基于LAM全域分析技术探究GH4698热加工过程组织演化
2021-02-08 11:13:54
精密成形工程 2021年1期
(1.燕山大学 机械工程学院,河北 秦皇岛 066004;2.钢铁研究总院高温材料研究所,北京 100081;3.中国第二重型机械集团公司万航模锻有限公司,四川 德阳 618000)
镍基高温合金具有机械强度高、抗高温蠕变和抗疲劳裂纹扩展等优点,用于制造燃气轮机、涡轮盘等零部件[1]。随着航空发动机的发展,对材料性能的要求不断提高,尤其是对旋转部件的使用要求也越来越高[2],所以必须严格控制涡轮盘的显微组织,包括晶粒尺寸和晶界特征等,以期达到特定使用条件下的优良性能[3]。镍基变形高温合金热处理后最终显微组织与前序热加工工艺密切相关[4],这就要求在考虑产品成形、组织调控时,需要对热变形-热处理全工序进行综合定量分析。
变形及固溶处理后[5],将坯料的温度场、变形场、残余应变场等多个不均匀物理场叠加后,组织往往表现出较大的差异[6],如晶粒尺寸[7]、再结晶百分数[8]及晶界特征[9]等。传统的显微表征方法很难将整体情况完整呈现,尤其是包含大量晶体学信息的EBSD全域表征。某些典型显微特征,如整个截面分布的晶粒尺寸、特殊晶界[10]等,经常会由于选区的因素而造成甄别误差,成为使用过程的重大隐患。
文中通过对GH4698进行等温压缩和固溶处理试验,利用EBSD大面积拼接(LAM)全域表征技术,对热变形和固溶处理的试样分别进行表征分析,对比研究变形和固溶处理后的晶粒尺寸及晶界特征分布,探讨变形及固溶处理后显微组织演化和应变量之间的定量关系。
1 试验方法
试验所用GH4698合金化学成分为(质量分数):14.67%的Cr,1.68%的Nb,1.65%的Mo,1.9%的Al,2.64%的Ti,0.11%的C,余量为Ni。热变形试验在Thermecmastor-z热模拟试验机上进行,试样尺寸为Ф8 mm×12 mm,变形温度为1100 ℃,压下速度为0.12 mm/s,压下量为40%。具体试验步骤为:以10 ℃/s的加热速度升温至1100 ℃,保温60 s;保温结束后,按设定的压下速度、压下量进行压缩;变形完成后以25 ℃/s的速度空冷。
