船体结构焊接坡口建模设计与应用
2021-03-06 03:14:14颜立超
造船技术 2021年1期
颜立超
(沪东中华造船(集团)有限公司,上海 200129)
0 引 言
基于船舶产品设计(Ship Product Design,SPD)造船设计软件,在船体结构建模阶段完善焊接信息,如焊接方法、焊缝长度、坡口大小、坡口角度、坡口间隙、坡口朝向等,不仅可以大幅提高船体套料和零件下料加工的效率,而且可以运用计算机统计焊材消耗、焊缝长度、焊接任务量等,这也是焊接物料量管理、精细化派工的前提。应用焊接建模的相关数据还可以为焊接机器人程序编码的使用提供支撑,推进船体制造数字化车间的发展。
1 焊接坡口建模方法
1.1 焊接坡口设计原则和标准
坡口的作用是使电弧能深入根部焊缝,其角度的大小与板厚、焊接方法有关,坡口角度越大,焊缝金属量越多,焊接变形也增大。一般坡口角度选择60°左右。
焊接坡口是影响焊接结构承载性的重要工艺参数,坡口形式的选择主要取决于板材厚度、焊接方法和工艺过程[1],通常需要考虑如下各方面:可焊性或便于施焊,避免大量的仰焊;降低焊接材料的消耗量,对于较厚的构件采用X形坡口比V形坡口能节省较多的焊接材料;坡口易加工;减少或控制焊接变形。
以13 500标准集装箱(Twenty-foot Equivalent Unit,TEU)船为例,为了在生产设计阶段进行合理的坡口设计,并进行焊接坡口建模,针对船舶结构不同的钢级、板厚和所使用的焊接方法,对全船可能使用到的200多种坡口进行总结,编制成焊接接头基本形式图册,给每种坡口1个特定的代码,如CV-1、CV-1*等,并给定适用范围,此图册即为焊接坡口建模的标准。
1.2 焊接坡口建模方法
为实现计算机自动识别坡口代码信息,首先应建立坡口代码数据库,把焊接接头基本形式图册中的坡口构成信息输入到SPD软件中,编写坡口标准,如图1所示。
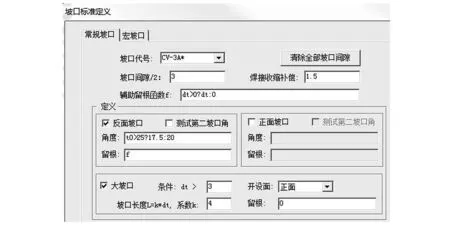
图1 SPD坡口标准设置
坡口标准定义每种坡口代码所对应的坡口间隙、焊接收缩补偿值、坡口留根、坡口朝向、坡口角度及大坡口(板厚差过渡削斜)等信息。标准设置后,在后续建模过程中,只需选择坡口代码,相应坡口信息会自动录入设计系统并转化为零件加工信息。
焊接坡口建模要求在分段内及分段间的板架对接处、型材接头、肘板边界、深熔焊及熔透角焊处进行建模,综合考虑板厚、构架面、板厚朝向、建造方式、施工场地条件等挑选最合适的焊接坡口。对于单个板材同时与多种厚度板架对接的情况,必要时需要将此条板缝按多个不同焊接坡口分割成几段长度进行建模,如图2所示。
