偶联剂和润滑剂对稻壳粉/聚乙烯复合材料性能的影响
2021-02-10 05:59赵媛媛葛铁军刘晓洋
沈阳化工大学学报 2021年4期
赵媛媛,葛铁军,刘晓洋
(1.沈阳化工大学 塑料工程研究中心, 辽宁 沈阳 110142;2.辽宁省高分子工程技术研究中心, 辽宁 沈阳 110142)
在白色污染问题日益严重的今天,人们对日常生活中常见的塑料制品也有了更高的要求[1-3].因全降解材料价格高昂,而生物质基复合材料以其价格低廉、环保性良好、原料易得等优点得到越来越多的关注[4-8].采用废弃物稻壳粉作为原料,通过共混方法制备的聚合物基/稻壳粉复合材料[9-10]受到了国内外许多学者的重视[11-13].但是,因为工艺或经济效益不显著等问题,大量利用稻壳粉的途径并不多.聚乙烯是常见的用于商品化生产的塑料,具有加工工艺简单、价格低廉的优点,但因为其后续的处理问题,受到越来越多的制约.将聚乙烯与稻壳粉混合,不仅为稻壳粉的应用提供了新的途径,而且得到的复合材料具有可降解性能.稻壳粉和聚乙烯在性质上有很大差异.这是因为稻壳粉含有亲水性基团,聚乙烯具有疏水性,二者极性差别很大,所以,单纯的稻壳粉和聚乙烯相容性很差[14-15].此外,因为稻壳粉颗粒的加入使得聚乙烯在熔融流动时受到的剪切阻力增大,加工流动性下降.所以,为了解决稻壳粉在熔融的聚乙烯中分散性和流动性差等问题,可以加入偶联剂、润滑剂来对复合材料进行改性.稻壳粉和聚乙烯之间的相容性直接导致了复合材料性能的优劣,在稻壳粉和聚乙烯中加入偶联剂可以有效改善两相间的界面相容性[16-22].这是因为偶联剂分子链一端为亲水性基团,可与稻壳粉相互吸引,分子链另一端为疏水性基团,可与聚乙烯结合,在制备材料过程中起到了桥梁的作用,提高了材料的力学性能.而润滑剂可以对稻壳粉进行表面包覆,降低稻壳粉表面极性,使稻壳粉和树脂之间的排斥作用减弱,进而改善了稻壳粉在聚乙烯中的分散性,从而影响了材料的性能.本文研究不同偶联剂和不同润滑剂分别对聚乙烯/稻壳粉复合材料性能的影响,讨论偶联剂和润滑剂对聚乙烯/稻壳粉复合材料的力学性能、疏水性和加工流动性的影响.
1 实 验
1.1 原料、试剂与仪器
稻壳粉600~800目,自制;液体石蜡AR,辽宁泉瑞试剂有限公司;线性低密度聚乙烯(LLDPE),218WJ 沙特sabic;γ-氨丙基三乙氧基硅烷(KH550)、γ-甲基丙烯酰氧基丙基三甲氧基硅烷(KH570)、N-(β-氨乙基)-γ-氨丙基三甲氧基硅烷(KH792)、钛酸酯偶联剂(NDZ-201)、铝酸酯偶联剂(DL-411)、乙撑双硬脂酸酰胺(EBS)、硬脂酸、马来酸酐接枝聚乙烯蜡(HY-3302,接枝率 2%),均为市售分析纯.R500ZD/LH1000型混合机组,阜新机械制造有限公司;SHJ-75型同向平行双螺杆挤出机,南京鸿加源机械科技有限公司;AJ-I扫描电子显微镜(SEM),上海精密有限公司;SF系列电子天平,上海乾峰电子仪器有限公司;NG-120A注塑机,无锡格兰机械有限公司;SZ-GY660AJGL冠亚水分测定仪,深圳冠亚水分仪科技有限公司;KQN-03粉碎机,山东潍坊科磊机械有限公司;GT-7045-MD冲击试验机、HY-3308/3302万能试验机,高铁检测仪器有限公司;XSS-300转矩流变仪,上海科创橡塑机械设备有限公司.