压缩后的试样沿过轴线的截面切割成两部分,其中一部分用于热变形后显微组织观察,另一部分用于固溶处理(1120 ℃×8 h)后显微组织观察,过轴线的截面为观察面。观察表面经过研磨、抛光后,利用配有Oxford Symmetry的EBSD探测器的扫描电镜Zeiss Sigma 300进行测试,并采用其LAM功能完成整个截面显微组织的表征,EBSD数据在 Oxford HKL Channel 5软件上处理。
利用Deform软件对试样压缩过程进行模拟,将圆柱形试样设置为变形体,使用四面体网格,网格数量为26 744。上下模具简化为长方形刚体。考虑上下模具、试样和环境的热交换,其中模具初始温度为500 ℃,环境温度设置为25 ℃。其他模拟参数分别为:热传导系数为 13 N/(s·mm·℃),比热容为738 J/(kg·K),泊松比为0.3,弹性模量为166 MPa,试样与模具间的摩擦因数为0.3。
2 结果与讨论
2.1 热变形后的显微组织
图1为利用LAM表征技术获得的GH4698试样热压缩后过轴线截面IPF图及有限元模拟应变分布云图。由图1a可见,热压缩后试样观察截面不同区域的晶粒尺寸分布非常不均匀。靠近上下端面位置的晶粒尺寸较大,粗大晶粒出现在此区域概率较高;“鼓肚”区晶粒尺寸分布极不均匀;靠近中心区域主要由尺寸较细小的晶粒组成。经统计,整个观察面最大晶粒尺寸为1230 μm,平均晶粒尺寸为29 μm。
热压缩后沿轴线截面的应变分布云图如图1b所示。可见,应变分布呈现梯度及对称的分布特征,中心区域显示为高应变区,最大应变值可达1.330,由中心向上下端面及鼓肚区扩展,应变梯度逐渐降低。沿中心轴线选取8个等距点进行定量分析(图1b中标记的P1—P8),其对应各点等效应变分别为0.016,0.043,0.077,0.165,0.363,0.571,0.966,1.253。
对比分析图1a和1b可见,靠近上下端面区域由于应变量较小(见图1b),晶粒基本保持原始状态的等轴晶。“鼓肚”区域应变量较上下端面区域有所增大,其显微组织由部分再结晶晶粒和大量变形晶粒组成。中心区域应变量最大,变形晶粒的数量明显减少,细小再结晶晶粒的数量增多。
