
车身零件预装变形有限元虚拟评估分析
2021-02-18 19:44程计栋邓继涛石文
计算机辅助工程 2021年4期
关键词:有限元
程计栋 邓继涛 石文






摘要: 在车身工艺同步工程阶段,通过有限元仿真方法对车身制造过程中预装零件的不同产品设计方案进行虚拟评估分析,根据分析结果指导零件设计优化。该仿真方法在生产实物阶段得到验证,可提前识别制造过程质量风险。与传统的通过经验评估判断零件预装变形的方法相比,在工艺同步工程中应用有限元仿真技术,为解决车身制造过程中的复杂工况变形问题提供理论分析方法和依据,可靠性高,并达到缩短制造周期、降低制造成本的目的。
关键词: 车身制造; 零件预装; 后端板; 同步工程; 有限元
中图分类号: U461;TB125文献标志码: B
Car body part pre-install deformation finite element
virtual assessment analysis
CHENG Jidong, DENG Jitao, SHI Wen
(Vehicle Manufacturing Department, SAIC-General Motors Co., Ltd., Shanghai 201201, China)
Abstract: Finite element virtual assessment did for car body part pre-install deformation based on different product design proposals during process simultaneous engineering. The method that validated during car body pre-build can instruct product design and identify manufacturing quality risk in advance. Compared with traditional method that identify part preinstall deformation by experience, finite element simulation method can provide theoretical evidence to solve complicated manufacturing deformation issue in body process simultaneous engineering, and the reliability is high. What’s more, it is helpful to shorten manufacturing time and reduce cost.
Key words: car body manufacturing; pre-install of parts; rear end panel; simultaneous engineering; finite element
收稿日期: 2021-11-09修回日期: 2021-11-23
作者简介: 程计栋(1981—),男,江苏徐州人,高级工程师,研究方向为车身前期数字化规划,(E-mail)Jidong_Cheng@saic-gm.com
通信作者:邓继涛(1991—),男,江西安义人,工程师,硕士,研究方向为车身制造工艺,(E-mail)Jitao_Deng@saic-gm.com0引言高速發展的汽车行业竞争非常激烈,各大车企在不断缩短产品研发周期、加快新车型导入的同时,也在不断通过技术创新寻求降低制造成本、提升制造质量的突破。同步工程指从新产品开发的最初阶段开始,就尽可能把设计与制造联系起来,要求整个产品开发过程实施同步、一体化设计,促使开发者始终考虑从概念形成到用后处置的整个产品生命周期内所有因素(包括工艺、质量、成本、进度和用户要求)的一种系统方法[1]。同步工程技术在汽车开发过程中已被广泛应用,如文献[2-5]分别介绍同步工程在冲压、车身、油漆、总装工艺开发中的应用。据统计,采用同步工程后,车企在开发新产品时设计变更数量可减少近50%,开发周期可缩短40%~60%,开发费用可降低30%~40%[6]。因此,同步工程技术的开发和应用,对于整车质量风险识别,降低制造成本具有重要意义。