1.3 宏坡口建模软件功能创新
焊接技术在船舶建造中的应用历史久远,且焊接技术频繁更新迭代,不同焊接工艺适用情况又不尽相同,造成目前船舶建造中所用焊接坡口形式多达200多种,需要综合考虑船体结构设计、生产设计及现场生产工艺选择等。1个坡口代码涉及各种焊接信息,考虑稍有不周就会导致坡口定义出错,进而造成整块钢材报废,不仅造成巨大损失,而且严重影响生产进度,因此焊接坡口建模工作对焊接工程师提出较高的要求,但传统的坡口建模方式严重影响焊接设计的工作效率。
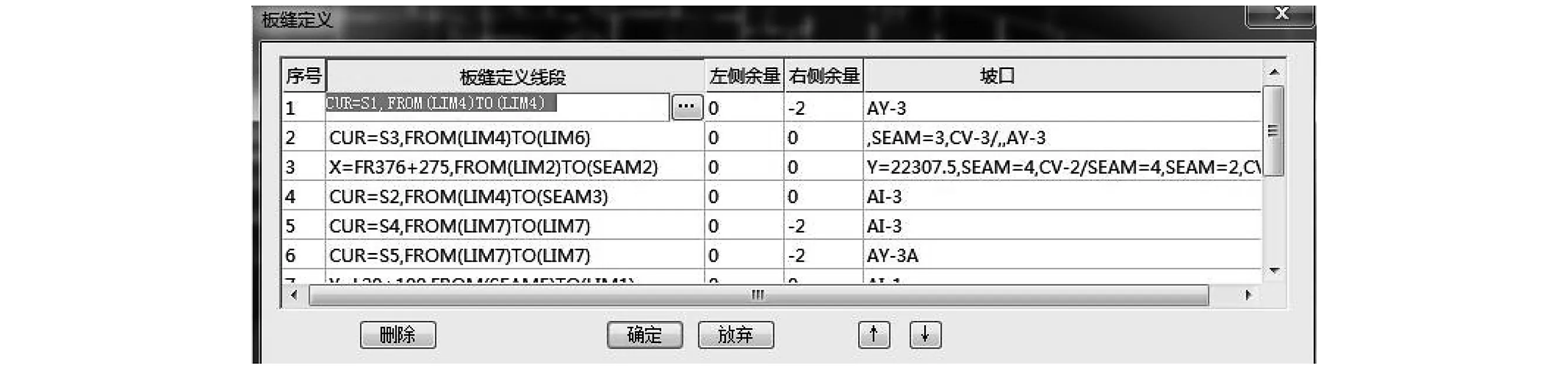
图2 板对接处焊接坡口建模
宏坡口建模功能就是为解决这一问题而进行的开发创新。所谓宏坡口,就是给定焊接方式和位置,但不明确指定构架面和定位面的坡口代码形式,由计算机根据板架定义自动识别构架面和定位面,确定所对应的普通坡口代码,即1个宏坡口代码可以绑定多个普通坡口代码,如图3所示。
使用宏坡口焊接建模,将原来200多种坡口代码与25个宏坡口代码相关联,设计人员在进行坡口建模时只考虑焊接方法和焊接位置,从25项宏坡口代码中进行选择,将原本需由人工进行的大部
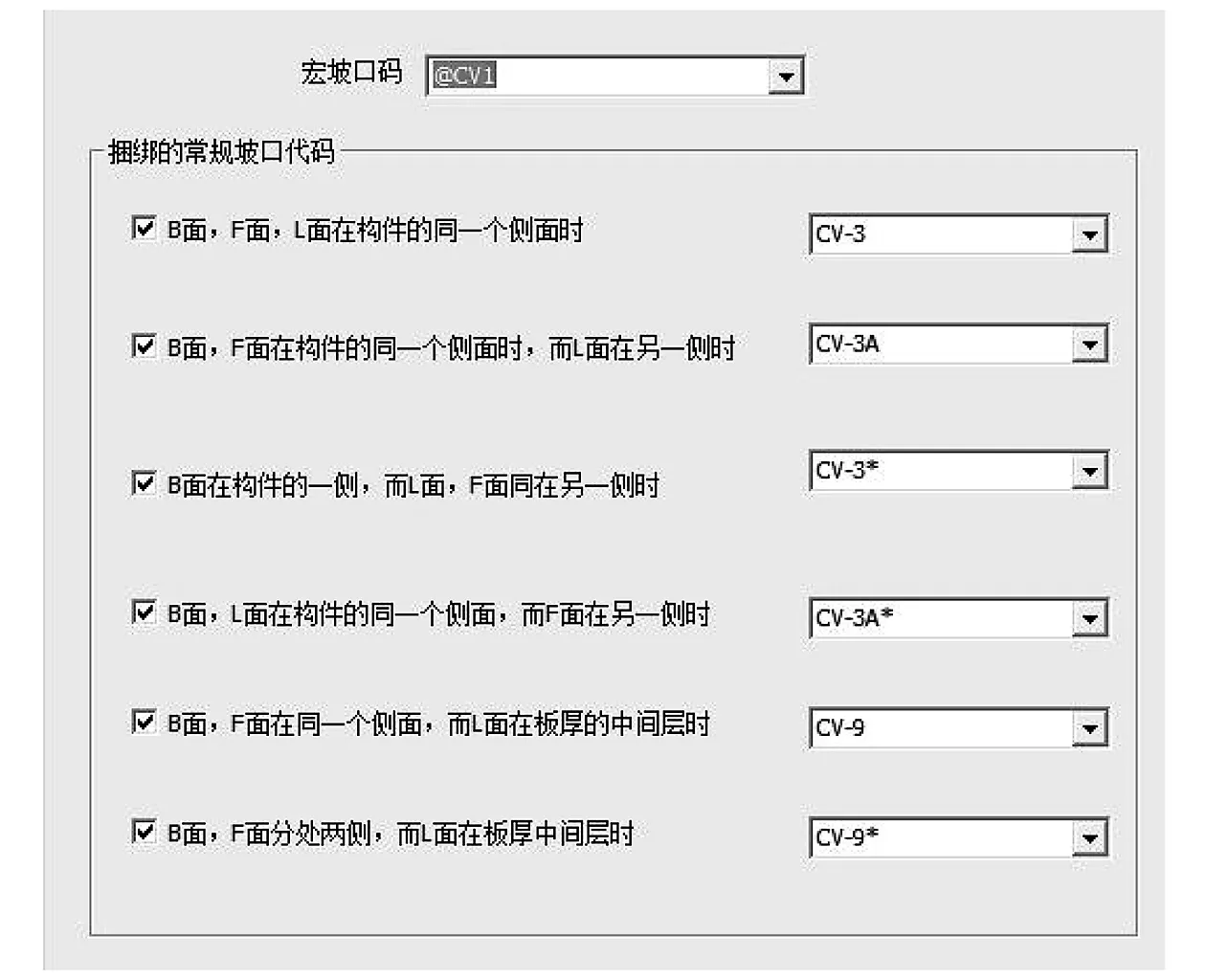
图3 宏坡口与普通坡口关联方式
分判断工作(坡口形状、板厚及板厚朝向、构架安装面)交由计算机来判断,提高焊接设计的自动化水平。以13 500 TEU船为例,实际测得单个船体分段坡口建模所需平均工时由8工时缩短至3~4工时,焊接设计工作效率比原工作模式提高50%以上,坡口建模准确率由85%提高至95%。
2 坡口建模数据的应用
2.1 生成焊缝模型数据表
图4为建模完成后抽取的全船焊缝模型数据表,包括焊接编码、焊接样式、焊缝长度等一系列相关数据。这些数据是后续计算抽取各种焊接相关报表数据的基础,其中模型名称、焊缝编码和焊缝长度可用于制作焊缝跟踪图。该图用以推进焊工操作实名制,记录每条焊缝焊接时所用焊接方法、焊接参数、焊工姓名及操作时间,对焊缝质量进行跟踪和反馈,加强焊工责任心,提高焊接质量。

图4 全船焊缝模型数据表
2.2 焊缝统计及精细化派工应用