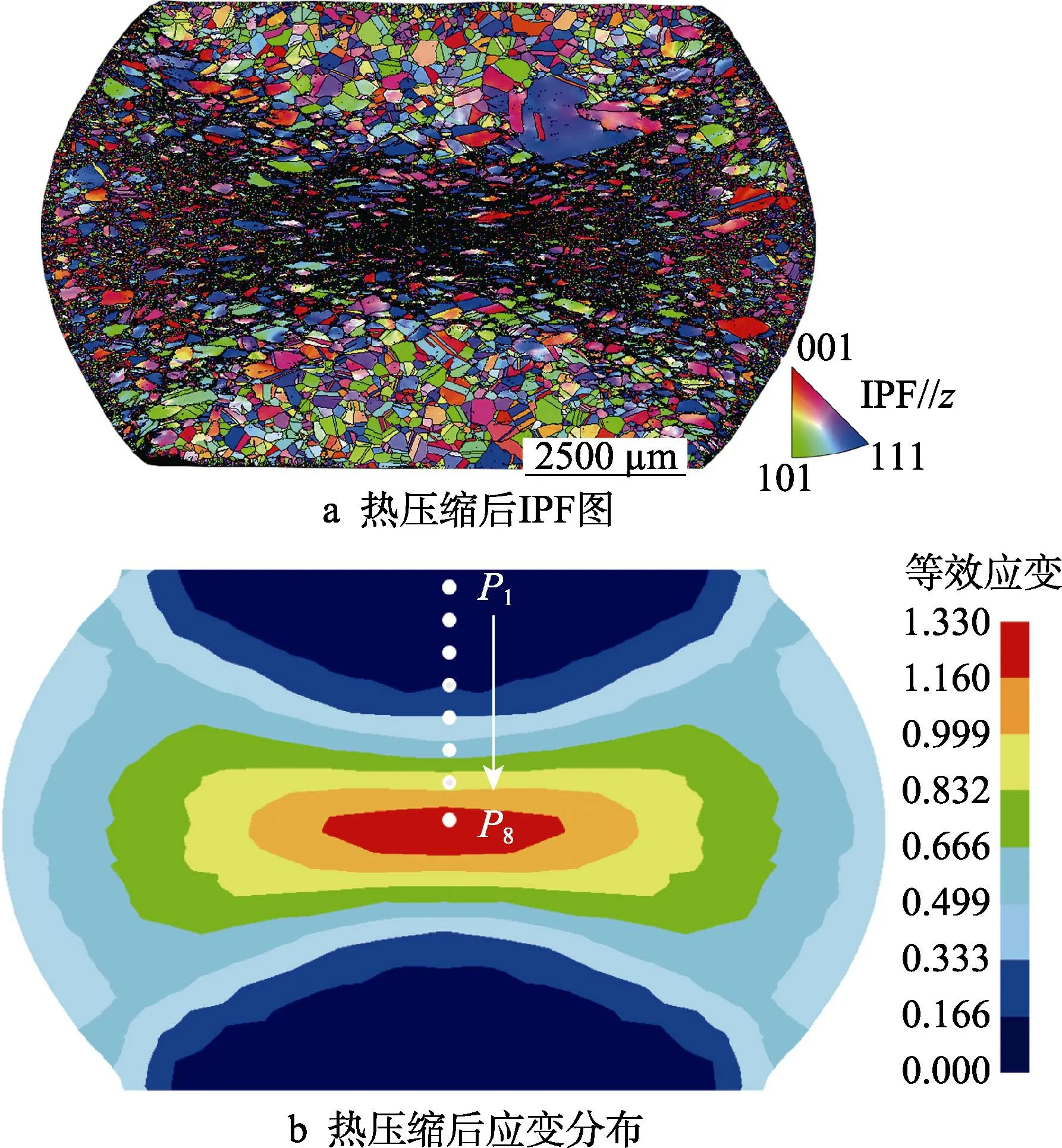
图1 热压缩后过轴线截面IPF图及应变分布云图Fig.1 IPF map and strain contour of the cross axis section after hot compression
图2为热压缩后不同应变对应的典型显微组织。由图2a可见,在应变量为0.016时,热压缩后晶粒基本保持热压缩前状态,呈近似等轴状,晶界平直,几乎没有发现晶界弓弯和再结晶晶粒,部分晶粒内部有退火孪晶。
当应变量增大到0.077时,没有发现动态再结晶晶粒,但可见明显的晶界弓弯和锯齿形晶界(如图2b黑色箭头所示),这些位置是动态再结晶潜在的形核位置[11],锯齿形晶界的形成被认为是非连续动态再结晶形核的显著标志[12],这是由晶界两侧变形不协调而产生的位错密度梯度引起的。
当应变量为0.165时,再结晶首先在原始晶界及“三叉”晶界处形核,形成“项链状”结构,如图2c所示。观察发现原始变形晶界处大都被单层状态的细小再结晶晶粒所填充,故应变量0.165可认为是在此变形参数下动态再结晶开始的临界应变,其结果同郭淑玲[13]的研究成果基本一致。
当应变量增大到0.571时,再结晶晶粒数量明显增多,几乎所有变形晶界处都发现有再结晶晶粒,晶粒尺寸显著细化。与图2a和2b相比较发现,变形晶粒沿垂直压缩方向被明显拉长,如图2d所示。应变量为1.253时,除少量细长变形晶粒外,原始晶粒基本被再结晶晶粒所消耗,晶粒尺寸更加细化。

图2 热压缩后不同应变对应的显微组织Fig.2 Microstructures corresponding to different strains after hot compression
由图2可知,不同应变量下的显微结构与动态再结晶百分数有很大的相关性。为了进一步明晰文中所述热压缩参数下应变量、晶粒尺寸、动态再结晶百分数的关系,文中采用CAO Y等[14]描述的方法,利用晶粒取向差扩展(Grain orientation spread,GOS)来区分再结晶晶粒和变形晶粒,确定阈值为2o,即GOS值低于2o为再结晶晶粒,大于2o为变形晶粒。基于该方法对不同应变量下的动态再结晶百分数进行了统计。