1制造工况的有限元虚拟仿真有限元仿真技术已广泛应用在车身性能分析中,如对车身刚度、强度、碰撞等的分析[7-8],在冲压、油漆工艺同步工程中也有一定的应用,如钣金零件的成形性分析[9]、油漆电泳膜厚度分析[10]等。车身制造是个复杂过程,包含上料、抓料、预装、拼合、焊接、落位、运输、装夹等各种工艺,工艺过程中的零件变形预测和控制是车身制造质量保证的关键因素。车身性能的虚拟评估并不涉及制造工况,如车身模态、刚度和强度分析等,因此无法预测车身制造过程中零件变形造成的工艺失效等质量风险。传统的依靠经验的评估方法可靠性不高,往往在产品实物验证阶段才会发现问题,造成制造成本的增加。因此,车身制造迫切需要在产品开发早期,将虚拟仿真技术从产品性能虚拟评估拓展到制造过程评估,对复杂工况下零件变形、应力状态等进行准确的分析和辨识,从而对产品设计进行早期优化和指导,避免制造质量问题遗留到试生产或量产造车阶段,以便提升整车制造质量、缩短产品开发周期、节约制造资源、降低开发和制造成本。随着计算机的发展,有限元仿真技术在工艺同步工程中发挥越来越重要的作用:陈丹丹等[11]从总体角度介绍有限元仿真技术在车身工艺同步工程中的各种应用案例;赵伟鹏等[12]在工艺同步工程中采用有限元方法对汽车副仪表板进行模流分析,指导产品拔模设计,避免后期设计变更引起质量、成本等问题。目前,采用有限元方法对车身焊装制造过程中钣金的变形进行分析预测,并根据分析结果指导产品设计或工艺开发的研究仍然较少。本文通过在车身工艺同步工程中应用有限元虚拟仿真技术,采用LS-DYNA有限元仿真软件对车身制造过程中的零件预装进行动态虚拟仿真分析,阐述车身零件预装的具体分析方法和流程,为指导产品设计、降低制造成本和风险、提高制造质量提供理论依据。
2零件预装车身制造是按照一定的装配顺序和尺寸定位要求,把单个冲压零件通过电阻焊、弧焊、激光焊、螺栓、冲铆、折边、胶接等连接方式拼成一个完整的车体结构的过程。零件预装是车身制造过程常见的工艺形式,将车身零件或总成进行预装,然后在后道工艺进行焊接,不仅提高工艺规划的可操作性和机动性,也适应现阶段车身制造高节拍、多车型混线生产的需求。常见的车身预装零件,如侧围总成、车顶横梁、后端板等见图1。
为适应高节拍的生产需求,目前车身车间普遍采用高速滚床进行零件或总成的机运传输,零件在传输过程中会经历加速、减速甚至急停等工况,因此预装零件在运输过程中存在变形、装配失效甚至掉落的风险。尤其是后端板总成,其装配方向与运输方向一致,在运输过程中承受较大的加速启动、减速急停过程,具有较高的运输风险。如图2所示,在产品验证的试生产阶段,某车型后端板预装后在运输急停时掉落,不仅影响产品验证周期,而且会增加产品后期更改时的修模、物料、调试等制造成本。因此,在产品开发早期阶段,通过有限元虚拟仿真方法评估制造风险工况,并根据分析结果指导产品结构优化,对提升产品制造的可靠性、降低制造成本具有重要意义。
后端板通过搭扣进行预装(见图3),为评估零件预装是否满足车身制造要求,在车身前期工艺同步工程评估过程中,通过有限元仿真方法对零件預装的有效性进行评估,可以指导产品设计,避免前期设计问题遗留到制造阶段,节约潜在的产品更改引起修模、调试等费用,缩短制造周期。
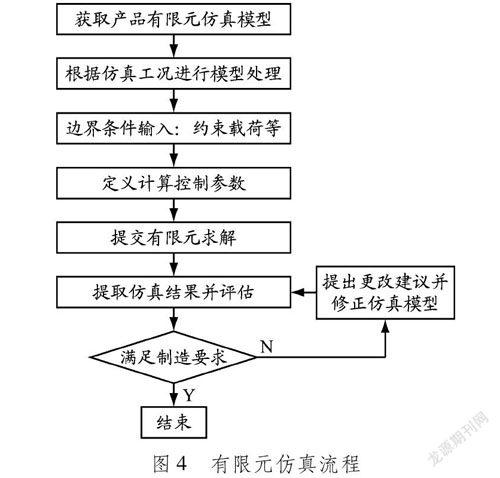
3预装仿真流程零件预装有限元仿真需要分析零件在传输过程中加速、急停等动态工况下的运动,因此可采用适合非线性动态的有限仿真软件LS-DYNA进行分析求解,零件预装有限元仿真流程见图4。