1.2 样品制备
对稻壳粉纤维进行除杂,去除杂物和霉变部分,将得到的稻壳粉进行粉碎过筛,放入80 ℃烘箱中干燥4 h.在70 ℃条件下,将100份的稻壳粉和2份偶联剂或5份润滑剂加入到高混机中,混合搅拌3 min,再加入与稻壳粉等量的聚乙烯,继续混合1 min.将混合后产物通过双螺杆挤出机(1区温度为135 ℃,2至6区温度为140 ℃,7区温度为135 ℃,8区温度为130 ℃,9区温度为120 ℃)挤出造粒,得到粒状产物.将所得粒料通过注塑机加工,得到样品.对样品进行测试表征.
1.3 测试与表征
1.3.1 接触角测量
采用接触角测量仪对用偶联剂或润滑剂处理前后的稻壳粉的接触角进行测量.
1.3.2 力学性能测试
抗拉强度参照GB/T 1040.1—2006《塑料拉伸性能实验方法》测定PE/稻壳粉复合材料的抗拉强度和断裂伸长率,加载速度为20 mm/min,试样长150 mm,宽20 mm,厚4 mm.弯曲强度参照GB/T 9341—2008《塑料弯曲性能实验方法》测定PE/稻壳粉复合材料的弯曲强度和弯曲模量,加载速度为2 mm/min,试样长80 mm,宽10 mm,厚4 mm.冲击强度参照GB/T 1843—2008《塑料冲击韧性试验标准》测定PE/稻壳粉复合材料的冲击强度,试样长80 mm,宽10 mm,厚4 mm.所有测试结果取5次平均值.
1.3.3 微观结构分析
对样品表面进行喷金,采用扫描电子显微镜观察复合材料的微观结构.
1.3.4 加工流动性能测试
采用转矩流变仪测定复合材料的加工流动性能,温度150 ℃,转子转速30 r/min,加料量20 g.
2 结果和讨论
2.1 偶联剂和润滑剂对稻壳粉表面接触角的影响
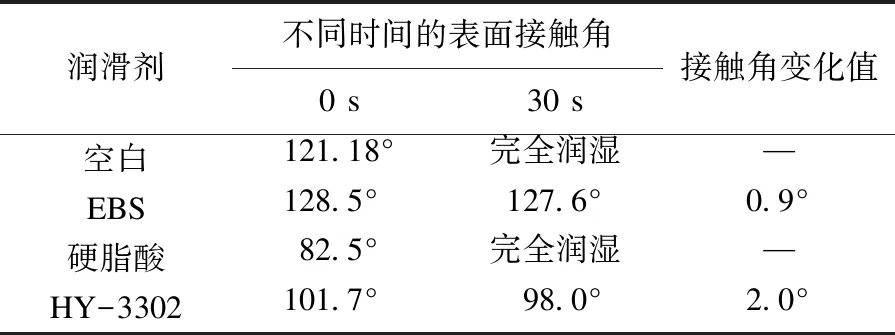
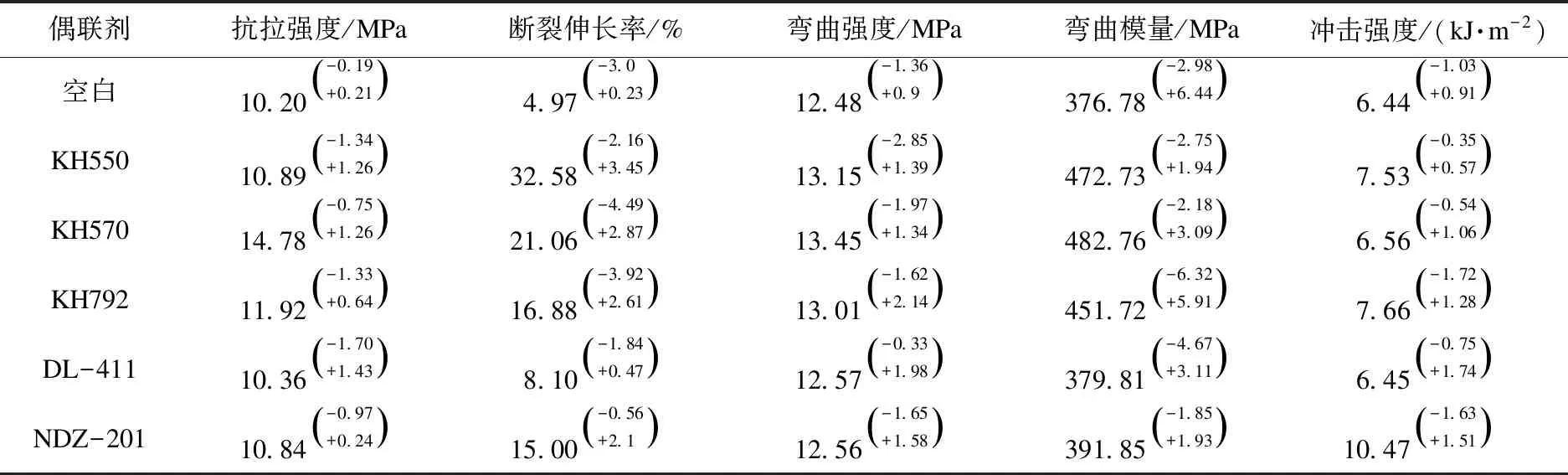
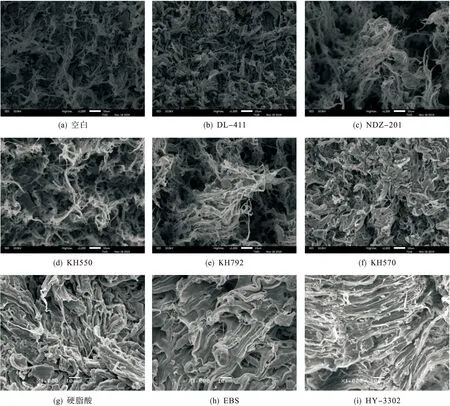
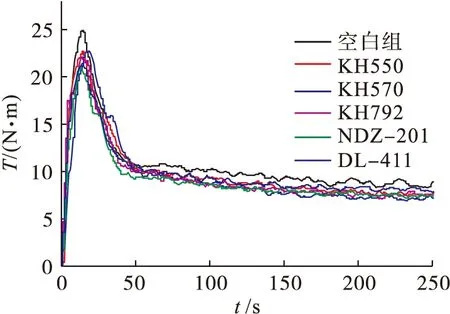
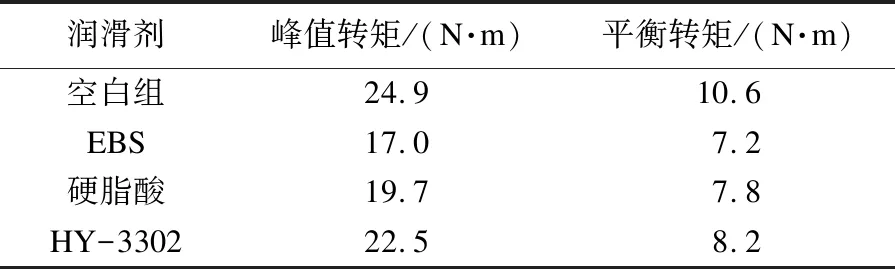
因稻壳粉表面具有亲水性的羟基使其极性较大,所以,与非极性的聚乙烯复合时相容性较差,影响了复合材料的性能.使用偶联剂可以改变稻壳粉表面极性,提高与聚乙烯之间的相容性,改善复合材料的性能.如表1所示,未经过偶联剂处理的稻壳粉和经过钛酸酯处理的稻壳粉吸水速度过快,无法计算接触角变化值.这是因为钛酸酯在稻壳粉表面形成的包覆膜中仍然带有部分强亲水基团羟基,且所具有的焦磷酸酯基可分解成磷酸酯基与水结合,所以,经钛酸酯处理的稻壳粉吸水性最强.