图3为不同应变量下平均晶粒尺寸和动态再结晶百分数分布,动态再结晶百分数与平均晶粒尺寸具有负相关性,即随着应变量的增大,动态再结晶百分数增大,而平均晶粒尺寸随之减小。当应变量达到动态再结晶临界应变时(图3中箭头所标识),出现大量细小晶粒,使平均晶粒尺寸明显下降,从P4点的76 μm迅速下降到37 μm。
随着应变的增加,动态再结晶百分数的增长速率先增大后减小。动态再结晶形核必须有足够的应变能来激活[15],在低于临界应变时,晶粒累积应变能不足以触发再结晶形核,故在小应变下没有观察到动态再结晶的发生(如图2a和2b所示)。

图3 平均晶粒尺寸及动态再结晶百分数与应变关系曲线Fig.3 A plot of the average grain size and dynamic recrystallization percentage with strain
当应变量达到临界应变0.165时,细小再结晶晶粒优先在变形晶粒结晶和“三叉”晶界形核(如图2c所示)。这是因为晶界阻碍了位错运动[16],位错易在晶界处大量聚集,高储存能的晶界为再结晶形核提供了有利场所。图4为应变0.077的P3点KAM图,可见,晶界处累积了非常高的应变能,为再结晶形核提供了可能。
在超过临界应变值后,动态再结晶百分数增长速率明显变大,主要归因于随着应变的增加,应变能在变形晶粒内累积,再结晶形核位置增多。随着应变量的增大,变形晶粒逐渐被无应变的再结晶晶粒取代,再结晶潜在形核位置减少,动态再结晶百分数增长速率降低。
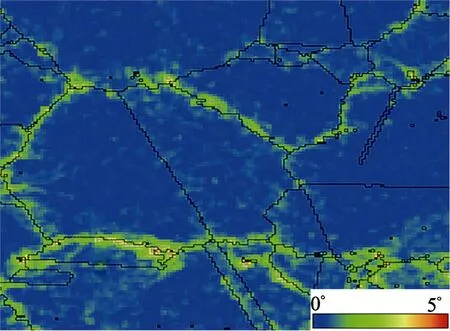
图4 P3 点的KAM图Fig.4 KAM figure for P3
2.2 固溶处理后显微组织特征
利用LAM表征技术获得的GH4698试样固溶处理后截面晶粒尺寸分布见图5。晶粒尺寸变化范围为4~439 μm,利用不同颜色渲染,蓝色最小,红色最大,如图5a所示。
经统计固溶处理后最大晶粒尺寸为439 μm,平均晶粒尺寸为63 μm,晶粒尺寸分布符合正常晶粒长大规律,呈对数正态分布,如图5b所示。有个别晶粒的晶粒尺寸超过平均晶粒尺寸的5倍以上(图5a中红色的晶粒)。对比图1b应变云图,发现这些大的晶粒主要分布在小应变至中等应变区域内,而在中心大应变区域内,晶粒尺寸分布较均匀。