在车身工艺同步工程中,获取产品性能分析的有限元网格模型并用于零件预装仿真分析,既可以提高工作效率,又是产品与工艺协同的过程。获取产品有限元模型后,由于零件存在设计和制造2种状态,需要在有限元前处理软件HyperMesh中根据制造仿真工况进行模型处理,如后端板搭扣在设计状态并未扣上后端板,但在制造状态下已扣上搭扣,因此需要根据制造状态对模型进行修改,将需要评估的后端板搭扣扣上。在完成制造工况模型处理后,需对模型进行边界条件的输入,包括零件传输过程中底板运输孔的约束,设置运输过程的速度曲线或瞬时加速度等,以及模型的自接触和车身搭扣与后端板的接触等。在定义完接触等相关的计算控制参数后,提交软件进行求解计算。提取求解及处理完毕的结果,可以查看零件运输过程的变形量及应力、应变状态,同时可结合变形动画等评估预装零件在运输过程中是否存在掉落风险,从而确认产品设计是否满足制造过程的要求。如果设计不满足要求,可以根据仿真结果提出产品改进意见、指导产品更改,并对更改后的产品进行校核,直至满足制造要求。对于简单的产品更改(如搭扣尺寸更改),也可通过网格的编辑直接对有限元模型进行修改,从而快速完成新设计的校核,避免产品更改后再次进行有限元建模,以便缩短评估周期、提高工作效率。
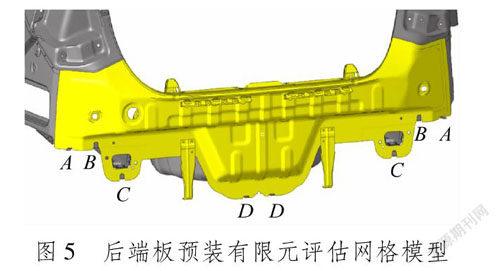
4仿真模型及方案后端板预装仿真采用CAE方法分析后端板搭扣设计是否满足车身运输过程的要求,由于在该制造工况下零件的变形主要发生在后端板及搭扣,因此使用车身后部截断模型进行仿真分析。后部截断模型可在保证该工况计算精度的前提下,大大提高计算效率、节约计算资源。通过有限元软件HyperMesh进行前处理:采用平均大小为5 mm的网格尺寸,对关注的搭扣处网格细化至平均大小为2 mm,圆角处网格细化至平均大小为1 mm。模型总体单元数量为77 028个,其中三角形单元2 776个,占网格总数的3.6%。网格质量采用如下标准:长宽比小于5,雅可比系数大于0.7,三角形单元角度范围30°~120°,四边形单元角度范围45°~135°,最终建立的有限元仿真网格模型见图5。
前处理过程还包括零件厚度、焊点连接、材料模型、载荷设置等过程等。根据零件的厚度,采用section_shell关键字赋予零件板厚属性;根据钣金零件的材料特性,采用弹塑性材料模型赋予零件材料信息,包含弹性模量、泊松比、材料密度、屈服极限以及塑性阶段材料的应力-应变曲线;采用实体单元建立焊点模型,并通过contact_spoweld关键字建立焊点与钣金的接触,通过load_body关键字模拟重力惯性载荷和机运急停惯性载荷。同时,后端板与车身之间设置面-面接触,模拟预装过程零件载荷的传递。
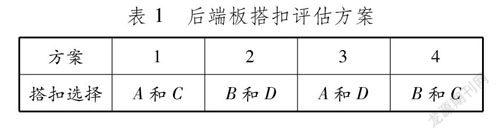
后端板搭扣越多,后端板预装越可靠,但搭扣的增加也增加产品的成本及生产操作的时间。为平衡产品制造、成本和预装的可靠性,需要合理地选择搭扣的数量、位置、尺寸等。根据前期产品和工艺的协同,最终确定后端板单侧4个搭扣作为选择方案(见图5中的A、B、C和D),单侧选择2个搭扣作为最终方案。根据搭扣分布,上部和下部各选择1个搭扣,最终选择表1中的4种方案进行后端板搭扣评估。在有限元模型设置过程中,选择的2个搭扣应扣上后端板,另2个搭扣应处于放开状态,图5即为方案4所示模型,即搭扣B和C扣上后端板,搭扣A和D放开。在有限元模型计算设置时,扣紧的搭扣与后端板需要设置接触及相关的接触控制参数。
5仿真结果及分析根据上述方案,对后端板预装有限元模型分别进行处理,并根据该产品制造工厂的运输条件进行边界条件的输入,最后输入LS-DYNA软件进行仿真计算,得出仿真结果。在HyperView中打开d3plot文件,可提取出仿真结果,如零件的应力云图、变形云图等。本文以方案1为例,对其仿真结果进行分析。方案1的应力云图见图6,可知搭扣A处零件的最大应力已达到464.7 MPa,已超出材料的屈服极限340 MPa。方案1的变形云图见图7,可知后端的最大变形量达到67.56 mm,且搭扣已与后端板脱离。因此,根据零件的应力及变形状态可知,后端板在搭扣预装运输时已掉落,不满足制造要求。后端板搭扣各方案仿真结果见表2,可知:方案2和方案4满足要要求,方案1和方案3不满足要求。因此,为满足制造要求必须选择具有搭扣B的方案,搭扣C和D可二选一,不能选择有搭扣A的方案。