酰氧基与水分子之间具有强烈的范德华力,经KH570与铝酸酯处理后的稻壳粉吸水性高于KH550和KH792,而这两种偶联剂的表面官能团皆为氨基,经这两种偶联剂处理后的稻壳粉接触角变化值相近,对稻壳粉的极性影响相近.亲水性越小说明稻壳粉表面极性越小,与聚乙烯之间的相容性越好.从表1中可以看出,不同偶联剂处理后的稻壳粉表面极性大小顺序为:KH792 表1 添加不同偶联剂的稻壳粉表面接触角Table 1 Surface contact angle of rice husk powder with different coupling agents 从表1和表2对比可以看出:润滑剂比偶联剂对稻壳粉表面极性影响大,其中乙撑双硬脂酸酰胺的效果最好,接触角变化值仅为0.9°.但复合材料的整体性能不仅要考虑偶联剂与润滑剂处理后稻壳粉的影响,而且还要考虑稻壳粉与聚乙烯之间的作用. 表2 添加不同润滑剂的稻壳粉表面接触角Table 2 Surface contact angle of rice husk powder added with different lubricants 从表3中可以看出:未添加偶联剂的复合材料力学性能明显低于添加偶联剂的复合材料.其中加入偶联剂KH570制备的复合材料综合力学性能最佳,抗拉强度提高45%,断裂伸长率提高323.7%,弯曲强度提高8%,弯曲模量提高28%.这是因为KH570中的甲基丙烯酰氧基基团与聚乙烯形成缠结结构,并且甲氧基迅速水解产生的羟基同稻壳粉上的羟基发生了化学反应,使得聚乙烯和稻壳粉更好地相容,对界面相容性的改善作用优于其余4种偶联剂.在冲击强度测试中,加入钛酸酯偶联剂的复合材料冲击强度提升最大,提高了62.5%.这是因为钛酸酯中含有长碳链,具有增柔和应力转移的功能,从而提高了复合材料的冲击性能. 从表4可以看出:加入润滑剂没有加入偶联剂对复合材料的力学性能影响大,仅添加HY-3302时,复合材料的抗拉强度提高了1%,弯曲强度提高了5%;添加乙撑双硬脂酸酰胺的断裂伸长率提高了279%,冲击强度提高了54%.这是因为HY-3302的酸酐基团对稻壳粉表面的羟基具有一定的吸引力,且链段一端可以与聚乙烯缠绕,提高了复合材料之间的界面结合力,从而提高了材料的拉伸和弯曲性能;而乙撑双硬脂酸酰胺具有优异的润滑性,提高了材料的分散程度,使受力更均匀,减弱了应力集中现象,从而增加了复合材料的柔韧性. 经表3和表4对比可以看出:在提高复合材料的力学性能方面,偶联剂的作用较好.这是因为偶联剂在稻壳粉和聚乙烯之间具有更好的桥梁作用,使稻壳粉和聚乙烯成为一个有机结合的整体,复合材料可以更好地进行应力传递,从而提高复合材料的力学性能. 