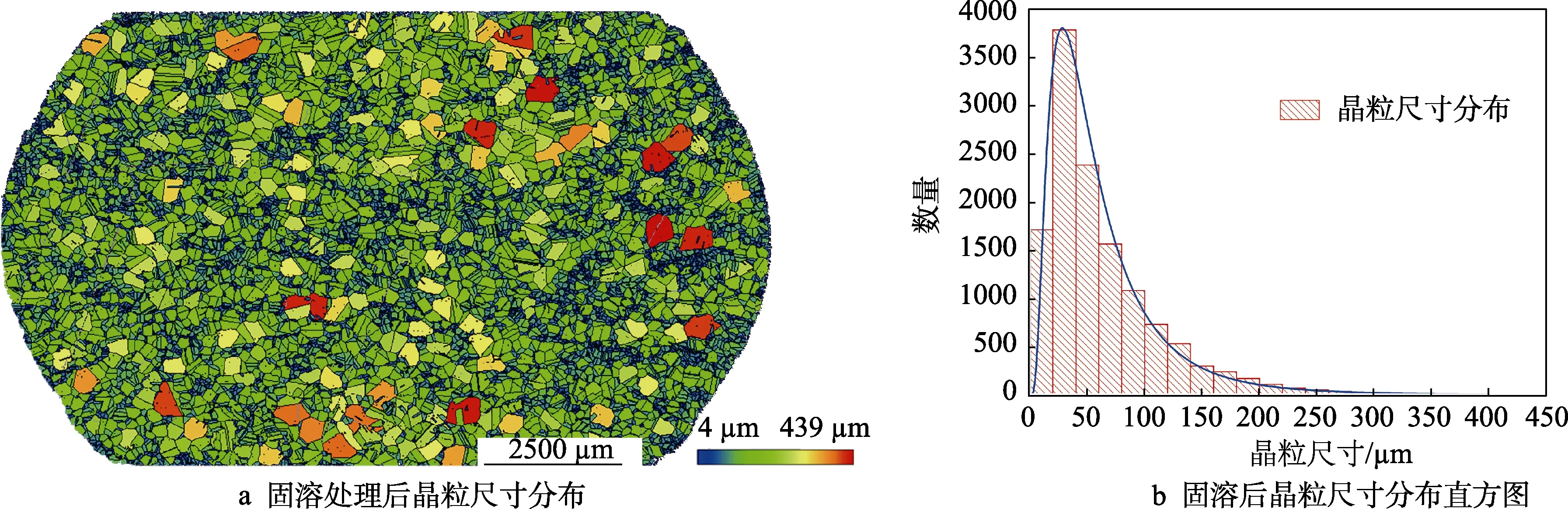
图5 固溶后晶粒尺寸分布Fig.5 Grain size distribution after solid solution
固溶后平均晶粒尺寸分布见图6,固溶后平均晶粒尺寸以临界应变为界,表现为两种不同长大动力学现象。
在小于临界应变区域,由于热变形后此区域没有发生动态再结晶(如图2a和2b所示),晶粒尺寸大致保持原始状态。在固溶处理后,累积在晶内的应变能被激活发生静态再结晶;随着应变的增加,累积应变能逐渐增大,静态再结晶程度增强,其细化晶粒的效果也更加明显,所以小于临界应变的区域固溶处理后晶粒尺寸随着应变量的增加而减小。
不同应变量(ε=0.165和ε=0.571)对应的GOS分布见图7。临界应变时,少量应变梯度较大的变形晶粒在晶界处产生无应变的再结晶晶粒,此时应变能分布非常不均匀(如图7a所示)。在固溶处理后,储能的不均匀分布容易诱导晶粒粗化[17]。当应变量大于临界应变时,随着应变增加,动态再结晶百分数逐渐增大,晶粒细化愈加明显,应变能分布也越均匀(如图7b所示),固溶处理后表现为正常晶粒长大。

图6 固溶后晶粒尺寸分布Fig.6 Histogram of grain size distribution after solution heat treatment
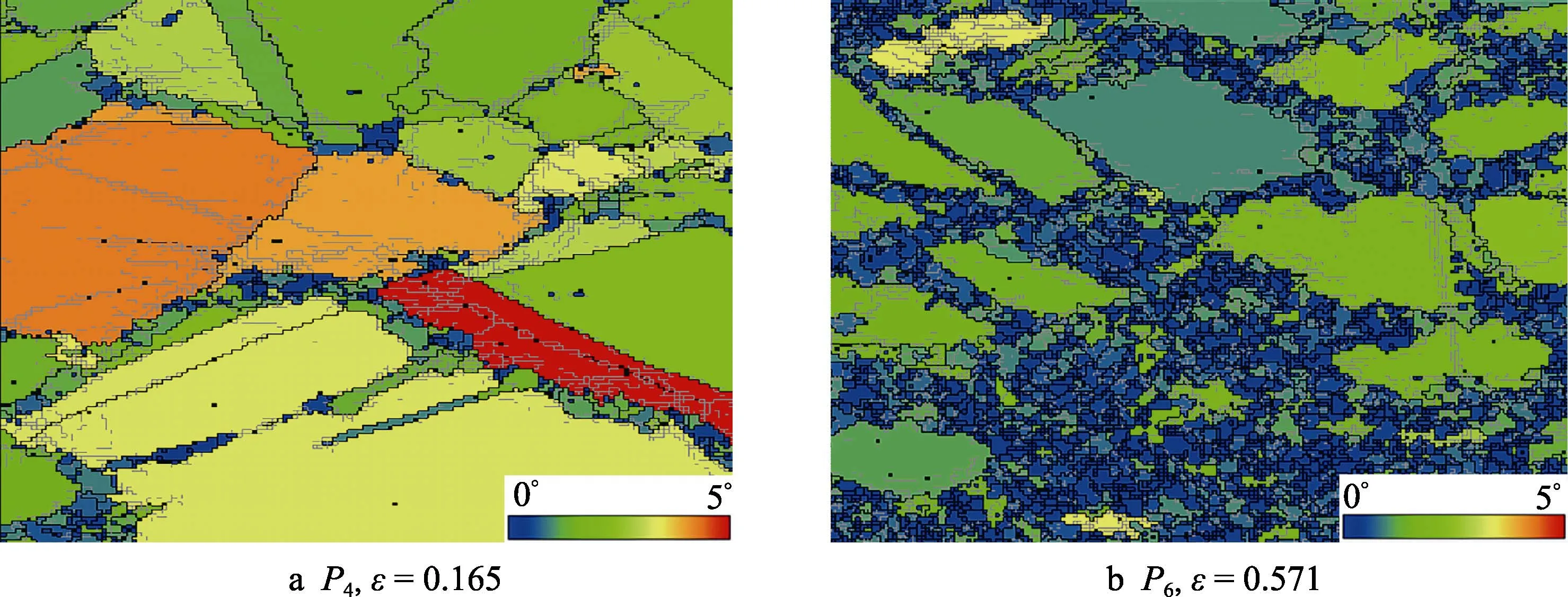
图7 不同应变量下GOS分布Fig.7 Grain orientation spread (GOS) figure with different strains
2.3 晶界特征与应变量关系
利用LAM表征技术获得的GH4698试样热压缩和固溶处理后过轴线截面晶界分布见图8,其中定义取向差大于15°为大角度晶界(用黑色线表示),小角度晶界为2°~15°(用白色线表示)。使用布兰登准则(其中θ=15°Σ-1/2)确定重合位置点阵(CSL)边界的最大允许偏差(EBSD图中用红色线表示Σ3)[18]。