通过焊接坡口建模,后续提取焊缝焊接方法、焊接板厚及焊接位置等数据就可得出焊接工作量。焊接工作量和所使用的焊接方法、焊接板厚、坡口形式及焊接位置有很大关系,比如二氧化碳气体保护焊的焊接效率比手工电弧焊高很多,仰焊难度大于普通的平焊,厚板需要多层焊、焊接工作量是薄板的好几倍。根据得出的焊接工作量进行焊接精细化派工,可取代传统粗放型管理,大幅减少人力成本的浪费。基于焊缝建模数据可生成其他焊接报表,如分段内及分段间焊缝长度统计表,T型材角接缝计算、焊材定额统计表等,如图5所示。
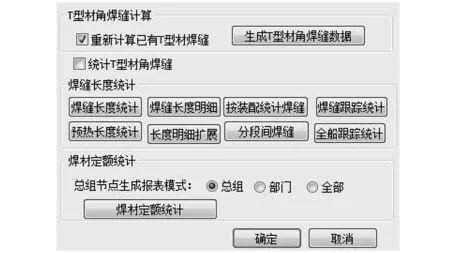
图5 焊接报表生成
焊接坡口建模后,可直接通过计算机提取坡口模型信息计算出每条焊缝的准确熔敷金属填充量,从而推算出理论焊材消耗量,为企业实现准确焊材定额提供精准数据。
现在工业的生产技术水平和经营管理水平的高低主要反映在企业生产过程中消耗材料的多少,所有的企业都必须制订先进合理的材料消耗定额。焊接材料消耗在造船成本中占据很大比例,精确进行每种焊材的定额统计对于减少焊材浪费、节约成本具有重要意义,而且材料定额的多少直接影响到材料储备定额和储备资金数量的多少,因此合理的耗材定额是制订正确的材料储备定额和储备资金定额的先决条件。
2.3 自动生成套料图版
在进行焊接坡口建模之前,船体结构套料中的坡口信息需要人工输入,效率低且容易出错。建模之后,坡口信息可以自动体现在套料卡上,实现套料卡的自动生成,如图6所示,可大幅提高设计效率,节约工时成本。

图6 套料图版
3 结 论
从船舶制造趋势来看,走精细化造船的道路势在必行,运用计算机信息化、智能化推动造船管理的精细化将有力促进我国船舶行业的跨越式发展。通过在自主研发的造船软件SPD中进行船体结构的焊接坡口建模,可有力推进焊接物料量管理和焊接精细化派工,为数字化车间的建立提供支撑,提高造船效率,节约成本,增强竞争力。
猜你喜欢
电焊机(2024年1期)2024-03-01 06:20:44
船海工程(2023年6期)2023-12-27 01:48:08
金属加工(冷加工)(2023年2期)2023-02-23 06:39:50
金属加工(热加工)(2022年5期)2022-06-21 04:22:38
中国金属通报(2022年1期)2022-06-02 02:09:56
节能与环保(2022年3期)2022-04-26 14:32:36
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
大型铸锻件(2015年4期)2016-01-12 06:35:27
金属加工(热加工)(2015年8期)2015-12-27 07:36:16
应用科技(2015年5期)2015-12-09 07:10:09