表3 添加不同偶联剂的复合材料的力学性能Table 3 Mechanical properties of composites with different coupling agents 表4 添加不同润滑剂的复合材料的力学性能Table 4 Mechanical properties of composite materials with different lubricants 图1为聚乙烯/稻壳粉复合材料的拉伸断裂扫描电镜图,其中块状为稻壳粉团聚现象,丝带状为聚乙烯. 图1 PE/稻壳粉复合材料扫描电镜图Fig.1 SEM images of PE/rice husk powder composite material 未加偶联剂的复合材料如图1(a),稻壳粉大量团聚,粉体与聚乙烯之间界面十分明显.加入铝酸酯偶联剂后断裂表面如图1(b)所示,稻壳粉团聚体变小,分散性有所改善,但两相分离明显.图1(c)为加入钛酸酯偶联剂的复合材料,虽然团聚现象依然存在,但稻壳粉与聚乙烯之间排列密实,界面间隙较弱.图1(d)、(e)、(f)所用的偶联剂分别为KH550、KH792、KH570,团聚现象明显减少,界面之间越来越模糊,稻壳粉与聚乙烯相容性明显提高,形成了均匀有机整体.证明偶联剂的加入改善了稻壳在聚乙烯中的分散性,提高了二者的相容性,从而提高了材料的拉伸性能.其中加入偶联剂KH570的效果最为显著,与上节的力学性能分析相符合. 图1中(g)、(h)、(i)分别为乙撑双硬脂酸酰胺、硬脂酸和HY-3302三种润滑剂处理过的复合材料电镜图.其中加入硬脂酸的复合材料仍存在稻壳粉的团聚体,对复合材料的力学性能没有明显改善.而经乙撑双硬脂酸酰胺处理的复合材料虽然对稻壳粉的分散性有所改善,但两相间存在明显的界面,这使得材料的冲击性能提高,但拉伸和弯曲性能并没有提高.加入了HY-3302润滑剂的复合材料,稻壳粉分散相对较好,使得材料间界面结合更加紧密,从而提升了材料的拉伸与弯曲性能. 从图2和表5中可以看出:加入偶联剂的复合材料,峰值转矩和平衡转矩均有所下降.平衡转矩反映了材料表观黏度的大小,即材料的流动性.偶联剂一端可以与稻壳粉表面羟基反应,另一端与聚乙烯相互作用,在二者之间架起桥梁,提高了稻壳粉和聚乙烯之间的相容性,使稻壳粉分散的更加均匀,提高了材料整体的流动性.其中钛酸酯偶联剂和铝酸酯偶联剂还具有一定的润滑作用,减少了材料与设备之间的摩擦,使峰值转矩降低较大. 