热压缩后过轴线截面的晶界分布见图8a,小角度晶界主要分布在动态再结晶临界应变区附近(文中称为中等应变区),而靠近端面小于临界应变的区域(文中称为小应变区)则分布较少,中心大于临界应变的区域(文中称为大应变区)的小角度晶界主要分布在个别被拉长的变形晶粒处。
小角度晶界的形成主要是位错累积造成晶格畸变引起的。随着应变的增加,晶粒内及各相邻晶粒间为协调变形而绕某一特定轴进行旋转,从而在晶粒内形成取向梯度。
孪晶分布也和应变量的大小具有强相关性。由图8a可见,在小应变区和大应变区,孪晶密度明显较中等应变区大。经统计P3(小应变区),P6(中等应变区),P8(大应变区)所在位置的孪晶长度百分比分别为40.7%,10.6%,28.9%。
小应变区孪晶密度最高,主要因为在小应变区由于应变量较小,其晶粒取向还近似保持原始退火状态,其高密度的孪晶是压缩前的原始退火孪晶[19-20]。随着应变量的增大,晶粒间通过协调变形使原始孪晶取向逐渐变为随机晶界,故在中等应变量下孪晶密度迅速降低。大应变区动态再结晶充分进行,再结晶晶粒的长大伴随着晶界迁移,在此过程中与相邻晶粒发生碰撞,进而发生“生长事故”,在再结晶晶界处产生大量孪晶[21-22]。
固溶处理后过轴线截面的晶界分布见图8b,可见,固溶处理后孪晶分布较均匀。对比热变形后晶界分布(见图8a)可以发现,固溶处理后中等应变区也出现了大量孪晶。这主要是由于静态再结晶过程中,晶界迁移而产生大量退火孪晶[23-24]。固溶处理后截面几乎全部转化为大角度晶界,表明固溶处理后基本完全转变为再结晶晶粒[25]。
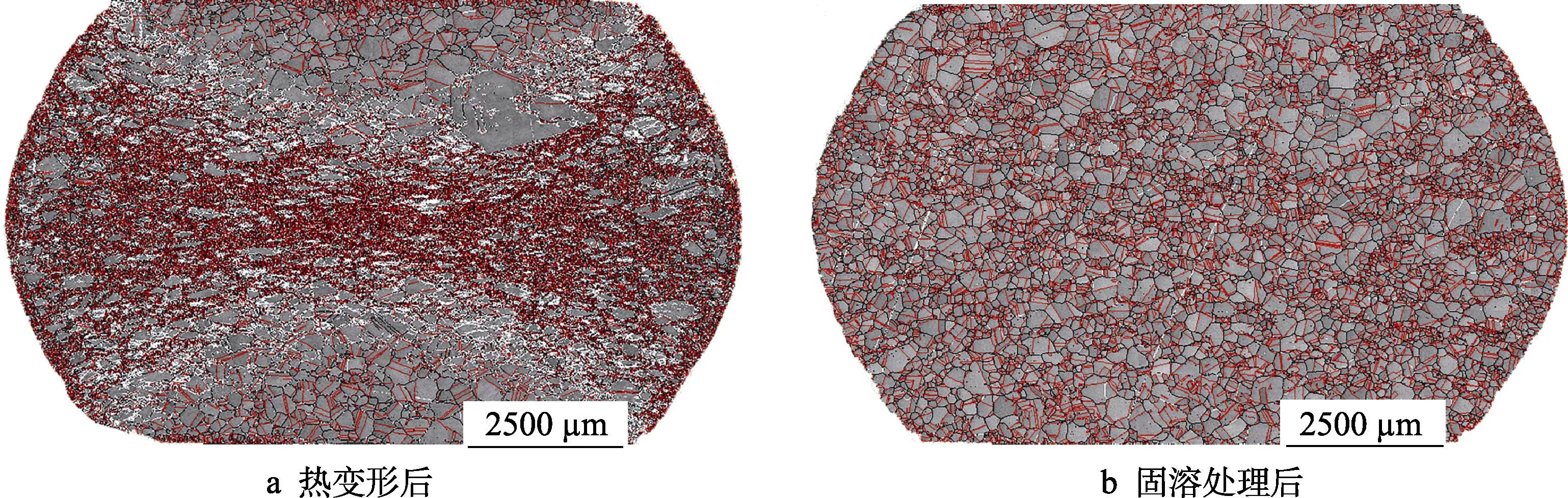
图8 热变形和固溶处理后过轴线截面晶界分布Fig.8 Grain boundary distribution maps of the cross axis section after hot compression and solution heat treatment
3 结语
研究了GH4698标准热模拟试样在变形温度为1100 ℃,压下速度为0.12 mm/s,压下量为40%条件下等温压缩后,又经1120 ℃/8 h+水淬固溶热处理后,过中心轴线截面的整个视场内不同应变对晶粒演化的影响,主要研究成果如下。
