽相清洗2-1 组倒装焊样品底部填充固化前后形貌
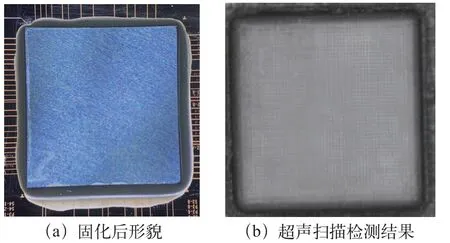
图6 真空汽相清洗2-5 组倒装焊样品底部填充固化后形貌及超声扫描结果

图7 有清洗液或助焊剂残留时未充分固化底部填充胶形貌

图8 倒装焊后清洗干净时充分固化底部填充胶形貌
4 结论
与常规汽相清洗相比,真空汽相清洗技术更适用于细微间隙的倒装焊结构清洗,由于真空环境能够降低清洗液及蒸汽的表面张力,使清洗液进入倒装焊芯片底部的细微间隙,进行有效清洗;利用预清洗(≥3 min)→正式清洗(≥3 min)→蒸汽漂洗(≥3 min)→真空干燥(≥4 min)的真空汽相清洗过程可充分洗净倒装焊芯片与基板约50 μm 间隙中的助焊剂,清洗后尺寸10 mm×10 mm 以内的倒装焊芯片底部中心部位无助焊剂残留;底部填充过程会受到间隙中残留助焊剂或清洗液的影响,填充胶可能产生流动受阻、填充不充分、固化不良等问题,而当倒装焊组件进行了足够时间的真空汽相清洗并充分干燥后,填充胶空洞率≤5%,可获得良好的底部填充效果。
猜你喜欢
电子与封装(2023年11期)2023-12-09 08:10:00
中国医学工程(2023年11期)2023-11-30 08:20:10
舰船电子工程(2023年4期)2023-08-04 05:45:26
现代制造技术与装备(2022年2期)2022-03-19 05:51:38
激光与红外(2021年6期)2021-07-23 09:27:28
电子制作(2017年7期)2017-06-05 09:36:13
电子工业专用设备(2017年2期)2017-04-25 08:32:37
长江大学学报(自科版)(2015年19期)2015-12-04 01:33:54
河南科技(2014年14期)2014-02-27 14:11:50
化工生产与技术(2014年3期)2014-02-27 13:41:44