图2 添加不同偶联剂的复合材料的流变性能Fig.2 Rheological properties of composites with different coupling agents 表5 添加不同偶联剂的复合材料的流变特征参数Table 5 Rheological characteristic parameters of composite materials with different coupling agents 从表6中可以看出:添加乙撑双硬脂酸酰胺和硬脂酸的材料转矩下降,这是因为乙撑双硬脂酸酰胺和硬脂酸的润滑性使稻壳粉在复合材料中均匀分散,提高了材料的加工性能;添加乙撑双硬脂酸酰胺平衡转矩最小,说明其表面流动性最好;添加HY-3302虽然提高了两界面间的结合力,但稻壳粉仍存在团聚现象,使分子链的链段难以移动,加工性能较差. 表6 添加不同润滑剂的复合材料的流变特征参数Table 6 Rheological characteristics of composites with different lubricants 图3为添加不同润滑剂的复合材料的流变性能. 图3 添加不同润滑剂的复合材料的流变性能Fig.3 Rheological properties of composites with different lubricants 对比图2和图3可以明显看出:加入偶联剂没有加入润滑剂对复合材料的加工性影响大.这可能是由于偶联剂的加入虽然改善了两相间的相容性,但分子链的缠结也有所增加;而润滑剂不仅能更好地提高稻壳粉在聚乙烯中的分散性,还可以减少材料与设备之间的摩擦力,所以流动性更好.其中添加乙撑双硬脂酸酰胺的复合材料流动性最好. 在提高稻壳粉疏水性方面,润滑剂的效果优于偶联剂,其中经乙撑双硬脂酸酰胺处理的稻壳粉,疏水性最优;在提高复合材料力学性能方面,偶联剂的效果优于润滑剂,综合分析,添加偶联剂KH570的效果最好,而钛酸酯偶联剂在改善冲击性能方面效果最好; 在改善复合材料加工性能方面,润滑剂作用更大,其中添加乙撑双硬脂酸酰胺的复合材料的加工流变性最好.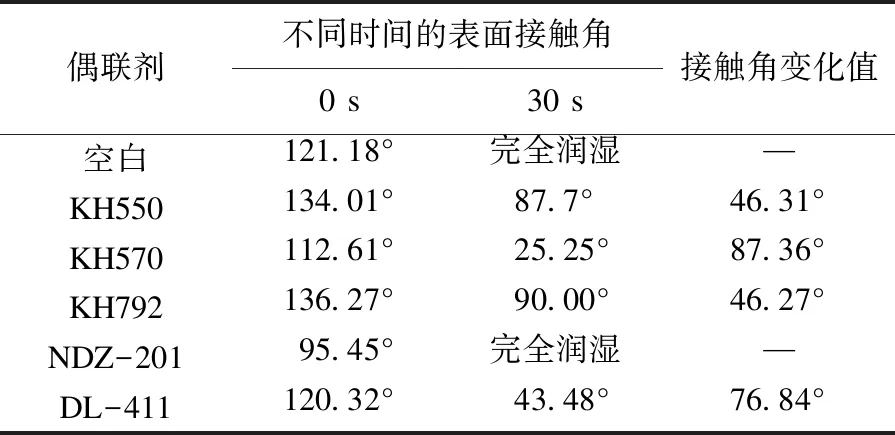
2.2 偶联剂和润滑剂对复合材料力学性能的影响

2.3 扫描电镜分析
2.4 偶联剂和润滑剂对复合材料加工性能的影响


3 结 论
猜你喜欢
分子催化(2022年1期)2022-11-02
应用化工(2022年8期)2022-10-03
农产品质量与安全(2022年4期)2022-08-24
储能科学与技术(2022年5期)2022-05-10
医学概论(2022年4期)2022-04-24
能源工程(2021年6期)2022-01-06
智慧少年·故事叮当(2018年8期)2018-05-14
佛山陶瓷(2017年7期)2017-09-06
学苑创造·A版(2016年6期)2016-06-20
中国中药杂志(2016年6期)2016-05-11