1)利用EBSD大面积拼接技术对热变形和固溶处理后过试样中心轴线截面的显微组织进行全域表征。靠近上下端面位置的晶粒尺寸较大,粗大晶粒出现在此区域;“鼓肚”区晶粒尺寸分布极不均匀;靠近中心区域主要由尺寸较细小的晶粒组成。
2)不同应变量下的显微组织与动态再结晶百分数有很大的相关性,动态再结晶百分数与平均晶粒尺寸具有负相关性。动态再结晶开始的临界应变为 0.165。经热变形和随后固溶处理,平均晶粒尺寸变化以临界应变为界,表现为两种不同长大动力学现象。
3)热变形后,小角度晶界主要分布在中等应变区和大应变区的个别被拉长的变形晶粒处。孪晶分布也和应变量的大小具有一定的相关性。小应变区和大应变区的孪晶密度明显较中等应变区大,小应变区孪晶密度最高。固溶处理后孪晶分布较均匀。
4 总结和展望
由于篇幅有限,只研究了一种热变形参数下热压缩及固溶处理过程显微组织演变过程,但必须认识到,不同热变形参数和固溶热处理制度下,晶粒尺寸分布及晶界特征会有所不同,尤其是在γ'相析出温度范围进行热变形及固溶处理时,γ'相的形态、分布、尺寸对晶粒长大行为及特殊晶界形成机理会产生不可忽视的影响。接下来将继续利用LAM技术,研究多种热变形工艺和固溶热处理制度下高温合金显微组织演化及晶粒长大行为,重点解决多物理场耦合作用下组织遗传特性,为优化高温合金变形工艺提供参考。
猜你喜欢
上海金属(2022年4期)2022-08-03 09:52:00
中国新技术新产品(2022年7期)2022-07-14 11:37:48
工程科学学报(2021年10期)2021-10-23 13:51:40
高压物理学报(2021年4期)2021-07-25 08:20:22
四川师范大学学报(自然科学版)(2018年3期)2018-06-04 06:31:37
上海金属(2016年3期)2016-11-23 05:19:38
大型铸锻件(2015年1期)2016-01-12 06:32:58
上海金属(2015年6期)2015-11-29 01:09:02
上海金属(2014年3期)2014-12-19 13:09:04
上海金属(2014年3期)2014-12-19 13:09:03