上部搭扣B对后端板的预装效果更明显,搭扣A虽然也在上部,但其处于斜面位置,与车身运输方向存在角度,故对于后端板的固定作用并不明显,这在后续的生产实物验证中也得到验证,见图8。
综合上述分析,通过对后端板预装的有限元仿真,可指导搭扣位置和数量的设计。同时,该方法可通过改变搭扣的尺寸,评估不同尺寸状态下的搭扣是否满足预装要求,实现指导搭扣尺寸设计的目的。
6结束语阐述车身零件预装变形的有限元仿真方法和流程,在车身工艺同步工程阶段应用有限元仿真技术,对后端板预装搭扣进行虚拟评估,指导搭扣数量和布置设计,也可以指导搭扣尺寸的优化。通过在车身工艺同步工程阶段对车身制造工况进行有限元虚拟评估,可以在产品开发早期发现和解决车身制造问题,提前识别制造质量风险,对于指导车身零件设计,缩短車身制造周期,降低车身制造成本具有重要意义。参考文献:
[1]党红霞. 焊装SE分析在同步工程中的应用[J]. 焊接技术, 2011, 40(4): 24-28. DOI: 10.13846/j.cnki.cn12-1070/tg.2011.04.004.
[2]罗仁平, 王燕, 赵金龙. 冲压同步工程在汽车产品设计开发中的应用[J]. 汽车技术, 2014(7): 5-7.
[3]黄智. 汽车白车身制造工艺同步工程浅析[J]. 汽车工艺与材料, 2018(9): 49-54. DOI: 10.19710/J.cnki.1003-8817.20180139.
[4]李欣, 邬波, 易炜. 汽车涂装同步工程概述[J]. 电镀与涂饰, 2019, 38(15): 812-816. DOI: 10.19289/j.1004-227x.2019.15.010.
[5]李成瑶. 同步工程之总装工艺应用[J]. 工业技术, 2018(4): 75-76. DOI: 10.13612/j.cnki.cntp.2018.04.044.
[6]李黎. 同步工程在长安汽车开发中的运用[J]. 高科技与产业化, 2006(S2): 68-69.
[7]郭毅, 刘子建, 秦欢. 基于碰撞性能的车身刚度链设计方法[J]. 汽车工程, 2018, 40(12):1426-1434. DOI: 10.19562/j.chinasae.qcgc.2018.012.008.
[8]张立强. 基于正碰CAE分析的车身纵梁结构优化设计[J]. 计算机辅助工程, 2018, 27(3): 69-72. DOI: 10.13340/j.cae.2018.03.015.
[9]赵鸿鹄, 卢桥, 刘春雨, 等. 冲压同步工程在某重型车项目的应用[J]. 锻压装备与制造技术, 2019, 54(4): 77-82. DOI: 10.16316/j.issn.1672-0121.2019.04.018.
[10]吕金涛, 陈梦男, 李文碰, 等. 皮卡新车型涂装同步工程(SE)分析方法研究[J]. 电镀与涂饰, 2019, 38(12): 599-604. DOI: 10.19289/j.1004-227x.2019.12.007.
[11]陈丹丹, 邓继涛, 陈锡荣, 等. 有限元仿真技术在车身工艺同步工程中的应用[J]. 制造业自动化, 2017, 39(8): 69-73.
[12]赵伟鹏, 朱凯庆, 赵宇驰. 同步工程在自主汽车开发阶段的应用[J]. 汽车实用技术, 2015(11): 144-146. DOI: 10.16638/j.cnki.1671-7988.2015.11.050.(编辑陈锋杰)
猜你喜欢
高教学刊(2022年13期)2022-05-24
中国应急管理科学(2022年2期)2022-05-23
科学家(2022年5期)2022-05-13
课程教育研究(2021年10期)2021-04-13
智富时代(2019年7期)2019-08-16
智富时代(2019年7期)2019-08-16
哈尔滨理工大学学报(2017年6期)2018-01-09
大陆桥视野·下(2017年8期)2017-09-19
农机使用与维修(2016年10期)2016-11-10
国外科技新书评介(2016年9期)2016-05-14
